You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Load Data of TanksDocument3 pagesLoad Data of TanksSUBHOMOYNo ratings yet
- Design Analysis and Optimization of Double Wall Vacuum Vessel-A Review PaperDocument3 pagesDesign Analysis and Optimization of Double Wall Vacuum Vessel-A Review PaperSUBHOMOYNo ratings yet
- Quality Assurance Plan For Is 2062 E250 GR BRDocument2 pagesQuality Assurance Plan For Is 2062 E250 GR BRSUBHOMOYNo ratings yet
- PDS Intergard 906Document4 pagesPDS Intergard 906SUBHOMOYNo ratings yet
- Intergard 966: Product DescriptionDocument4 pagesIntergard 966: Product DescriptionSUBHOMOYNo ratings yet
- Technical Specification For Gear Pump: Sheet 1 of 1 Rev. 0Document1 pageTechnical Specification For Gear Pump: Sheet 1 of 1 Rev. 0SUBHOMOYNo ratings yet
- Interseal 547 PDFDocument4 pagesInterseal 547 PDFSUBHOMOYNo ratings yet
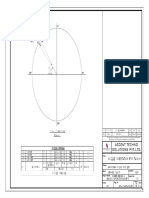
- Nozzle Orientation DrawingDocument1 pageNozzle Orientation DrawingSUBHOMOYNo ratings yet
- MTC For Rawmaterial of ValvesDocument17 pagesMTC For Rawmaterial of ValvesSUBHOMOYNo ratings yet
- Soil Bearing CapacityDocument1 pageSoil Bearing CapacitySUBHOMOYNo ratings yet
- WPS 01Document8 pagesWPS 01SUBHOMOYNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document14 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- Final Energy Balance-Vizag DT 9-6-18Document6 pagesFinal Energy Balance-Vizag DT 9-6-18SUBHOMOYNo ratings yet
- P Peaking BandingDocument4 pagesP Peaking BandingSUBHOMOYNo ratings yet
- MTC For ValvesDocument18 pagesMTC For ValvesSUBHOMOYNo ratings yet
- Interthane 138: Product DescriptionDocument4 pagesInterthane 138: Product DescriptionSUBHOMOYNo ratings yet
- Product Pump TENDER-JabalpurDocument64 pagesProduct Pump TENDER-JabalpurSUBHOMOY100% (1)
- Sizing Tank Blanketing Regulators Tank Storage Magazine Jan - Feb 2015 PDFDocument3 pagesSizing Tank Blanketing Regulators Tank Storage Magazine Jan - Feb 2015 PDFSUBHOMOYNo ratings yet
- Regd. Off.: Chawhan Products Gomti Chaya', Tilak Nagar, Amravati Road, Nagpur-440 010 (MS) Tel.: 0712-2532296, 6616699Document26 pagesRegd. Off.: Chawhan Products Gomti Chaya', Tilak Nagar, Amravati Road, Nagpur-440 010 (MS) Tel.: 0712-2532296, 6616699ganesh kcNo ratings yet
- Private Equity and Emerging Markets Agribusiness: Building Value Through SustainabilityDocument44 pagesPrivate Equity and Emerging Markets Agribusiness: Building Value Through SustainabilityIFC Sustainability100% (2)
- Oily Water Separator ManualDocument88 pagesOily Water Separator ManualAnonymous uTO1WI50% (2)
- Geo 1Document134 pagesGeo 1Vanam TejasviNo ratings yet
- Quarter 2 - Week 3: ENGLISH 9: The Road Not TakenDocument2 pagesQuarter 2 - Week 3: ENGLISH 9: The Road Not TakendinaNo ratings yet
- PechayDocument4 pagesPechaySannie Ong Monoy100% (1)
- Qcs 2010 Section 11 Part 2.3.15 She Procedures - Environmental ProtecDocument43 pagesQcs 2010 Section 11 Part 2.3.15 She Procedures - Environmental Protecbryanpastor106No ratings yet
- 03 Subgrade PDFDocument9 pages03 Subgrade PDFTsegawbeztoNo ratings yet
- 10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitDocument15 pages10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitsithulibraNo ratings yet
- Environmental Product DeclarationDocument14 pagesEnvironmental Product DeclarationΕύη ΣαλταNo ratings yet
- Catalogue OASEDocument178 pagesCatalogue OASEMihalca Pavel100% (1)
- Ponds and Aerated LagoonsDocument24 pagesPonds and Aerated LagoonsGabriella AngNo ratings yet
- Hand AlcoholsDocument3 pagesHand AlcoholsMarxlen EndicoNo ratings yet
- Thesis On Wastewater ManagementDocument7 pagesThesis On Wastewater Managementamybakewellfargo100% (2)
- ESS 7 - Chapter5 PDFDocument70 pagesESS 7 - Chapter5 PDFJuan Daniel Gahyda100% (1)
- NiteshDocument4 pagesNiteshMasoodMiyanNo ratings yet
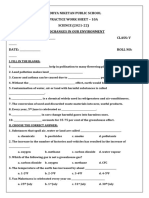
- Changes in Our Environment Pws - 1,2Document8 pagesChanges in Our Environment Pws - 1,2Sweety RoseNo ratings yet
- 04/22/09 - The Stanford Daily (PDF)Document6 pages04/22/09 - The Stanford Daily (PDF)The Stanford DailyNo ratings yet
- Notes 1 - World GeographyDocument10 pagesNotes 1 - World GeographyPauline MalinaoNo ratings yet
- Selection of Retaining Walls in Hill Areas - Indian StandardsDocument14 pagesSelection of Retaining Walls in Hill Areas - Indian Standardsnimm1962100% (1)
- Biogas To Methanol New PDFDocument114 pagesBiogas To Methanol New PDFUmesh DeshNo ratings yet
- The Plastic ProblemDocument7 pagesThe Plastic Problemapi-356299107No ratings yet
- Partial Replacement of Cement With Rice Husk Ash in Cement Concrete IJERTV9IS120121Document4 pagesPartial Replacement of Cement With Rice Husk Ash in Cement Concrete IJERTV9IS120121Mohini BhartiNo ratings yet
- PoemDocument10 pagesPoemBudi HartantoNo ratings yet
- Potassium Silicate SDSDocument9 pagesPotassium Silicate SDSMoustafa HelmyNo ratings yet
- Waste Disposal ProblemsDocument17 pagesWaste Disposal ProblemsLiliaNo ratings yet
- Getting To Know Africa: 50 Interesting Facts : Deas and Insight From ExplorersDocument43 pagesGetting To Know Africa: 50 Interesting Facts : Deas and Insight From ExplorersJordan CabaguingNo ratings yet
- Radar For Dummies Final DraftDocument36 pagesRadar For Dummies Final Drafttitiyou50% (2)
- Demineralization (DM) Water Treatment PlantsDocument6 pagesDemineralization (DM) Water Treatment PlantsMahmudul HasanNo ratings yet
- Pre - Feasibility Report: Tanganamal Sand QuarryDocument10 pagesPre - Feasibility Report: Tanganamal Sand QuarryJonathan KaleNo ratings yet