You might also like
- Build A GeoDomeDocument22 pagesBuild A GeoDomeJohn Anderson100% (4)
- Ignition Igniter For Suzuki GS1000GT 1980Document17 pagesIgnition Igniter For Suzuki GS1000GT 1980migNo ratings yet
- 2013 Nissan Cube Service Repair Manual PDFDocument16 pages2013 Nissan Cube Service Repair Manual PDFfjjsjekdmme0% (2)
- 15904746-Isuzu Engine 4lb1 4lc1 4le1 Workshop Service Repair ManualDocument210 pages15904746-Isuzu Engine 4lb1 4lc1 4le1 Workshop Service Repair Manual張家豪No ratings yet
- Immobilizer and Smart Key Reset: T-SB-0057-18 July 6, 2018Document15 pagesImmobilizer and Smart Key Reset: T-SB-0057-18 July 6, 2018Konstantin BuNo ratings yet
- Nissan D22 ZD30 Turbo SpecsDocument4 pagesNissan D22 ZD30 Turbo SpecsDesron SamuelNo ratings yet
- Workshop Manual Air Suspensions Series AL SL O 35391701e - 01 PDFDocument104 pagesWorkshop Manual Air Suspensions Series AL SL O 35391701e - 01 PDFMourad Wanen100% (1)
- 2000 Nissan Frontier KA24DE MTDocument34 pages2000 Nissan Frontier KA24DE MTDavid CervantesNo ratings yet
- Hight Pressure Hydraulic SystemDocument34 pagesHight Pressure Hydraulic SystemVijay AundhakarNo ratings yet
- Bosch KTS 200 Brochure ENDocument8 pagesBosch KTS 200 Brochure ENMAK OBDNo ratings yet
- Section 2 - Fuel SystemDocument80 pagesSection 2 - Fuel SystemRamonNo ratings yet
- Report On I.C.E (Replica)Document46 pagesReport On I.C.E (Replica)Ariel PortugalNo ratings yet
- Rebuilding The Yamaha Vision Motorcycle TCI Electronic Igniter Module / Electronic Ignition / Transistor Controlled IgnitionDocument11 pagesRebuilding The Yamaha Vision Motorcycle TCI Electronic Igniter Module / Electronic Ignition / Transistor Controlled Ignitionxplod11No ratings yet
- EI5280Document4 pagesEI5280Miguel RojasNo ratings yet
- Air Brake Manual PDFDocument102 pagesAir Brake Manual PDFVignesh VSNo ratings yet
- DENSO - Spark Plug TT CatalogueDocument255 pagesDENSO - Spark Plug TT CatalogueVõ Trí NamNo ratings yet
- HATZ 2g30Document284 pagesHATZ 2g30CARLOS SALVADORNo ratings yet
- Introduction To DC Electric MotorsDocument31 pagesIntroduction To DC Electric MotorsJames Adrian Abalde SaboNo ratings yet
- Manufacturing of Turbo GeneratorsDocument19 pagesManufacturing of Turbo GeneratorsKeerthana Kola100% (2)
- FordInstShtM 6017 A504VDocument21 pagesFordInstShtM 6017 A504V2791957No ratings yet
- Engine ControlDocument4 pagesEngine ControlJoné Jaquay100% (1)
- 2.fuel SystemDocument41 pages2.fuel SystemMech DTUNo ratings yet
- Agora Athenei 23 Ceramica Attica - Figuri Negre PDFDocument520 pagesAgora Athenei 23 Ceramica Attica - Figuri Negre PDFSteftyraNo ratings yet
- Fin Jig InstructionsDocument4 pagesFin Jig InstructionsJohn AndersonNo ratings yet
- Vintage Airplane - May 1986Document32 pagesVintage Airplane - May 1986Aviation/Space History LibraryNo ratings yet
- Drill Rig Safety - Bs 16228 - 9-04-14Document35 pagesDrill Rig Safety - Bs 16228 - 9-04-14Carlos Felipe Orjuela RamírezNo ratings yet
- Diesel Fuel Injection Pump Disassemble Retainer Tools For SaleDocument3 pagesDiesel Fuel Injection Pump Disassemble Retainer Tools For SaleChrisNo ratings yet
- Bài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFDocument66 pagesBài Gi NG Training PLC Abt-Ccp299-Tis 2013-09 PDFNguyenThanhEpu100% (2)
- Hugh Piggott Axial-Flow PMG Wind Turbine May 2003Document48 pagesHugh Piggott Axial-Flow PMG Wind Turbine May 2003Pablo21100% (1)
- PLL 565Document6 pagesPLL 565Dinesh Kumar MehraNo ratings yet
- DifferentialsDocument48 pagesDifferentialsEngine Tuning UpNo ratings yet
- SU Idiot GuideDocument7 pagesSU Idiot GuideHimanshu SinghNo ratings yet
- 3 SpectrophotometerDocument4 pages3 SpectrophotometerJason ZhangNo ratings yet
- Pos Safeguards Plant and Machinery 1004642-EN-03Document1 pagePos Safeguards Plant and Machinery 1004642-EN-03micros zenerNo ratings yet
- BIX Dye Penetrant ProcedureDocument7 pagesBIX Dye Penetrant ProcedureEduard Abastillas100% (2)
- Kertas Kerja English CarnivalDocument6 pagesKertas Kerja English CarnivalAim MwahahaNo ratings yet
- Concrete Project ReportDocument13 pagesConcrete Project ReportDhruvKandwal50% (2)
- 967-0121 Onan DJB DJE Genset Operator's Manual (02-1991)Document41 pages967-0121 Onan DJB DJE Genset Operator's Manual (02-1991)AbysmalNo ratings yet
- VVT-i (Variable Valve Timing-Intelligent) System: GS430/300 - NEW FEATURES 41Document5 pagesVVT-i (Variable Valve Timing-Intelligent) System: GS430/300 - NEW FEATURES 41Luqman AzamNo ratings yet
- Unit Injector DescriptionDocument2 pagesUnit Injector Descriptionwidanto0apriawanNo ratings yet
- Chapter Electric Fuel Injection SystemDocument92 pagesChapter Electric Fuel Injection Systemcamionetanissanz20No ratings yet
- Pump, Disassembly: Service InformationDocument5 pagesPump, Disassembly: Service InformationNaing Min Htun100% (1)
- Toyota Tester 2 Scanner ManualDocument136 pagesToyota Tester 2 Scanner ManualMohammed Alhaddad100% (1)
- Titan y Aarmada CKP PDFDocument3 pagesTitan y Aarmada CKP PDFLeandro FerreiraNo ratings yet
- The C.I. Fuel System: OutlineDocument51 pagesThe C.I. Fuel System: OutlineDanang Aji NugrohoNo ratings yet
- Service Manual: History Information For The Following ManualDocument34 pagesService Manual: History Information For The Following ManualHamza AbbasiNo ratings yet
- Heater & Air Conditioning Control System: SectionDocument187 pagesHeater & Air Conditioning Control System: SectionВладиславГолышевNo ratings yet
- Engine Managment SystemDocument13 pagesEngine Managment SystemF Man Temu100% (1)
- Кардан Передний Задний Мосты LGPRO-WE-0554 - 1st - WSMW - 05 - N - G.Exp - 729Document188 pagesКардан Передний Задний Мосты LGPRO-WE-0554 - 1st - WSMW - 05 - N - G.Exp - 729Dmitry BondarNo ratings yet
- Common Rail Diesel Engine Management 1 PDFDocument13 pagesCommon Rail Diesel Engine Management 1 PDFMarranNo ratings yet
- Signal Analysis - Cam Position SensorDocument21 pagesSignal Analysis - Cam Position SensorIchsan KurniawanNo ratings yet
- Engine Management: Subject: Mechatronics System Design Submitted To: Engr. Zubair Submitted byDocument6 pagesEngine Management: Subject: Mechatronics System Design Submitted To: Engr. Zubair Submitted byqazi_mohsin87100% (1)
- X-431 Euro Pro HD+: Professional Diagnostic Device For TruckDocument15 pagesX-431 Euro Pro HD+: Professional Diagnostic Device For TruckKadir Koray BozyelNo ratings yet
- Launch x431 Heavy Duty For Trucks Vehicle ListDocument85 pagesLaunch x431 Heavy Duty For Trucks Vehicle ListARYNo ratings yet
- Valve Timing DiagramDocument6 pagesValve Timing DiagramKn DennisNo ratings yet
- Parts/Components of Manual Transmission 1. Clutch 2. Clutch Pedal 3. Gearbox 4. Shift Fork 5. Shift Rod 6. Hydraulic SystemDocument7 pagesParts/Components of Manual Transmission 1. Clutch 2. Clutch Pedal 3. Gearbox 4. Shift Fork 5. Shift Rod 6. Hydraulic SystemVJ CarbonellNo ratings yet
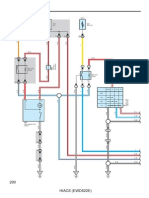
- Rear Air Conditioner: 290 HIACE (EWD622E)Document6 pagesRear Air Conditioner: 290 HIACE (EWD622E)DanielNo ratings yet
- Volvo Auto DtcsDocument4 pagesVolvo Auto Dtcscorie132100% (1)
- Nissan 1991-1993 Silvia S13 SR20DET, 1991-1995 180SX SR20DETDocument2 pagesNissan 1991-1993 Silvia S13 SR20DET, 1991-1995 180SX SR20DETElectronica Ave FenixNo ratings yet
- EX2600-6 Specs PDFDocument16 pagesEX2600-6 Specs PDFbasNo ratings yet
- 01EJ3060.PDF Prueba en BancoDocument3 pages01EJ3060.PDF Prueba en BancoAlex PakitoNo ratings yet
- Steering System Repair ManualDocument13 pagesSteering System Repair Manualsample nameNo ratings yet
- Tcd650bx Service ManulDocument79 pagesTcd650bx Service ManulcvijovicNo ratings yet
- Injection PumpDocument2 pagesInjection PumpYemaneDibetaNo ratings yet
- Honeywell Black AHD DVR ManualDocument142 pagesHoneywell Black AHD DVR ManualEdwin AstonoNo ratings yet
- Bobcat Online Parts CatalogueDocument74 pagesBobcat Online Parts CatalogueHervé ChédruNo ratings yet
- ZD30 Engine Fault ListDocument61 pagesZD30 Engine Fault Listlocario1No ratings yet
- How to Installation MINI VCI Techstream - 复件Document4 pagesHow to Installation MINI VCI Techstream - 复件ImranzahidyNo ratings yet
- Stihl FS25-4 Service ManualDocument45 pagesStihl FS25-4 Service ManualJoshua RoyNo ratings yet
- Valve Clearance CheckDocument1 pageValve Clearance Checkau7usaNo ratings yet
- Fuel Pump PDF FINALDocument5 pagesFuel Pump PDF FINALravidra markapudiNo ratings yet
- Generator Design StepsDocument40 pagesGenerator Design StepsrajfabNo ratings yet
- CoteDocument736 pagesCoteJohn AndersonNo ratings yet
- Memorial Biograph 01 His TDocument544 pagesMemorial Biograph 01 His TJohn AndersonNo ratings yet
- Genealogical Note 00 NathDocument410 pagesGenealogical Note 00 NathJohn AndersonNo ratings yet
- 8 Mauser Reloader 15 Imr 4064 Hornady 7.62 Russian: PT CruiserDocument3 pages8 Mauser Reloader 15 Imr 4064 Hornady 7.62 Russian: PT CruiserJohn AndersonNo ratings yet
- About LR44: LR44 Is An Alkaline 1.5 V Battery. The Most Common Equivalent Batteries AreDocument1 pageAbout LR44: LR44 Is An Alkaline 1.5 V Battery. The Most Common Equivalent Batteries AreJohn AndersonNo ratings yet
- Rick Thompson ResumeDocument2 pagesRick Thompson ResumeJohn AndersonNo ratings yet
- Gun Rack 3Document8 pagesGun Rack 3John AndersonNo ratings yet
- DakotaDocument1 pageDakotaJohn AndersonNo ratings yet
- MEGA JOB FAIR at Mangalore On 25 Jan 2020 Organized by Freshersworld PDFDocument43 pagesMEGA JOB FAIR at Mangalore On 25 Jan 2020 Organized by Freshersworld PDFShaik RoshanNo ratings yet
- Routing AlgorithmsDocument36 pagesRouting AlgorithmsKartik Aneja0% (1)
- Strategies For Successful SpeakingDocument18 pagesStrategies For Successful Speaking741081471% (7)
- 8dio Borosilicate Bells Read MeDocument8 pages8dio Borosilicate Bells Read MebizzysgsNo ratings yet
- Socket Programming With UDP and TCPDocument19 pagesSocket Programming With UDP and TCPMalu SakthiNo ratings yet
- Lesson Plan Using Assure ModelDocument3 pagesLesson Plan Using Assure Modelapi-285765357No ratings yet
- 2000-02 The Computer Paper - BC EditionDocument142 pages2000-02 The Computer Paper - BC EditionthecomputerpaperNo ratings yet
- Vorsis FM-4Document2 pagesVorsis FM-4Willy Condori100% (1)
- ArthurGrilloGmbH-Catalog GrilloDocument103 pagesArthurGrilloGmbH-Catalog GrilloNadjla BouriahiNo ratings yet
- Excess Pressure Regulator, Straight Through DN 15 - 150Document6 pagesExcess Pressure Regulator, Straight Through DN 15 - 150Pinak ProjectsNo ratings yet
- Centrifugal PumpsDocument42 pagesCentrifugal PumpsMalaku HaileNo ratings yet
- Assignment 2Document10 pagesAssignment 2Abdul RehmanNo ratings yet
- PRODESA - Biomass ReferencesDocument112 pagesPRODESA - Biomass ReferencesBassam SayedNo ratings yet
- Convertizor Micromaster Vector 6SE3221-0BC40Document79 pagesConvertizor Micromaster Vector 6SE3221-0BC40Faulhaber AdrianNo ratings yet
- Altronix - PD8Document1 pageAltronix - PD8Tv Chacon ChaconNo ratings yet
- Pending Call ReportDocument46 pagesPending Call ReportVandana YadavNo ratings yet
- Week 5 - CalorimetryDocument27 pagesWeek 5 - CalorimetrySherryl MontalboNo ratings yet
- Escalator Lobby MF Trunking and Conduit LayoutDocument1 pageEscalator Lobby MF Trunking and Conduit LayoutrbelduaNo ratings yet
- Aoc TFT-LCD Color Monitor Lm522 SchematicDocument7 pagesAoc TFT-LCD Color Monitor Lm522 SchematicRodolfo SokenNo ratings yet
- Welding StandardDocument7 pagesWelding Standardluis_aguilar_montoyaNo ratings yet