You might also like
- Introduction To Biotechnology 1Document16 pagesIntroduction To Biotechnology 1Ramesh BeniwalNo ratings yet
- Design of FermenterDocument145 pagesDesign of FermenterS KumariNo ratings yet
- Fermentation Process: Key Components and Types of BioreactorsDocument114 pagesFermentation Process: Key Components and Types of BioreactorsyoganandaNo ratings yet
- 2 Biotechnology ApplicationsDocument38 pages2 Biotechnology Applicationsvishal vishalNo ratings yet
- Down Stream ProcessingDocument44 pagesDown Stream ProcessingShifa ChoudharyNo ratings yet
- Pharmaceutical Biotechnology 9997 8203 030Document32 pagesPharmaceutical Biotechnology 9997 8203 030banerjeeamlanNo ratings yet
- Chapter - IV - B Fermenter - Design and ConstructionDocument25 pagesChapter - IV - B Fermenter - Design and ConstructionYohannes AfeworkNo ratings yet
- Plant Tissue Culture TechniquesDocument17 pagesPlant Tissue Culture Techniquesrajiv pathakNo ratings yet
- Factors and Methods for Extracting and Isolating ProductsDocument50 pagesFactors and Methods for Extracting and Isolating ProductsRouf AhmadNo ratings yet
- Types of FermentersDocument6 pagesTypes of FermentersSajjad Hossain ShuvoNo ratings yet
- Chap9 Downstream ProcessingDocument25 pagesChap9 Downstream ProcessingsadatrafiaNo ratings yet
- Extraction 160805115400 PDFDocument64 pagesExtraction 160805115400 PDFindraNo ratings yet
- Protoplast Preparation and Somatic Hybrids: by Prof. M. Z. AbdinDocument49 pagesProtoplast Preparation and Somatic Hybrids: by Prof. M. Z. AbdinOriginate RecordsNo ratings yet
- FiltrationDocument23 pagesFiltrationsaefasd100% (1)
- BT 0312 - Animal Cell and Tissue Culture LaboratoryDocument47 pagesBT 0312 - Animal Cell and Tissue Culture LaboratoryammaraakhtarNo ratings yet
- Basics of Cell Culture in 40 CharactersDocument33 pagesBasics of Cell Culture in 40 CharactersSai SridharNo ratings yet
- Enzyme TechnologyDocument11 pagesEnzyme Technologyangelinaanavarro100% (2)
- Microbial Nutrition and GrowthDocument30 pagesMicrobial Nutrition and GrowthOsaetin AnnNo ratings yet
- Techniques for Downstream process for Biologic Drugs and VaccinesFrom EverandTechniques for Downstream process for Biologic Drugs and VaccinesNo ratings yet
- Food Microbiology: An IntroductionDocument454 pagesFood Microbiology: An IntroductionAnas AhmedhNo ratings yet
- Unit Operation & Unit Process in BiotechnologyDocument52 pagesUnit Operation & Unit Process in BiotechnologyKailash Kumar100% (1)
- Downstream ProcessingDocument21 pagesDownstream ProcessingNasir Ahmed YusufNo ratings yet
- Elements of an Effective Biosafety ProgramDocument102 pagesElements of an Effective Biosafety ProgramgidemartialNo ratings yet
- CRYOPRESERVATION TECHNIQUES FOR CELLS AND TISSUESDocument32 pagesCRYOPRESERVATION TECHNIQUES FOR CELLS AND TISSUESMariel BermudezNo ratings yet
- Plant Tissue CultureDocument37 pagesPlant Tissue Culturebits_who_am_iNo ratings yet
- Plant Cell Culture Techniques GuideDocument35 pagesPlant Cell Culture Techniques GuideIecjs BwgiNo ratings yet
- Microbial Growth PhaseDocument2 pagesMicrobial Growth PhaseMahathir Mohmed100% (5)
- Bacterial Growth CurveDocument5 pagesBacterial Growth Curvemmkharat100% (2)
- Industrial MicrobiologyDocument35 pagesIndustrial MicrobiologyNoor Ul Naeem100% (1)
- Mdhs 96Document24 pagesMdhs 96Hồ Lương ThưởngNo ratings yet
- Vogel - A Text-Book of Quantitative Inorganic Analysis - 2e 1951 - Vogel AI PDFDocument939 pagesVogel - A Text-Book of Quantitative Inorganic Analysis - 2e 1951 - Vogel AI PDFforsroy201367% (3)
- Chapter 5 Microbial BiotechnologyDocument75 pagesChapter 5 Microbial BiotechnologySyamala Natarajan100% (1)
- BT-303 Lab ManualDocument21 pagesBT-303 Lab ManualZakaullah Akhtar50% (2)
- Organic AcidDocument38 pagesOrganic AcidMuhammad Adeel JavedNo ratings yet
- Fermentation Technology Chapter I II III IVDocument42 pagesFermentation Technology Chapter I II III IVPuvenez TamalantanNo ratings yet
- Plant and Animal Biotechnology Applications Read Chapter 10Document27 pagesPlant and Animal Biotechnology Applications Read Chapter 10Sheetal PimparwarNo ratings yet
- NMEICT-MHRD Fermentation Media DesignDocument4 pagesNMEICT-MHRD Fermentation Media DesignriyaNo ratings yet
- Bioreactor Types and Their Design (1) (1) 2Document37 pagesBioreactor Types and Their Design (1) (1) 2Yanahan ParamalingamNo ratings yet
- Bioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Document26 pagesBioprocess Engineering (BT 508) : Credits-4 Units - 6 Total Marks - 150Savita100% (1)
- Week 1-Introduction of BioindustryDocument31 pagesWeek 1-Introduction of BioindustryFery HaidirNo ratings yet
- Fermentation TechnologyDocument14 pagesFermentation TechnologyUmarNo ratings yet
- Transgenic Organisms: Alba Elvira and Patricia Cea 4º BDocument24 pagesTransgenic Organisms: Alba Elvira and Patricia Cea 4º BAlba Elvira BurgosNo ratings yet
- Crystallization & Whole Broth ProcessingDocument32 pagesCrystallization & Whole Broth Processingdpdmello85320% (2)
- MEDIA Animal Cell CultureDocument28 pagesMEDIA Animal Cell Culturejithinnx100% (10)
- Strain Improvement of Microorganisms PDFDocument32 pagesStrain Improvement of Microorganisms PDFsatriomegaNo ratings yet
- Introduction To Fermentation Technique & Fermenter: N.M AhmedDocument20 pagesIntroduction To Fermentation Technique & Fermenter: N.M AhmedNaser_Ahmed11100% (1)
- Downstream ProcessingDocument4 pagesDownstream ProcessingVachaspatiMishraNo ratings yet
- Experiment 1 Bioreactor and Its ComponentsDocument3 pagesExperiment 1 Bioreactor and Its ComponentsDogra Shubham0% (2)
- Salmonella Infections Clinical Immunological and Molecular Aspects Advances in Molecular and Cellular Microbiology PDFDocument402 pagesSalmonella Infections Clinical Immunological and Molecular Aspects Advances in Molecular and Cellular Microbiology PDFFredNo ratings yet
- Protein Purification HandbookDocument98 pagesProtein Purification Handbookkongster1No ratings yet
- Bioreactor Types (Industrial Notes)Document23 pagesBioreactor Types (Industrial Notes)anjaliNo ratings yet
- Biomolecules and Cells:: Mr. Derrick Banda MSC, BSCDocument69 pagesBiomolecules and Cells:: Mr. Derrick Banda MSC, BSCAmon Sangulube100% (1)
- Industrial Biotechnology 1Document29 pagesIndustrial Biotechnology 1Abdul Al RajaNo ratings yet
- Economic Case for Immobilizing EnzymesDocument25 pagesEconomic Case for Immobilizing EnzymesNikki ChauhanNo ratings yet
- Basic Industrial BiotechnologyDocument29 pagesBasic Industrial BiotechnologyBharathiNo ratings yet
- Microorganism Preservation Methods GuideDocument4 pagesMicroorganism Preservation Methods GuidePoojaswini ReddyNo ratings yet
- Introduction To Biochemistry, Le# 3 (Dr. Adeela Naureen)Document7 pagesIntroduction To Biochemistry, Le# 3 (Dr. Adeela Naureen)Sadaf BatoolNo ratings yet
- Precoll PDFDocument80 pagesPrecoll PDFsamarqandiNo ratings yet
- Enzyme Technology - CHAPLIN PDFDocument316 pagesEnzyme Technology - CHAPLIN PDFSharan Gayathrinathan100% (1)
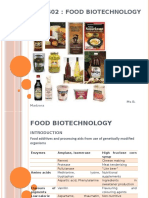
- Food Biotechnology (ORGANIC ACIDS, ENZYMES, FOOD ADDITIVES)Document61 pagesFood Biotechnology (ORGANIC ACIDS, ENZYMES, FOOD ADDITIVES)Dumisani Nguni100% (1)
- Bioprocessing Technology for Production of Biopharmaceuticals and BioproductsFrom EverandBioprocessing Technology for Production of Biopharmaceuticals and BioproductsClaire KomivesNo ratings yet
- Enzyme Nomenclature 1978: This Edition Is a Revision of the Recommendations (1972) of the IUPAC–IUB Commission on Biochemical Nomenclature, and Has Been Approved for Publication by the Executive Committee of the International Union of BiochemistryFrom EverandEnzyme Nomenclature 1978: This Edition Is a Revision of the Recommendations (1972) of the IUPAC–IUB Commission on Biochemical Nomenclature, and Has Been Approved for Publication by the Executive Committee of the International Union of BiochemistryRating: 4 out of 5 stars4/5 (3)
- Extraction and Uses of Metals: Section 2: Inorganic ChemistryDocument8 pagesExtraction and Uses of Metals: Section 2: Inorganic Chemistryjenn78No ratings yet
- Chem 282Document3 pagesChem 282UrlaNo ratings yet
- Studying Pendulum MotionDocument13 pagesStudying Pendulum MotionMubashir AijazNo ratings yet
- For Lecture PDF 295074Document12 pagesFor Lecture PDF 295074Rob Robbie RabuelNo ratings yet
- Exlon Hdpe CatalogDocument32 pagesExlon Hdpe Catalogcarlos burgosNo ratings yet
- Space PhysicsQA 1Document57 pagesSpace PhysicsQA 1thethmusan.2007No ratings yet
- Strainer Air Eliminator EC 31-EC 32 - EC 39: Description - Installation ServicingDocument10 pagesStrainer Air Eliminator EC 31-EC 32 - EC 39: Description - Installation ServicingFredwash RichardNo ratings yet
- 5TH SemDocument19 pages5TH Semskbehera33No ratings yet
- Eating Disorder by SlidesgoDocument58 pagesEating Disorder by SlidesgoKhansa MutiaraHasnaNo ratings yet
- N 2000 SL1 TESTBIDocument16 pagesN 2000 SL1 TESTBIEstudiobcNo ratings yet
- Zavrsni Rad PDFDocument37 pagesZavrsni Rad PDFChaos_XNo ratings yet
- 515 1Document33 pages515 1AlexSNo ratings yet
- Eg Bremsgleichrichter enDocument21 pagesEg Bremsgleichrichter enAllan AlbaracinNo ratings yet
- Elements Compounds and AtomsDocument20 pagesElements Compounds and AtomsKari Kristine Hoskins Barrera0% (1)
- The Reason Behind the Optimized Matter Fraction in ΛCDM CosmologyDocument8 pagesThe Reason Behind the Optimized Matter Fraction in ΛCDM CosmologyTomás CampoNo ratings yet
- Chang General Chemistry Questions and AnswersDocument26 pagesChang General Chemistry Questions and AnswersHan Tsu0% (1)
- Bac5749 Alkaline CleaningDocument20 pagesBac5749 Alkaline CleaningFajri SaputraNo ratings yet
- Ex 8Document3 pagesEx 8Ters MedinaNo ratings yet
- ParaquatDocument15 pagesParaquatBayu RefindraNo ratings yet
- Engineering Thermodynamics (Tutorial 1) PDFDocument4 pagesEngineering Thermodynamics (Tutorial 1) PDFSahil AcharyaNo ratings yet
- Heat Transfer Study on Shell and Tube Heat Exchanger Effectiveness (39Document15 pagesHeat Transfer Study on Shell and Tube Heat Exchanger Effectiveness (39Emonbeifo EfosasereNo ratings yet
- Chemical Fuels (1) - 1Document16 pagesChemical Fuels (1) - 1ritu diyaNo ratings yet
- Forced Convection Internal Channel CoolingDocument2 pagesForced Convection Internal Channel CoolingIzzudin HusseinNo ratings yet
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 pagesThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarNo ratings yet
- The 'Radioactive Dice' Experiment - Why Is The 'Half-Life' Slightly Wrong?Document6 pagesThe 'Radioactive Dice' Experiment - Why Is The 'Half-Life' Slightly Wrong?Pablo AlbinoNo ratings yet
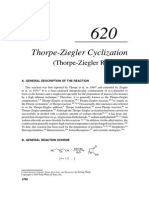
- Thrope Ziegler Cyclization SearchDocument4 pagesThrope Ziegler Cyclization SearchahmedramadanNo ratings yet
- Lecture 2Document17 pagesLecture 2Jain ManojNo ratings yet