You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- FunnyJunk - The Oatmeal ResponseDocument6 pagesFunnyJunk - The Oatmeal ResponseVenkat Balasubramani100% (2)
- Name Rules AllDocument44 pagesName Rules AllAngelica RodriguezNo ratings yet
- Desalting EfficiencyDocument5 pagesDesalting EfficiencyKandanNo ratings yet
- 4/2 and 4/3 Directional Control Valve, Manually Operated: Size 04 (D 02) Q 30 L/min (8 GPM) P 320 Bar (4600 PSI)Document2 pages4/2 and 4/3 Directional Control Valve, Manually Operated: Size 04 (D 02) Q 30 L/min (8 GPM) P 320 Bar (4600 PSI)Vito LaudicinaNo ratings yet
- Test Method Specification: High Speed Diesel Oil Bharat Stage IvDocument2 pagesTest Method Specification: High Speed Diesel Oil Bharat Stage IvDeependra SinghNo ratings yet
- PQMII Firmware Release History: Detailed Description of New FeaturesDocument14 pagesPQMII Firmware Release History: Detailed Description of New FeaturesdipenkhandhediyaNo ratings yet
- Israel Is Testing An Air-To-Air Variant of Its Dolphin-Nosed Stunner Missile - The DriveDocument22 pagesIsrael Is Testing An Air-To-Air Variant of Its Dolphin-Nosed Stunner Missile - The Drivesamir samiraNo ratings yet
- 7 - OBIEE 11g Scaleout and ClusteringDocument45 pages7 - OBIEE 11g Scaleout and ClusteringSrinivas Kankanampati100% (1)
- Series 6: Valves & Wellhead Equipment: Standard Edition SectionDocument21 pagesSeries 6: Valves & Wellhead Equipment: Standard Edition SectionSarathiraja SekarNo ratings yet
- CS10Document5 pagesCS10nadayn0% (1)
- AIC - Selection - 2015 PDFDocument7 pagesAIC - Selection - 2015 PDFSlimane SlimaneNo ratings yet
- Steven Cao - 2Document4 pagesSteven Cao - 2api-529592463No ratings yet
- HEX PumpDocument1 pageHEX Pumpdaniel_iosif_glNo ratings yet
- 2824-1 Data Sheet Module Dps Eng 151009Document2 pages2824-1 Data Sheet Module Dps Eng 151009mohammed ammarNo ratings yet
- Presentation of PROD Class NotationDocument17 pagesPresentation of PROD Class NotationEsapermana Riyan100% (1)
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- Honeybee ProposalDocument3 pagesHoneybee Proposalapi-284387524No ratings yet
- Helps Cure:: Time Tested - Industry TrustedDocument1 pageHelps Cure:: Time Tested - Industry TrustedMauricio Exequiel ChavezNo ratings yet
- Analytical BalanceDocument7 pagesAnalytical BalanceKurnia LavigneNo ratings yet
- Milestones X CultureDocument6 pagesMilestones X CultureShadaab KhanNo ratings yet
- Daftar Nama Peserta Latsar Dengan Nilai Mooc Masih KosongDocument3 pagesDaftar Nama Peserta Latsar Dengan Nilai Mooc Masih KosongSamsul BahriNo ratings yet
- 2019 11 20 23 41 26Document227 pages2019 11 20 23 41 26Aqua Galon0% (1)
- M19 LatheDocument36 pagesM19 LatheVinay Kumar Neelam100% (1)
- COA ExperimentNo.1Document11 pagesCOA ExperimentNo.1Reymond Posadas RaymundoNo ratings yet
- Strand Century Lighting 4306 Antares Softlight Spec Sheet 6-77Document2 pagesStrand Century Lighting 4306 Antares Softlight Spec Sheet 6-77Alan Masters100% (1)
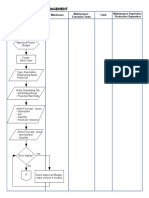
- EAM - Process Flow - Work Order ManagementDocument3 pagesEAM - Process Flow - Work Order ManagementjoyxeniaNo ratings yet
- Apcosil 605: Product DescriptionDocument3 pagesApcosil 605: Product DescriptionShravana PrasadNo ratings yet
- IDirect Spec Sheet Ku PLL LNB 0515Document3 pagesIDirect Spec Sheet Ku PLL LNB 0515Promise KumaloNo ratings yet
- Ic 7410Document108 pagesIc 7410Luciano HoraNo ratings yet
- Experiment: 5: Knowledge Based EnterprisesDocument3 pagesExperiment: 5: Knowledge Based EnterprisesdheerajNo ratings yet