You might also like
- The Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteFrom EverandThe Electrochemistry and Characteristics of Embeddable Reference Electrodes for ConcreteNo ratings yet
- Wildlife and Wind Farms - Conflicts and Solutions: Onshore: Monitoring and MitigationFrom EverandWildlife and Wind Farms - Conflicts and Solutions: Onshore: Monitoring and MitigationMartin PerrowNo ratings yet
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Grid Integration of Wind Energy: Onshore and Offshore Conversion SystemsFrom EverandGrid Integration of Wind Energy: Onshore and Offshore Conversion SystemsNo ratings yet
- Wind Resource Assessment: A Practical Guide to Developing a Wind ProjectFrom EverandWind Resource Assessment: A Practical Guide to Developing a Wind ProjectNo ratings yet
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- New Guidance For Wind TurbineDocument10 pagesNew Guidance For Wind TurbineSuraj MoodNo ratings yet
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringFrom EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringNo ratings yet
- The New Guideline For The Certification of Wind Turbines, EDITION 2010Document6 pagesThe New Guideline For The Certification of Wind Turbines, EDITION 2010eqNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Wind Power in America's Future: 20% Wind Energy by 2030From EverandWind Power in America's Future: 20% Wind Energy by 2030No ratings yet
- Offshore Cable Expert InterviewDocument1 pageOffshore Cable Expert InterviewJACKNo ratings yet
- Review of The State of The Dynamic CablesDocument95 pagesReview of The State of The Dynamic CablesGc100% (1)
- Platformless DC Collection and Transmission For Offshore Wind FarmsDocument6 pagesPlatformless DC Collection and Transmission For Offshore Wind FarmsLesleyAnne RowandNo ratings yet
- IEC Wind Turbine StandardsDocument8 pagesIEC Wind Turbine StandardsDeepak Sangroya0% (1)
- Eee Project ON WIND FARM FIRST YEAR B.TECHDocument10 pagesEee Project ON WIND FARM FIRST YEAR B.TECHsamarpit_anandNo ratings yet
- Standards and Testing in TaiwanDocument32 pagesStandards and Testing in TaiwanEuzebioNo ratings yet
- Offshore WindDocument18 pagesOffshore WindHimanshu BhandariNo ratings yet
- Enabling Floating Solar Photovoltaic (FPV) Deployment: Review of Barriers To FPV Deployment in Southeast AsiaDocument36 pagesEnabling Floating Solar Photovoltaic (FPV) Deployment: Review of Barriers To FPV Deployment in Southeast AsiaNam Hoai LeNo ratings yet
- Wind Turbine Anchor SolutionsDocument8 pagesWind Turbine Anchor SolutionsplatanospanosNo ratings yet
- Offshore Wind Supply Chain Opportunities 2019-03-05Document52 pagesOffshore Wind Supply Chain Opportunities 2019-03-05Lilian Hong100% (1)
- Offshore Wind FarmsDocument6 pagesOffshore Wind Farmsapi-345217277No ratings yet
- Report On The Requirements of The Floating Structure: Deliverable Nº:3.1Document40 pagesReport On The Requirements of The Floating Structure: Deliverable Nº:3.1MDNo ratings yet
- Design and Analysis of A Wind TurbineDocument9 pagesDesign and Analysis of A Wind TurbinetechfiNo ratings yet
- Overview of Wind Energy TechDocument7 pagesOverview of Wind Energy TechDeborah CrominskiNo ratings yet
- Design Standards For Offshore Wind Farms-ABSDocument224 pagesDesign Standards For Offshore Wind Farms-ABSAsid ZullahNo ratings yet
- Floating Study PaperDocument6 pagesFloating Study Papervishalbhavar1100% (1)
- State-Of-The-Art in Design Tools For Floating Offshore Wind Tur-BinesDocument30 pagesState-Of-The-Art in Design Tools For Floating Offshore Wind Tur-BinesKiran Raju AlluriNo ratings yet
- Sls Remote Ballast SystemDocument7 pagesSls Remote Ballast SystemMaritza SolorzanoNo ratings yet
- Wind Tower PDFDocument8 pagesWind Tower PDFversiondemo1749No ratings yet
- Implementation and Installation of Wind Farm and Marine Buoys OffshoreDocument269 pagesImplementation and Installation of Wind Farm and Marine Buoys OffshoreHugo Hernandez PaganNo ratings yet
- Rationally-Based Fatigue Design of Tankers (Owen Hughes and Paul FranklinDocument17 pagesRationally-Based Fatigue Design of Tankers (Owen Hughes and Paul FranklinKelvin XuNo ratings yet
- Nexans Offshore Wind Farm WEBDocument16 pagesNexans Offshore Wind Farm WEBFDNo ratings yet
- Wind TurbinesDocument6 pagesWind TurbinesBejoy ThomasNo ratings yet
- Optimizing Windmill Blade EfficiencyDocument13 pagesOptimizing Windmill Blade EfficiencyVinay MohanNo ratings yet
- DDRP0133-IceLoadFinalReport2014 10 30 PDFDocument109 pagesDDRP0133-IceLoadFinalReport2014 10 30 PDFmocker1987No ratings yet
- 6 - Lightning Protection of Wind Turbines - ERICHSENDocument26 pages6 - Lightning Protection of Wind Turbines - ERICHSENemy_mogosNo ratings yet
- Lillgrund Offshore Wind Farm OptimizationDocument11 pagesLillgrund Offshore Wind Farm OptimizationyousreoNo ratings yet
- 6-Ian Baring Gould - BOEM Offshore Wind Plant Electrical Systems CADocument32 pages6-Ian Baring Gould - BOEM Offshore Wind Plant Electrical Systems CADavid MucollariNo ratings yet
- VestasDocument16 pagesVestasΙωάννης Γεωργίου ΜάντηςNo ratings yet
- EON Offshore FactbookDocument60 pagesEON Offshore FactbookvijaypshindeNo ratings yet
- Offshore Substation - Power TransmissionDocument2 pagesOffshore Substation - Power TransmissionJessica SimonNo ratings yet
- Mechanisms for flow-induced vibration of interfering bluff bodiesDocument228 pagesMechanisms for flow-induced vibration of interfering bluff bodiesMarcoNo ratings yet
- Solutions For The Protection of Offshore Wind Farm CablingDocument6 pagesSolutions For The Protection of Offshore Wind Farm CablingJACK100% (1)
- De-risking Static Cables for Offshore Wind TLPsDocument16 pagesDe-risking Static Cables for Offshore Wind TLPstyuNo ratings yet
- Manwell Jim IEC61400 3DesignStandardsUpdateDocument29 pagesManwell Jim IEC61400 3DesignStandardsUpdateEric ChienNo ratings yet
- Fatigue Failure of A Composite Wind Turbine Blade at Its Root EndDocument8 pagesFatigue Failure of A Composite Wind Turbine Blade at Its Root EndKendra KaiserNo ratings yet
- Dynamic Soil-Structure Interaction of Monopile Supported Wind Turbines in Cohesive Soil PDFDocument16 pagesDynamic Soil-Structure Interaction of Monopile Supported Wind Turbines in Cohesive Soil PDFCarlos GarridoNo ratings yet
- IEC Categories 2Document58 pagesIEC Categories 2sdsddsds100% (2)
- Wind Turbine DesignDocument21 pagesWind Turbine DesignMuhammad AamirNo ratings yet
- Windloads On Offshore StructuresDocument16 pagesWindloads On Offshore StructureschbeggyNo ratings yet
- Dynamic Line RatingDocument120 pagesDynamic Line RatingTown Obio EteteNo ratings yet
- Asmge 7 Asmge190022Document35 pagesAsmge 7 Asmge190022DANIEL CARVAJAL100% (1)
- Offshore CablesDocument68 pagesOffshore CablesAmet koko TaroNo ratings yet
- Fatigue and Fracture of Ship StructuresDocument12 pagesFatigue and Fracture of Ship StructuresRobin GuNo ratings yet
- Steel Quiz AnswersDocument2 pagesSteel Quiz AnswerspmjoshirNo ratings yet
- The Bolund Experiment Validating CFD's ValueDocument10 pagesThe Bolund Experiment Validating CFD's ValueMathias HölzerNo ratings yet
- Access Macbook and iMac to Office Computer and VDIDocument12 pagesAccess Macbook and iMac to Office Computer and VDIMathias HölzerNo ratings yet
- Wind Speed Measurement and Use of Cup AnemometryDocument60 pagesWind Speed Measurement and Use of Cup Anemometrykaiguara100% (1)
- The Bolund Experiment Validating CFD's ValueDocument10 pagesThe Bolund Experiment Validating CFD's ValueMathias HölzerNo ratings yet
- Access Macbook and iMac to Office Computer and VDIDocument12 pagesAccess Macbook and iMac to Office Computer and VDIMathias HölzerNo ratings yet
- CalibrationDocument2 pagesCalibrationMathias HölzerNo ratings yet
- CalibrationDocument2 pagesCalibrationMathias HölzerNo ratings yet
- CalibrationDocument2 pagesCalibrationMathias HölzerNo ratings yet
- Test Cricket: Test Cricket Is The Longest Form of The Sport ofDocument10 pagesTest Cricket: Test Cricket Is The Longest Form of The Sport ofMathias HölzerNo ratings yet
- Boston University Strategic Marketing of Music PlayersDocument24 pagesBoston University Strategic Marketing of Music PlayersJFrink333No ratings yet
- Thinner For Acrylic DvaDocument1 pageThinner For Acrylic DvangnfgnNo ratings yet
- PlugindocDocument26 pagesPlugindocJohnny RodriguezNo ratings yet
- Bank Management System Project ReportDocument72 pagesBank Management System Project ReportGokila GokilaNo ratings yet
- Commercial Refrigeration CompressorsDocument42 pagesCommercial Refrigeration Compressorsmahaveen100% (1)
- Flow SetupDocument252 pagesFlow Setupkakaricardo2008No ratings yet
- Systems Engineering Manager Solutions Architect in San Jose CA Resume Michael QuanDocument3 pagesSystems Engineering Manager Solutions Architect in San Jose CA Resume Michael QuanMichaelQuanNo ratings yet
- Pile Target As Per MSP Schedule - RODocument11 pagesPile Target As Per MSP Schedule - ROabir senguptaNo ratings yet
- 40 Sweet Sides of InterpackDocument20 pages40 Sweet Sides of InterpackRainierKNo ratings yet
- Social WeeblyDocument4 pagesSocial Weeblyapi-401560883No ratings yet
- Computer Organization Unit Wise Important QuestionsDocument2 pagesComputer Organization Unit Wise Important QuestionsAishu50% (8)
- Ferrite Core Datasheet PDFDocument45 pagesFerrite Core Datasheet PDFOnlineShop ShopNo ratings yet
- LLM User Guide 10 2Document547 pagesLLM User Guide 10 2seenuyarasiNo ratings yet
- 8.3 Disaster Recovery PlanDocument29 pages8.3 Disaster Recovery PlanTawanda MahereNo ratings yet
- Part I - 12 Material HandlingDocument7 pagesPart I - 12 Material Handlingsalah abddayemNo ratings yet
- Stepan Formulation 1036Document2 pagesStepan Formulation 1036Muhammad ZubairNo ratings yet
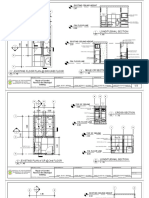
- PLAN of EXISTING MUN CRDocument3 pagesPLAN of EXISTING MUN CRRezealf Ullasini AlferezNo ratings yet
- Moscow's iconic Narkomfin commune houseDocument4 pagesMoscow's iconic Narkomfin commune housebamca123No ratings yet
- Orion Conveyorized Twin Station Stretch Wrappers CTS Mechanical DrawingsDocument43 pagesOrion Conveyorized Twin Station Stretch Wrappers CTS Mechanical DrawingsTony BravoNo ratings yet
- Mid-Term Sol PDFDocument4 pagesMid-Term Sol PDFcosmaskaNo ratings yet
- FanglingNCCuttingMachineControlSystem F7000 v2 0oycDocument137 pagesFanglingNCCuttingMachineControlSystem F7000 v2 0oycDejan MilanovicNo ratings yet
- Casing design for well drillingDocument44 pagesCasing design for well drillingChristian Olascoaga Mori50% (2)
- 17PS-M 3.6o HYBRID SPECIFICATIONS AND DIAGRAMSDocument1 page17PS-M 3.6o HYBRID SPECIFICATIONS AND DIAGRAMSBen sayari Mohamed AmineNo ratings yet
- Is 15105 2002Document62 pagesIs 15105 2002Srinivas100% (2)
- Us Navy Practical Guide Flame Bending PipeDocument102 pagesUs Navy Practical Guide Flame Bending PipeBrian DohertyNo ratings yet
- JabongDocument18 pagesJabonghimanshusanga100% (1)
- Stepmotor CTDocument16 pagesStepmotor CTPeter SimpsonNo ratings yet
- Joventa DMDocument2 pagesJoventa DMsandiatru88No ratings yet
- Fallout PNP Equipment and GearDocument51 pagesFallout PNP Equipment and GearKulakNo ratings yet
- Brainy Kl6 Final Test BDocument3 pagesBrainy Kl6 Final Test BEwa Helinska100% (1)