You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Manual - WellcatDocument386 pagesManual - WellcatNathan Ramalho100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Well Control PRESENTATION ModifiedDocument25 pagesWell Control PRESENTATION ModifiedCandra Wae Lah83% (6)
- N2 Purging PDFDocument5 pagesN2 Purging PDFMohamed AdelNo ratings yet
- National Air Quality Status Report 2008 2015 PDFDocument72 pagesNational Air Quality Status Report 2008 2015 PDFAlnie Albaran Demoral100% (1)
- Detailed Lesson Plan Volcanoes 2Document13 pagesDetailed Lesson Plan Volcanoes 2Marvin Salvador100% (1)
- MCEDD 2019 Presentation 17Q FinalDocument13 pagesMCEDD 2019 Presentation 17Q FinalNathan RamalhoNo ratings yet
- Interference Test: Tom Aage Jelmert Ntnu Department of Petroleum Engineering and Applied GeophysicsDocument4 pagesInterference Test: Tom Aage Jelmert Ntnu Department of Petroleum Engineering and Applied GeophysicsMuhammad Aamer ishfaqNo ratings yet
- An Evaluation of Large Capacity Processing Units For Ultra Deep Water and High GOR Oil FieldsDocument6 pagesAn Evaluation of Large Capacity Processing Units For Ultra Deep Water and High GOR Oil FieldsNathan RamalhoNo ratings yet
- RO&G - Machine Learning Methods Applied To Rate of PenetrationDocument10 pagesRO&G - Machine Learning Methods Applied To Rate of PenetrationNathan RamalhoNo ratings yet
- Interference Test: Tom Aage Jelmert Ntnu Department of Petroleum Engineering and Applied GeophysicsDocument4 pagesInterference Test: Tom Aage Jelmert Ntnu Department of Petroleum Engineering and Applied GeophysicsMuhammad Aamer ishfaqNo ratings yet
- Integrating Learning Curves in Probabilistic Well Construction EstimatesDocument7 pagesIntegrating Learning Curves in Probabilistic Well Construction EstimatesNathan RamalhoNo ratings yet
- PAPER-Lessons Learned On Wax Issues From Deep Offshore BrazilDocument6 pagesPAPER-Lessons Learned On Wax Issues From Deep Offshore BrazilNathan RamalhoNo ratings yet
- RO&G - Machine Learning Methods Applied To Rate of PenetrationDocument10 pagesRO&G - Machine Learning Methods Applied To Rate of PenetrationNathan RamalhoNo ratings yet
- Elastomers in CO2Document20 pagesElastomers in CO2Nathan RamalhoNo ratings yet
- Ess-Field Cases in DeepwaterDocument7 pagesEss-Field Cases in DeepwaterRamanamurthy PalliNo ratings yet
- ARTICLE - Well Drilling & Completion Design and BarriersDocument34 pagesARTICLE - Well Drilling & Completion Design and BarriersNathan RamalhoNo ratings yet
- Thesis - Permanent P&aDocument105 pagesThesis - Permanent P&aNathan RamalhoNo ratings yet
- HAL Perforating SolutionsDocument264 pagesHAL Perforating SolutionsNathan Ramalho100% (1)
- Mechanical Debris MGMTDocument8 pagesMechanical Debris MGMTlaaliautoNo ratings yet
- FT Premier Packer Product Technical SpecificationDocument21 pagesFT Premier Packer Product Technical SpecificationNathan RamalhoNo ratings yet
- Ord 5774 Norsok, Iso, and APIDocument3 pagesOrd 5774 Norsok, Iso, and APIRoo FaNo ratings yet
- SLB Log Interpretation ChartsDocument310 pagesSLB Log Interpretation ChartsChilledambienceNo ratings yet
- Gas Safety and Measurement Amendment Regulations 2011 PDFDocument33 pagesGas Safety and Measurement Amendment Regulations 2011 PDFkuraimundNo ratings yet
- Handout Jacobs CSS - EUROCLAUS ProcessDocument1 pageHandout Jacobs CSS - EUROCLAUS ProcessZahra GhNo ratings yet
- In Land LNG Receiving and Regas TerminalDocument20 pagesIn Land LNG Receiving and Regas TerminaltcandelarioNo ratings yet
- LNG Receiving Terminals: BY CH - Satvika 16021A2545Document24 pagesLNG Receiving Terminals: BY CH - Satvika 16021A2545Ram Charan Konidela100% (1)
- HandoutDocument26 pagesHandoutjfl2096No ratings yet
- 1.gas Tankers Relief Valve Setting Why Different in Sailing and PortDocument6 pages1.gas Tankers Relief Valve Setting Why Different in Sailing and PortArani ManjunathNo ratings yet
- PTOEDocument1 pagePTOEMackyNo ratings yet
- QRA CNG StationDocument6 pagesQRA CNG StationMarino ValisiNo ratings yet
- A Public Leak Frequency Dataset For Upstream and Downstream Quantitative Risk AssessmentDocument11 pagesA Public Leak Frequency Dataset For Upstream and Downstream Quantitative Risk Assessmentuserscribd2011No ratings yet
- Stage Separation of Gas-CondensateDocument2 pagesStage Separation of Gas-CondensateRifka AisyahNo ratings yet
- Curriculum Vitae Khairil AswadDocument4 pagesCurriculum Vitae Khairil AswadSang Semot HitamNo ratings yet
- Brochure GalileoDocument31 pagesBrochure Galileohildan100% (1)
- FMC Subsea Field Development Challenges and Solution For Tie - in and Connection SystemDocument34 pagesFMC Subsea Field Development Challenges and Solution For Tie - in and Connection SystemEyoma Etim100% (1)
- Energy Primer: A Handbook of Energy Market BasicsDocument128 pagesEnergy Primer: A Handbook of Energy Market BasicsLJ's infoDOCKETNo ratings yet
- LNG Pipeline SystemDocument46 pagesLNG Pipeline SystemfanhadNo ratings yet
- PP Aaa PP1 123Document20 pagesPP Aaa PP1 123Rabah AmidiNo ratings yet
- Hybrid Electric Vehicle: Certificate I Acknowledgement II IIIDocument26 pagesHybrid Electric Vehicle: Certificate I Acknowledgement II IIIArun KumarNo ratings yet
- A Technical Summary of Euro 6/VI Vehicle Emission Standards: BriefingDocument12 pagesA Technical Summary of Euro 6/VI Vehicle Emission Standards: BriefingTan AkumaNo ratings yet
- LP Gas PropertiesDocument5 pagesLP Gas PropertiesKemas Muhandis MancapaniNo ratings yet
- Fundamental of Exploration and ProductionDocument34 pagesFundamental of Exploration and ProductionVelya Galyani Pasila Galla100% (1)
- 1 - GasesDocument5 pages1 - GasesVon Joby RomeroNo ratings yet
- Commercial Offer Biogas Plant 100 T/day Food Waste: Clean EnergyDocument13 pagesCommercial Offer Biogas Plant 100 T/day Food Waste: Clean EnergyEyüp Ayhan BalinNo ratings yet
- 7-Fluid SaturationDocument13 pages7-Fluid Saturationاحمد ابوبكر اشقيفهNo ratings yet
- JSW New Final ProjetDocument48 pagesJSW New Final ProjetRajender SinghNo ratings yet
- EquipmentDocument95 pagesEquipmentzaideidNo ratings yet
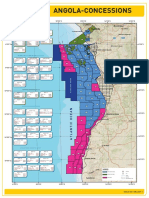
- Angola Concessions PDFDocument1 pageAngola Concessions PDFPedro G Morais100% (1)