You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 2004 Arctic Cat 650 Service ManualDocument54 pages2004 Arctic Cat 650 Service ManualTindaro PelleritiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Nissan VQ30DE Service DiagramDocument86 pagesNissan VQ30DE Service DiagramSenja Rira100% (3)
- Yamaha TDM 850-4TX Guide PDFDocument99 pagesYamaha TDM 850-4TX Guide PDF249scribd100% (2)
- Artificial Lift Methods (Petroleum Engineering) - IPIMS E-LearningDocument3 pagesArtificial Lift Methods (Petroleum Engineering) - IPIMS E-LearningCHO ACHIRI HUMPHREYNo ratings yet
- 99924-2093-03 FR730V FS730V FX730V English eBook-Kawasaki PDFDocument177 pages99924-2093-03 FR730V FS730V FX730V English eBook-Kawasaki PDFRabab Siddiqui100% (2)
- Datasheet VDZC enDocument4 pagesDatasheet VDZC enMartin KratkyNo ratings yet
- Datasheet-8 Wet GasDocument2 pagesDatasheet-8 Wet GasmustardbassmanNo ratings yet
- Ax EnsDocument29 pagesAx EnsAhmed Khalid100% (1)
- Emission Estimate Based On Approved Estimation MethodsDocument1 pageEmission Estimate Based On Approved Estimation MethodsLeah BautistaNo ratings yet
- EATON Md200 CodesDocument48 pagesEATON Md200 CodesHenrry Barrientos OsorioNo ratings yet
- Sivam Powerlift: Technical DataDocument4 pagesSivam Powerlift: Technical Dataafdal ridhaNo ratings yet
- Homework 1Document2 pagesHomework 1ayobamiNo ratings yet
- Seabee Owners ManualDocument60 pagesSeabee Owners Manualalbix58No ratings yet
- Odbii Code ListDocument32 pagesOdbii Code ListsinasayedanaNo ratings yet
- AbstractDocument71 pagesAbstractLisa FebrinaNo ratings yet
- Introduction To Power ElectronicsDocument28 pagesIntroduction To Power Electronicsanon_514500460No ratings yet
- Introducing Scania HDDocument6 pagesIntroducing Scania HDMartín BaezaNo ratings yet
- Engine Identification: Grand Vitara 6Document46 pagesEngine Identification: Grand Vitara 6ShockleyNo ratings yet
- Diesel Pumpset Selection HandbookDocument44 pagesDiesel Pumpset Selection Handbookahmedomar_953724702No ratings yet
- MPED Part SuvidyaDocument7 pagesMPED Part SuvidyaganeshNo ratings yet
- Pneumatic Control ValvesDocument28 pagesPneumatic Control ValvesKartik UpadhyayNo ratings yet
- SKF OK Couplings CatalogueDocument28 pagesSKF OK Couplings Cataloguemihalikj2190No ratings yet
- HOD Mechanical PresentationDocument20 pagesHOD Mechanical PresentationSAHTEESHKUMARNo ratings yet
- 94-Article Text-200-1-10-20200623Document9 pages94-Article Text-200-1-10-20200623Annisa PujiatiNo ratings yet
- CBT Fo SystemDocument39 pagesCBT Fo SystemAlaine Jan de TablanNo ratings yet
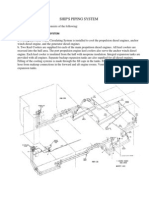
- SHIP Piping SystemDocument5 pagesSHIP Piping Systemsurnaik100% (1)
- Panoli IndDocument9 pagesPanoli Indanon_981731217No ratings yet
- GE Reciprocating Compressor BrochureDocument13 pagesGE Reciprocating Compressor Brochurearvind pillaiNo ratings yet
- Fuel Sys High PressureDocument10 pagesFuel Sys High Pressureibrahim salemNo ratings yet
- Champion r30d BreakdownDocument32 pagesChampion r30d Breakdowncav4444No ratings yet