(CODEWEST API-S53 PRESTUDY GUIDE 2007
copritohr6 207. w.eSue) & CODEWESTALL MITT RESORVED.C0 NOT COPY VITHOUT PERMISSION
172, Dry pyrophorie material presents a problem because:
2. the material contains lead end special precautions must be taken.
‘the material poison and can be absorbod when skin contacts i.
© the mteral Becomes gas especialy wen wet
4. the material seltlgnites when exposed to al
178. 1n eau refinery fd service name three locations in wich AST inlornal corrosion wil most kel be
‘ound natal
‘a. Halfway up the tank, northside of the tank, and centr of tank bottom,
by Preseurehvacuum vents, roof manways, and oof raters
Tonk eters, door sheets, and craw of ozzes,
16. Vapor space, the iquélevel ina, and batom,
74, Hot tong caustic can cause accelerated and geneva coreson. Such corrosion thrives when the
temperature rises above
2 180hF
bo Tse
© SOF
6.1008
75, When visual nepacting tank booms for op-side corosin a sirong ight is cesar. What
‘inimutn wattage halogen ight does API RP 575 recorvend?
2. 60-wat
2. ao-watt
6 Toonatt ‘
25a aC
{1 winen statsteal methods wre used n saamiy he probable condton a ean Bolen, wht
‘contol the number of UT measurements taken?
The ime the tank ibe out of seve.
The eze a he fank and the degree of underside corrosion found
The surface cendton ofthe tank betom alates andthe pattern of readings,
6. The amount of hammer testing and the exoerience of he operator
“7. Wat slze coupon fs recommends for rerval fom a tank botlom to check for underside corosion?
6. Twent fou inch squsre.
5. Ninimum of 12 Inches each way.
e Sxinch square
Rectangle sight inches by four inchs.
78, Where Is the area of highest tess in an AST?
2. otto shel ont
1 sheliosotem jot
€ sumpto-botiom join.
3. mar-way-toshel joint
‘COPYRIGHT 8 2th? -CODEWEST- ALL RIGHTS RESERVED DO NOT COPY WTHOUT WITTEN PERISSION
‘a
CODEWEST APL-S53 PRESTUDY GUIDE 2007,
cope 9207+, COLEY 8 CODENESTALL FISTS RESERVED 2007 OPE WITHOUT PERISSION
70, acartly controle a tests used oes 2 tank forests "What mavimum al pressure may DE
a.2ibn’
5. Binchas, of wats
05 bin’
6.35KPa
60. mening sists nna ara ces mae ren see onus 2S
nen mating 6 cf teste at an angi of ntless nan ogress,
236,45
b.2.15
224,20
at
‘11, The minimum tuinaton fr visual Inspection © {ect canis for genera viewing
228
B15
18
ai
so. The miner sina for vuainspectan of smal onomaes {oct canes.
2.100
bs
50
425 .
ae, Penang a i apraye on eos cha nota wa, Hew er should you wal before
checking for 2 120K?
a. Atleast 12 hours but 24 nous prefered,
8 A ees of 10 hours bat 24 Pours prefrree
Auer 1 houts but 36 hours refed,
5 Atleast # ours but 42 nours
os aan penaang otis sprayeon he case she balm wal 20 nats this est called?
a, Bubble test examination.
6. Wieting examination
.Vraval examination,
SL abeorpion examination
as what tne mx a presi that asommende fox ESSN the extemal botom of tank
ora bubble est?
‘a. Sinches of water
bsuing
© 3psl
13 pascals
en none A eT EBEUED 007 COP THON MRTTENFSRISSON
38
CODEWEST API-853 PRESTUDY GUIDE 2007
“coPriottt ©2007. W, COLEY § COOEWESTALL RIGHTS RESERVED-DO NOT COPY WITHOUT ERBISSION
126, A method for checking for Weld leaks inthe bottom and in the shells
2. ultrasonic sound instruments.
use ofa vacuuen box
hammer toting
6, magnetic parte testing
87, What must be physically done before making welding rept oa riveted tank?
‘2. The contractor must est the waders used for welding of vets.
1. The toughness ofthe sles! must bo checked by laboratory testing
The weldabiy ofthe stot must be confirmed by physical testing
The vets mus be cautee to prevent any impurties from geting ino the welds
£88. Wy is two pass welding recommended for seal woking leaking rivets?
2. Two pastes are required because the rivets woakened bythe wading,
Smal weting beads are beter for sea! wating an & takes 2 passes to provide enough weld
©. Too fet pass may be poor due to hydrocarbon contaminaion.
Rivets are righ etengih sel. Te fst pass hardens the rvet andthe nd annesss
69, Name the tree types of record required for AST.
1. Design and constuction, lowest temperature tank has operated, and OSHA inspectons,
©. Beaign, reconstruction, cperaing dala and inapecton recorcs.
€,Beslgn and constiucton, repa/ateraton, and inspection record,
1. Constuetion, government permis, and inspection records
‘20, Howrlong shoul the AST records be maintained?
‘a. Maintain the records as required by OSHA
Keep te ost thee ingpactons clus the orginal consruction dat,
©. One half he serve if of each tank
4. Toughout the service Iie ofeach tank
‘copritir © 2007-CODEWESY- ALL RIGHTS REBERVED -DO NOT COPY WITHOUT WATTEN PERMISSION
CODEWEST API-853 PRESTUDY GUIDE 2007
CCOPYROHT © 2007s. W.COLEY 8 CODEWEST-ALL FIGHTS RESERVED-DO NOT COPY WITHOUT PERMISSION
‘ABLSTS ANSWER CODE
‘tion [ ANSWER, paragraph | Guestion | ANSWER, parear jeston | ANSWER, paragraph
Number Number Number
2 Ferewar 49 [a 7a3
4 ar —_terae
eas a [726
236. af 726
4.3.18 50 [a 727
bAzz ‘si er27
422 ee te728
az3 63 [7280
ba238 IZA
47282
37283
7283
ai264
3.1285
7286
b7z8
brz8
272.10
72.10
7240
Ta
733
733
733
738
St
55
ra
37
38
,
80,
ca
22,
ca
ee
65
68
67
88
“coFYGH © 2067 -CODEWEST: ALL RIGHTS RESERVED -DO NOT COPY WITHOUT WRITTEN PERIISSION
‘00
‘CODEWEST APLSSS PRESTUDY GUIDE 2007
cop 2107-3. WEOLEY # CODENESTALL ROHTS RESERVED-0O NOT COPY WITHOUT PERBISSION
ANSWER TO CALCULATION PROBLEM
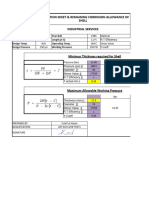
‘57, An AST was bil and pet in sence 1890. The misimum ickness ofthe baltom course was 035,
‘Sle oti course was constucted using 30.5 inch thick plates, Tho tank was not spected
roe uni 2006 The cess ofthe Soto couree was measured and founs to be 0.42 inch.
‘Betrmie the eresion rte and fhe calzuaed remaining He ofthe tank,
6
a. 0.0% and 8 years
D.do0d# yr and'.4 years
0.0044" and 18 years
‘4 0.005%yr and 14 years —
eeuar hema, OS*OAT" O08 ,
Sparen aon 190-2006 16
REMAWING LIFE
tinmistneen 042035" _ OT"
OT aye
Fe erosion wate ODOSTYR —OD05I97
copra 6207 -CODEWEST- ALL RIGHTS RESERVED - DO NOT COPY VITHOUT WRITTEN PERINSSION
o
CODEWEST APLS53 PRESTUDY GUIDE 2007
coprivakr © 200s, W.09U8Y & COOENESTALL FIGHTS RESERVED-00 NOT COPY WITHOUT PERAMSSION
ct ONS: Re.
‘30 Definitions of Terms, Symbols and Abbreviations.
4.-when working wth austenite stains stoesin the 200 series, what does the eter
‘the number, ie, 204L of 918L?
«2, Unage of sicko! molecule
1 Law carbon ranges.
Lightness of chrome sting,
1. Lead requires for welding electrode.
2. What ype of tee! doesnot normaly hava alloying elements intentionalyeded?
2. Dupox stainless steal
1. Stanioss sleet.
Carton stee.
4. Ferte stale ste
28, What does HAZ usually stan for?
a. Hysrogen Associated Zoning
Heat Atectea Zone.
© Hardened Aloy Zone.
4 Helghiened Amine Zone.
4. Which ofthe stele ists below is considered "ow alloy ste”?
8. ascr-12t,
B15 130,
6 8Gc-1Mo.
186 BN
‘5. Which ofthe stele sted below is considered tobe martensite stainless steo!?
2. Ais Type 247
BLAIS Type 3108
AIS Type 410,
AISI Type 321,
6.Afamy of alloys containing nickel as @ major alying element (greater than 30%) fs known as nickel
‘Dace ays. Whieh ofthe alloys Isted below isnot 2 ricke! base?
2 Inconel alloy 718
2.256120 N
Inconel alloy 628.
{Nel sicy 200,
‘copyRicitt ©2007 - CODEWEST: ALL RIGHTS RESERVED -D0 NOT COPY WITHOUT WRITTEN PERMISSION
2
‘CODEWEST APL.S53 PRESTUDY GUIDE 2007
‘COPYRIGHT © 2007-4 COLEY & CODEWEST-ALLNGHTS RESERVED.OO NOT COPY WITHOUT PERIASSION
7. There ae four categotes of ssinlas stools tha are charactarize by ther metalurgical structure at
oom temperature, our fame are iste below. Three ofthe four are correct and one snot. Which s
the incorrect one?
2. Austen.
Graphic.
© Fert
4. Manensiic.
{8 What does the symbol CO, stand or?
2, Carbonated oxygen.
Carbon menoxie.
© Carton dixie.
4. Cakium oxide
8, What doos DNB stana for?
‘a. Data Noted Beforenana,
® Deleoutanzer Naptha Boor
1 Determining Nuclear Benet
1. Deparure fom Nuceate Boing,
+10, What does the symbol 0 stand for?
2. Helium dioxide.
Hydrogen torte
© Water
Helm aos
+1 What does the symbol HAZ stand for?
13 H,O AMfected Zone,
Heavy Amine Zone.
Heat Afected Zone,
1, Hyorogen Acted Zone
42, What does mpy stand for?
‘3. Miles per year
Bais per year
‘ Magnetic penetration vied
Meters per yard
42.7 Bile Fracture.
+1 Auden rap facture under etess (residual applied) where the materia exhibits le o 60
‘evideneo of suctiy or paste deformation scaled
2. decarburaation recurs
b temper emeritiement.
© gage ie face
6 brite Facts
‘coPYRicltT © 2007 -CODEWEST. ALL RIGHTS RESERVED -D0 NOY COPY WITHOUT WRITTEN PERINSSION
3
CCODEWEST API.E53 PRESTUDY GUIDE 2007
“coPriOKT ©2007. W-COLEY & CODEMESTAL RIGHTS RESERVED.DO NOT COPY WITHOUT PERIISSION
2, Three o the sicels liste below are susceptible to bile fracture, Pck the one thats not
1. Carbon te
15,300 sens of stainless soe.
Low aly steel
1.400 series of stainless steels
‘5, Three factors when cca combined ten to cause bie fracture. Which ofthe four factors sted
below does not belong?
‘a. The meterats fracture toughness (esata to crack ike fas) sow.
2: The sue, shape and siess concenvaton ofa flaw tends to lead to fale
The tempecaureis high enough to duce faire
{6 The amount of residual ang appied svesses on he flaw is enough to cause fracture.
4.1n most cases, bite fracture oocursenly at temparaturs below the Charpy impact
emperatre, the point atwhieh te toughness of the material drops off sharply.
faire
ranston
© esta!
stale
‘5. Wha yeor id the ASME Bale and Pressure Vessel Code, Section Vil, Dsion {begin to require
toulginens os evita for veseos operating at cold temperatures?
2.1987
b. 194 .
21905
31903
6. Bre fracture can occur during abien! tempers cusing a hydro-test ue to:
‘2. unusual loading and high toughness atthe testing temperature
B. hgh impact streseae and plasty at he testing temperature.
hgh suesses and iw toughness atthe testing temperate.
‘high etrongthmatarial and temperatures below 100 degrees F.
7. How do you mitigate bite Fracture of new equipment?
«2, Use only 400 sores staness stools
1, Use only 200 seresstaness steels.
Use material specicaly designed for low temperature operation per ASME B&PY Code,
{Use rataial designed for igh temperature operation per ASME BAPV Code,
42
+ Wat types of material are sfacto by mechanical afigue cracking?
1.200 and 40 series stainless sloes are affected.
Only carton stots sect.
€ Alenginoerng alloys ae affoctes
{6 Monel and copper containing metals are affected.
Mechanical Fatigue.
ccoPrmiolt © 2007 -CODEWEST- ALL RIGHTS RESERVED -DO KOT COPY WITHOUT WRITTEN PERMISSION
4
CODEWEST APL.653 PRESTUDY GUIDE 2007
Ccomyront © 207 -.W, LEY & CODEWEST ALL RGHTE RESERVED.20 NOT COPY WITHOUT PERMISSION
2. Tes pee of equipment wits machanlelioaing hat are alectod by mechanical fatigue cracking are
ated below. One ofthe four Rams listed below ie ot corack Pik the Inorreet Hem,
‘2 Rotating shats on cenifugal pumps that have sees concentrations due okey ways.
Smal ameter siping that vvates because of adjacent equipment
1 Large, heavy, cast steel compressor eases.
4. High pressure drop contel valves or steam reducing stations that have sevous vibration problems.
8. A fatigue falure exhib what type of"ingerprint” or appearance?
‘9 The fle exits» hash mark ype of fingerprint tht radiates from th crack origin
The fore exits a clam shel” ype of fngerprint that has eancantc rings called "beach marks
The fare exhibits a way (ype of fngerpin tet s random in nature,
‘6 The falure exhibits a ragged rough typeof igerprin that emanates fromthe fare point
4. The best defense against mechanical fatigue cracking is which helps minimize stress
‘concentation of components that aren ele sence
12, e material selection
good desian|
© these ofthe thinnest material avaiable
1, good operations
5, NDE tachniques suchas.
arose of sess concentration
‘and_can be used to detect fatigue cracks at known
2.£T, AE LT
BP. MT, SUT.
© AET, WENT, RFEC
RT, bu ui
43.2 Atmospheric Corosion
4. nwhat ype of envronment would atmosphere corrosion be most sovero?
4. Marne environments, and moist polluted industial environments
1. Desert environments, and cod dy rural environments.
Areas exposed tothe morning sun and prevaing winds,
‘.Farnorth environment th maximum exposure o cod and snow.
2 What materials are aflected most by atmosparic corresion?
2. Nickel 209, Inconel, snd incoly.
', Monet, Tanlum, Duranickel alloy 301
©. 300 series stalloss steals, and cast fon
1. Carbon steal, ow alloy stale, and copper alloyed aluminum,
2. bare carbon see! ne Is lcsted next to cooing tower wth mist fom the lower onthe ine, what
‘would you expect to happen ithe pipe Is only protected by aluminum pal?
_2. Severe extemal oxidation de to atmospheric conditions.
£. The pant wl protect the lne ard no corrosion wil occur
{© Minor atmosphere corosion couls be expected
1. Notting Wi happen. Te concitons for corrosion are not present,
‘COPYRIGHT @ 2007 - CODEWEST: ALL RIGHTS RESERVED -00 NOT COPY WATHOUT WRITTEN PERIESSION
98
(CODEWEST API-653 PRESTUDY GUIDE 2007
“COPYRIGHT 207.11, COLEY & CODEWEST ALL RIOTS RESERVED-DO NOT COPY WITHOUT PERANSSION
4 How many mils per year would you expecta carbon sce ie to lose If exposed to a marine
envionment?
3. 20mey
b5my
2 10mpy
6 Smpy
65, Whatis the atmosphere corosion rate carton stelis exposed ina ty rural environment?
a tmpy
bs may
2 2moy
2 thin-lm epoxy phenotc
©. thins coal tar opoxy
© thick fim vl ester
6 theketim epoxy
4 What ype of ning would you select, using Tables in API 652 63, for crude ol & aromatics at an
‘operaing temperature of 200" F.
«thick epoxy
8 trinsimcosl tar epoxy
thinsfim epory polyamide
6 thinks vinyl ester
‘Sopris ©2007 - CODEWEST. ALL RIGHTS RESERVED D0 NOT COPY WITHOUT WITEN PERISSION
“28
CCODEWEST AP1.53 PRESTUDY GUIDE 2007
(COPYRIGHT © 2007, W.COLEY& CODEWEST.ALL RIGHTS RESCRVED.CO NOT COPY WITHOUT PERAVSION
5. Linings (thin thick tlm are both applied ater
2. scratching the surface thoroughly,
'.seraping he surface thoreushy.
white or near-white abrasive Biasting
6. brush basting.
6. What typeof ring is preerred where intemal coreson has occured?
thik lm
hi ln
© mil soate
6 primer coot
7. A prope installed thin or hick fm nr can have a ife expectancy of
2. about 1 years
10620 years
12.25 yee for thi lm fer and 30 yer for thik im ner.
1. greater tnan 20 year,
8, How many coats are often required to gettin ning?
a t2coats
6.2.3 coals
e455 coals
4.5.8 coats
9, How many coats are required to get atk fim ting?
2.28 coats
several
8
© 12 coats
6 Boots
‘APLP 652-SECTION 7-SURFAGE PREPARATION
1. Whats the major cause oftring fare?
2 Inadequate surface preparation.
Use of out of date tang materia
©, Using thectam costings where thin-flm would work
4. Using hi-fi coating where tic fi require.
2. The effective removal of soluble sls from the surace that ners tobe aplled is achieved by
1. the use of caustic wash
1. the use of sodium enlorie water rinse
high pressure or ultahigh prossure water jeting,
6. vigorous hand cleaning
‘coPYitGiT © 2007 -CODEWEST. AL RIGHTS RESERVED -D0 NOF COPY WITHOUT WRITTEN PERMISSION
30
CODEWEST API.853 PRESTUDY GUIDE 2007
‘COPYRIGHT 2007-1. COLE & CODEWESTALL RIGHTS RESERVED 00 NOT COPY WITHOUT PERIESSION
8. Whats the prefered tecnique forthe repair of perforations of steel tank bottom?
2. instal a fiberglass patch,
Weld on stool patch late
Pad wel,
4. nstall a wooden patch
4, Abrasive blasting should not be performed if the temperature ofthe steel surface is less than
dagroes F- above the dew point,
ange
5. Abrasive basting sould not be performed i the relative huis greator han percent
gees
4
6. The anchor pester required or instalation of rings i pica mis and generaly
increases wi
the thickness ofthe fining
a 15 P1882, 7.5
bee
810
tots
APIRP 652.SECTION €-INING APPLICATION
1. Proper on-site storage condions, mixing, applying, end curing of tank bottom liner are essentat
procedures, and be recommendations shouldbe olowed
2. ommedusers
Diner inspectors
jussicton's
manufacturers
2. Soventbome fnings require entiation of the space adjacent tothe ting,
8. Forced
b slow
© Gradual
4 Regu
‘coprntae © 2007 -CODEWEST- ALL RIGS RESERVED - DO NOY COPY WITHOUT WRITTEN PERMESION
at
(CODEWEST APLS53 PRESTUDY GUIDE 2007
‘COPYRIGHT © 2007. W. COLEY & CODEWEST-ALL RIGHTS RESERVED-20 NOT COPY WITHOUT PERWSSION
‘APLRP 652-SECTION 9.INSPECTION
In oréer tha liner specications are met, the ner should be inspected during al phases ofthe work and
‘once every 5 years ater instalation.
©. afr te tank has been placed in sevice
©, once every 10 yeats ater installation.
6. upon completion of he work.
Hosiay tasting of tick-fim linings shall be carried out witha
2, utresoni equipment.
B ahigh voltage detect.
dye penetant esting.
<4. ow votag (675 vols) wet sponge dotctr.
Holiday testing of tin fim tank bottom Inings shouldbe pectomed with a ow-votage
‘wet sponge detector
vots)
apes
B388
SECTION 10-£V os
‘A propery appli ining wl provide a service ie of 20 years. Some ning systems (ckfm
laminates) have provided of servioe if
2.10.20 years
12-18 yeare
6 15-18 years
16.25.20 years
IMtning degradation is detectog, te of coating degradation must be estabished a well
‘whether oF nol the existing ining is Suable Tora ropa.
cause and extent
Locatzed fares, such as bstor, pinholes, delamination or mechanical damage are all examples of
‘where
2 top coating ofan exstng liner is applicable.
total nee removal and replacement is applicable,
© spat repairs are usually appicable
4, deineation of te ne is required before deciding onthe mode of rept.
[COPYRIGHT © 2107. CODEWEST: ALL RIGHTS RESERVED -DO NOT COPY WITHOUT WRITTEN PERHSSION
92
[CODEWEST APL.S53 PRESTUDY GUIDE 2007 '
APLRP 652-SECTION 41 MAXIMIZING LINING SERVICE LIFE
BY PROPER MATERIAL SELECTION AND SPECIFICATION ‘
Corrosion protection forded by an interna ning the corrosion rate on the topside ofthe
{nk bottom and allows the service interval Between Tank Inspections tobe maximizee,
2, sugments |
mitigates
«. supplements
4. ampttce
2, Tank rings do not last forever. Typical, they become _over te.
2. oes effective
acquiesce i
© maieatle
toughened
Which of the isted tems would not be Included in @ writen specication fora tank bottom ting?
2, Tensecompressive strength ofthe cued line.
5: Stet pate preparation and weld surace quay
© Apptcatorquaiicatons and submissions
14. Nood far wal hikness macsuremerts
APLRP 652-SECTION 41.SAFETY
1. Porto the application of internal tank rings, proper _of employees regarding aafe work
SF hoo is required .
a traning
B selecting
ing
6 testing
The chemical make-up of high perfomance intemal tank lining materials can present heath hazards to
workers Foot handled propesy. Which of the eaures of information led below shold be Sons
byallemployees where thay canbe concisely intrmed about the materiale being used?
2, NACE recommendations,
© Ounertuser requirement,
© MSDS sheet,
6 OCAW datasheets,
[NOTE : THE THIRD EDITION OF API682 LEFT OUT THE RECOMMENDATION THAT THE BOTTOM
LINING EXTEND 18-24 INCHES UP THE TANK SHELL. API MAY NOT DROP THIS QUESTION FROM
THEIR COLLECTION,
133
‘CODEWEST API.G53 PRESTUDY GUIDE 2007
CcoPrRGHT © 2007-.W, COLEY 6 CODEWESY-ALL RIGHTS RESERVED.DO NOT COPY WITHOUT PERIASSION
SECTION
Te, 882,1
2 Pubisatons: No quoons asked
alalaiaal
‘
x
ee,
aa
3,
Ba,
EE
63, Table?
62863, Tabea 182
a4
S218841
9.2, Tabi
6:3 Table?
Ielelale lolalelola|
BRRRRBBeB|
‘COPYRIGHT © 207 -CODEWEST- ALL RIGHTS RESERVED -00 NOT COPY WITHOUT VIRITTEN PERMISSION
14
CODEWEST API.683 PRESTUDY GUIDE 2007
[copra © 2007. W. COLEY& CODEWEST ALL RIGHTS RESERVED.00 NOT COPY WITHOUT PERSSON
ASIIE SECTION V- NDE - PRACTICE QUESTIONS
The. Is responsible for examination equipment calibration records.
1. Cade User
2° NDE technician calates hs o¥n equipment and
53. company that manufactures te NDE equipment
4 Authored inspector
2.Attoast, opy{es) of an NDE procedure must be avaiable tothe Manufacturers
‘Nondediwcive Examination Personnel al the works
4.two
Bone
none
4. ther sno raquiremont
‘3. The ference between an inspection and an examination per Section Vof the ASME Codes
‘Inspections are NDE functions performed by contactors
2 ‘examinations are QC functons performed by the manufacturers employees
5. "inspeosons are performed bythe Authorized Inspector
4 28S atove
4, How mustalt Nondestuctve Exeminetion Personnel be qualified hen Atice 1 is referenced?
4. pr he manufacturer's POR's
2. er the requirements oftheir employers wren practice
3. Miwa wi spely the reuse eae jue
4 they ae aways qualified por ASNT SNT-TO-A
5. Which ofthe folowing is not par ofthe minimum content of writen radiographic procedure?
4. ype of screens used it ny
2 type of emulsion used
3. mbrand & designation
4: maximum Xerayvolage or isotope used
6. How can compliance wih a writen rsclographic procedure be demonstrated?
4. by showing the flm othe AL
2. by confirming the aocuracy of the radiographs wih a weldar or welding foreman
5 by vereyng the proper density and demonstrating the lal image requirements
4 by damensirating the aquired sensi by showing the"2T” hol in a hole ype Il
7. Wat fished surface is required of butt welds?
4. ol surface cracks must run vertically the centr
2 al suriace cracks must run herizontally in tho conse
53 thay mast rot have any Fregulaiies of contours that will mask defects or interfere wth interpretation
4 thoy must not have any undercut or pinholes that wll ask defects or hterfae wth interpretation
‘CoPYAIGHT © 2007 -.CODEWEST. ALL RIGHTS RESERVED -00 NOT COPY WITHOUT WRITTEN PERISSION
35
‘CODEWEST APLS53 PRESTUDY GUIDE 2007
“coPrRct 6 2007s. WOOLEY & CODEWEST AL RIGHTS RESERVED.00 ROT COPY WITHOUT PERANSSION
{8 One reason fora sytem of radiographic fm identioston i:
4. toe the fim manufacturer
2 so the location of defects il be rabeable to te weldment
8. to Keap track of ow mut fn Is used orbiting purposes
2 so the welders wil kw where to have te fim placed by te raciographer
8. ntensving sereens may be used
4. only when rasiograping stright
2 en for Polaroid Se-1668 instant reciographs
5: wen perorming radiography i accordance with ASME Secton V, Article 2
{for color radiograph only
10.108 may be whattypes?
wie
2 hole
2 rack
4982 above:
11. Viewing fii fr radiographs shall
1. be smal, warm and comfortable anough for atemon naps
2 have adjestable lighting ith variable temperature contra tlm storege
3. be bright and ary wth ts of ferns and plants
4 have subdued backgroure Eghtng that wil not cause glare on the fm
12. The drecton of the central beam of radiation should be ‘he area of interest
vwmeneves praia:
41 as cose as possible to
2 centers on
ne more than 18° rom
4 atleast 99" fom
13, Wore are hole fype IOs placed when radiographing welds?
4. always inthe center ofthe weldrent
2 adjacent to a on the weld but nein the area of interest
53. enthe fm side
4. pone of the above
14. Wnere are lation markers placed i they are to sppear as 2 rediographic Image?
4m the pat to be radlagraphed
2 nthe fm nthe dark room
5. the Il topside over the "2 hole
4. 1R Sebove
16, The ll is normally placed on which side of part?
1. the 1s optional so doesn't mater
2. the fim side, the same side ofthe pat to be Inspected as the comparator
43 the souroo sige excert whan inacoessiblty prevents hand placement on that side
4 the fm se: the eam else of he pat to be inspected a the fm
‘COPYRIGHT © 2007 -CODEWEST- ALL RIGHTS RESERVED -D0 NOT COPY WITHOUT WRITTEN PERISSION
136
CCODEWEST APL.6S3 PRESTUDY GUIDE 2007
“COPYRIGHT © 2007-s. W, COLEY 8 COOEWESTALL UOHTS RESERVED 00 NOT COPY WITHOUT PCRIISSION
16, What designation is uso to inicatethe Ia! is onthe fi side?
4. thie onty noted on the radiographic report -thero i no other designation used
2 the welder noted Ion the weld map
5 te fl may nat be placed on the fm side
4. lead leter"F placed next boron the [al
17. How many ls shoulé appear on each radiograph?
4. there must alas be one on every radiograph ad it must appear asa radiographic image
2 there must aways be one on every radograph but noed not appear 2s aradlographic Image
5 there must ays be two on every redograph and t must appear a a radiographic image
“4 tdapanc onthe coniguraton uses set up the shot (panoremic muff, single shot, et.)
+16, Shims may be placed under Isto simuate wed enforcement to assure the density inthe area of
Inrest sno more than Tighter than te censty rough tho
1.10%
2.25%
216%
45K
40, Wich of te flioning blemishes is permit on fm as long as they do not interfere wih
Interpretalen and donot mask or bocore confused with decontnules in he are of interest?
4. fogging & false indleatons from defective screens
2 seathes, crimp, stale marks & drtness
5 proceecing dolore suchas steaks & water marks
fStottie above
20. The minimum density requirements for single fm viewing re
4.1.8 for tim made wth gamma ray and 20 for fim made wih an Xray machine
2.40 for fim made with gamma ray ad 4.0 for fim made wth an X-ray machine
4.2.0 for fim made vith gamma ray and 1.8 for fim mae wih an Xray maching
4 no mare than 26% lighter in any area than the density in the darkest area
24, When usog only ane 1A! par fim density measurements may var thyough the area of interest by no
‘move then ‘or adonal Ie willbe required.
4. minus 15% or plus 90%
2 plus 188% 07 mrs 30%
5 plus 1.8 Xratio of average densities
4 pomore fan 15% frm the denlyof he sop wedge
22, Which ofthe below is an essental indication of sensitiv forimage qually ofa radiograph?
4. eisply ofthe welders stampings
2. clear visible lation markers
5 kl of the designated Nole or essartial wire ofthe IA used
“proper deny varios within 60% ofthe thickness
‘convict © 200 -CODEWEST- ALL RIOHTS RESERVED .D0 NOT COPY WITHOUT WRITTEN PERMISSION
‘a7
CODEWEST APLSSS PRESTUDY GUIDE 2007
CCoPriit © 2007-J.W.€LEY & COOEWESTALL RIGHTS RESERVED-DO NOT COPY WITHOUT PERAISSION
28, Exoossive backscato in indicted by:
4 ead lettoe“F* being vibe onthe reograph
2. a dark mage ofthe lead letter "8" ona ighter background
5 any mage of hele eto "Bn the Becxground of the fim
4.3 ightimage ofthe lead leer °° ono dark background
24, tank is but wt pate under 2 Inches tick. The geometric unsharpness ofthe raclographs shal nat
‘exceud,
4.0010"
2.0020"
5 0030"
40.040"
25, The Flonng information may not be Included in the documentation accompanying the radiograph:
4, source to object estanco an fm brand & designation
2 number of exposures & fim Kentfeaton
2 eource sie
4 development te & exact shim material specications
26. When te radiographs are presented lo the Authorized inspector
4. he wilnterpret tem and indicate the dspostion of each fm an the repor,
2. he wl view tem ony efter a good lunch pad for bythe NDE tecicien
5: the menclacturr wil have interpreted all ne fim anc wl have indicated the disposition of each onthe
Teport ond will have also Included le other information require toon he repar.
4.traaeyreans wi be manne wit a permanent marker by lke tours to naoate which technsian
hem.
27. Which ofthe folloning isnot a type of lscontnulty quid penetant examination is effective in
‘toctng
400d abuts & laminations
2 subourane eacks
23. pinnoles
4 Seams
28, Which of he following i an essential variable for Liquid Penetrant procecure?
4. port examination cleaning details
2 ater, Shapes & S205 0 be examined
5. decease in penetrent dell time
4 proveesing det or removal of excess penetra,
28, Revisions to PT procedures may be required if heres
4.3 change in surace preparation
2. schange of substation in type or famly of penetrant materials
23. a change in he method of applying developer
4 Alot the above
‘coPYeji © 207 -CODEWEST. ALL RIGHTS RESERVED -DO NOT COPY WITHOUT WRITTEN PERNISSION
138
(CODEWEST APLs83 PRESTUDY GUIDE 2007
‘COPYRIGHT © 087 -J.W, COLEY & CODEWEST-ALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERMISSION
20, Which of the flowing penetant techniques may not be used?
1. sobent removable
2 had dying fluorescent
2 water washable
4. post emulsiying
231, What materi require the use of tested and cetted quid penetants es tothe contaminants inthe
penetra?
4. carbon stoas with > 9% chrome
2 aluminum
53 hlckel base ays & Otani
4 copper
22, What condton must the surface ta be examined be In prior to conducting the examination?
4. dey & free of ll remectal demagnetization matorals & eects
2 dey& feo of anol, gfeas9, It, cal or thor extraneous matter for 1" on all sides of te area tobe
‘xamined
2. ree ol subeurace defects previously detectes by othr methods
4. dry ee ofentranoous matter for 2" on at sides ofthe ara be examined
£38, How shall PT indications be evaluated per ASME Artie 6?
4. por universal accoptance standards in ASNT SNT-TC-14
2 Intermsof te acooplance standards of te referencing code section
4 porthe specific reqlvements In appordicN.5.3 of APTOS
4, per the OunerUser proecures for NE
4, The minimum period of crying time ater inal cleening is.
4. teas S minutes to assure tht al the lesning solution hes evaporated prior to applying the ponetrant
2. aminimim Sime established o assure that al tha cleaning souton has evaperatod poo applying he
enetrant
3, atleast 15 minutes to assur thatthe clsaning solution has evaporated prior to applying the
penetant
4, atleast 10 minute to assure that athe cleaning olution has evaporsted prior to applying the
penetrant
25, Which of he folowing isnot 2 suitable means of removing ponotant
+. fusing wate washable panetrant wih water spray of ss than 80 PS! 110 F|
2 steaming water washable penetrant at 200 PSI to remove
§ wing sotent removable penetant wih ait free eth
4 rinsing post emsting panerant ta temperature & pressure as recommended by the manufacturer
36, Without special qualification ponetant testing can be performed between, degrees,
1. 50 degrees F to 135 Degrees F
2.50 grees Fto 125 deareos F
5, TRdogrees F to 130 Degroos F
45D degrees F to 10 Degrees F
CCOPYaIGT © 2907 -CODEWEST- ALL RTS RESERVED -DO NOT COPY WITHOUT WRITTEN PERIISSION
9
CODEWEST APL.S53 PRESTUDY GUIDE 2007
COPYRIGHT © 2007 -J.W.COLEY & CODEWESTALL HGH RESERVED-D0 NOT COPY WITHOUT PERISSION
37. When PT examination so be performed above or below,
lemperatve range intended using 8
the procedure is qualified forthe
41. 50 degrees F to 125 degrees F —- Image Quatty Indicator
2.50 degrees F to 125 degroes F — fli indeator
53.50 degrees Fo 125 degrees F — comparator
4.50 degrees F to 125 degrees F and DAC curve
38, Fluorescent penetant examination shal nt follow
41, UT thickness measurement
2 racography Because the esiual relation wil cause fase indcatons
5. Edy curent examination
4 color conan PT examination
238, The emulsification time fr pope omulsieatin of a post emutsyng penarent
4.90 seconds
2.6 minutos
3.10 mrutes
4. as determined experimentally
40, When removing water washable penetrant te spray of water may not excsed?
4.100 agrees F & 50 psi
2°00 degross F & 60 9s
43. 110 dogtess F 50 psi
14170 depress F 55 psi
4, Water washabe and post emulsihing penetrants may be ered using culated air as long a the
‘surlace ofthe par does not exceed:
1.100 dogrees F
2 110 degrees F
8. 212 egress F
4.125 cogroas F
42, Deleted
42, Five ypcal of cscontnutise detectable by the magnetic particle method are:
4. seams, aw carbon content, old shuts, laminations and bad daveloning
2 cracks, causte embritiement, seams, and siconiotope matic syndrome
5 excessive wols seam rinorcemant, cracks, cold shuts, seams, fw Viscosity
4 rks, lps, seams, cold shuts and laminations
‘COPYRIGHT ©2807 -CODEWEST. ALL RIGHTS RESERVED -DO NOT COPY WIHOUT WRITTEN PERMISSION
40
‘CODEWEST APLSS3 PRESTUDY GUIDE 2007
Ccopyincsr © stor -s.W, COLEY & CODEWESTALL RIGHTS RESERVED.DO NOT COPY WITHOUT PERMISSION
44, Whats the magnetic particle exemintion medium?
4. the surfaces of arcomagnete work pleces 1
2. dy, wet or fuorescent ferromagnetic particles
5a iype of smal meta particles,
4. igh fon content enamel o atx coatings |
45, Ifeoatings are etn place during MT examination, !
4. the parties used must bs the same color asthe ooating
2. coatings are not allowed to be let in piace - all coatings must be removed, '
5. the prooedure must be demonstrated as capable of detecting indications through the maximum
thlgeness ofthe coating pled i
4. allindications must be varied wth penerant examination in sdtion to the magni particle |
‘examination
46, What type of aiscontinly isthe magnetic parte method most sensitive? 1
4. subsurtace dlscantinuites:
2 slag inclusions not open to the surface ,
5 near discontinuities perpenciular to the lines of fax |
4 high rik! alloy wld defects
47, Wen perorming fuorescent MT examiners shel allow. {or thir eyes to seust 1
‘tg the darkened conditions. |
4. S minutos a
2.90 seconds f]
4 tominutes
48. The intensity ofthe biack ght used shal bea minimum of
41800 2 Jem? 12" tom the surface ofthe part bing examined
2.600 nl /em on the surface of th part being examined
11800 Vem? 16" from the surface of the part bong examined
4.1000 Vn on the surtace ofthe part beng examined
49, Normally cry particles may not be used on surfaces above: 1
4. 800° and 138°
2 ambient temperatures
5.600"F end 135°F
4. te manufacturers recommendations
5
50, Magnetic fi strength may be verted by using
1. anamp moter to determine ifthe Fld within + 10% of fl scale
2 the proper 1Gl manufactured using all magnetealy ilenca materials
83. an ofr meter o determine ithe fed Is within 8% of fl scale
4 ple staped magnetic partee fed indleator or afl! law shims
‘Corr © 267 -CODEWEST- ALL RIOHTS REBERVED BO NOT COPY WITKOUT WRITEEN PERIESION
‘at
CODEWEST APLS83 PRESTUDY GUIDE 2007
“CoP 2007 JW COUEY & CODEWESTALL RGIS RESERVED.00 NOT COPY WITHOUT PERMISSION
51. Alexarinations wil be conducted wit euficlent overlap to assure an minimum of
‘coverage?
1.90%
2.10086
5.80%
490%
52, When using he prod technique the maxémum prod spacing alowed is
4.1 foot
2 Biches
5 V2toat
4 Binches
53, Magnotic particle equlpment with ammetors must be callrated
1. always pr to each use
2 after every 10 examination sessions
5 below and after each examination
4. porto first uee tthe equipment hes not been used fra year or more,
64, AG yokes must be able tot
4 40 pounds at the maximum spacing o be used during examinations
2.10 pounds ata maximum spacing of #8 Inches or 1 172 feet
40 pounds at @ maximum spacing of 1.6 Umes tre length ofthe yoke legs
410 pounds a he maxirum spacing o Be Used during examinations
55, MT equipment with arumeters must be calbratod toa standard
pounds eta maximum spacing of
4, supplos by te MT equipment manufacturer
2 supple bythe ISO NET standards commition
4 bacoable oa Natons! Standard
4 welded by a qualited welder or elding operator qualified in aceordance with ASME Section V
156, What isthe maximum temperature of materials covered under SE 7577
+. ast E
2 act
3 BOF
4 200° F
57, $6787 provides guide nes forthe_metied for messurng thickness.
4. scan
2. contac pulse echo
3. Submergod radiant echo
4 fealtne 172 e2ho
‘COPYRIGHT © 007 -CODEWEST-ALL RIGHTS RESERVED -DO NOT COPY WITHOUT WRITTEN PERAUSSION
a
(CODEWEST APLS53 PRESTUDY GUIDE 2007
‘copyitant © sor -J.W.COLEY & COBEWEST.ALL RIGHTS RESERVED-DO NOT COPY WITHOUT PERAISSION
58, Apulse echo instrument measures the__of he urasonc pulse though the pat.
a
vey
transittme
59, Reference biocks used to calbrate equipment should have an uasonic velocity
4. of = 456°x9
2. of less than 10,000 inches
83. the same as the pice tbe tested
4 bases on sheer wave impact
160, Which is nota type af thickness measurement instument?
4. Faw detectors with ORT readout
2. Flaw detects with CRT floor Scan pressure readout
53, Flaw detectors wi CRT and cect ckness readout
4 Desotthicinese readout
61. For measuring hn sections which type of search unit is goneraly used?
1. Highly damped igh quency
2) Hignyatenuete, tow frequency
5. Higny damped, ow frequency
4) SUHe singe elomant
2. Wns usin w dest contact, sng element search unt he dio start a
4. based onthe average value ofthe ceplay
2. symoronized tothe nial pulse
3. equaltbe=m*
4. always athe top
165. Wan parfrring a compete calibration of an instrument using a delay Ine single element search unit
calration Bons shoud be:
4. Atleastve~ one near the maximum thickness of he range tobe measured and one near the mid
range
2, Atleast wo 2 1 inch block and a6 inch Block ofthe same velocity
3. Atleat free blecks wih a minimum difernce in thickness between each of atleast 1 inch
44 Atleast wo wi a thickness near the maximum of tha range to be measured andthe oer block near
{he minimum hiss
‘COPYRIGHT ©2007 -CODEWEST- ALL RIGHTS RESERVED -00 NOT COPY WITHOUT WRITTEN PERIBSSION
a3
CODEWEST APLS53 PRESTUDY GUIDE 2007
‘Coprison @ 207s. W, COLEY 8 CODEWEST.ALL RIS RESERVED.00 NOT COPY WITHOUT PERMISSION
(64, When calibrating a UT instrument using Case i, what minimum number of tet blocks should be Uses
‘when the inure must be completly calibrated with te delay Ine sesrch unt?
165, When using dual search unts theres an inherent eror cue othe:
4, eletance between the unis
2. veiooty rate averages
4, Vee path that te sound beam tavels
‘4 geometry ofthe spacial cataton blocks required
‘86, When messuring materiss at high tempertures the readings ae high by a factor of:
1. 19 per Soe
2 19 per iF
3.5% per
41% per 100%
67. When developing a detaiad UT thickness measurment procedure which ofthe folowing doesnot
‘need tobe consded?
4. Enulpment
2 ghtng eondtions|
2 Sane repro and upon,
68, Which ofthe folowing woul not be included ina UT report
4. examination procedure
2, Calration blacks, size anc material type
53, censty readings
4, Six, frequency, ard type of search unit
‘cOPYRGT © 207 -CODEWESY. ALL RIGHTS RESERVED -D0 NOT COPY WITHOUT WRITTEN PERMISSION
‘as
CODEWEST APLS53 PRESTUDY GUIDE 2007
COPYING © 200 J. 1%. COLEY 8 CODEWESTALL UOHTS RESERVED BO NOT COPY WITHOUT PERMISSION
ASME SECTION V ANSWER KEY
Ta Ts6) wa, TaTaT
2 [a 150 40/3, 473.1
3 [4,170 a [4,787
[27-1206] 42 | Deleted
eared a8 [4 1720
[3,271.2 a4 [ 2.7731
ps, 12222 48 [3.7744
al ara a8 [3,720
93,7202 arf. TrrT
70 [4-238 aoa -777
aaa Fase 42 [47-731
423 T2978 a0 47-764
43 [2.277 ata r7r6
4 [4 278 2 41-752
48 [8.7277 fa) a3 4761
46 [4.72771 (b) se 4 762
ara TaT72 56 [3.776
48 3,72773 a6 [4797-17
9 [47-281 er] 2, 787-1.
20 | 37-202, 38 [4,787 42
2a 4, F202, 38
223.7205, 60
25 [4.7208 cl
2a | 27205) 62
25 4281 83
2637292 84
ar 27620 8
2a] 3, 7821 a
20 Tt sr
30 [2,56 mo
31] 3, Tat
322
33.[2, 7-980)
34] 2, T53)
8 [2.764
36/2 182
ST] 3, 7865,
38 47-654
‘COPYRIGHT © 2007 -CODEWEST: ALL RIGHTS RESERVED -00 NOT COPY WITKOUT WRITTEN PERMISSION
45
CODEWEST APIS53 PRESTUDY GUIDE - SEPT 2008
‘COPYRIGNT © 206 -.W.COLEY 8 CODEMIEST.ALL RIGHTS RESERVED.00 NOT COPY WITHOUT PERIASSION
ASME SECTION IX WELDING - PRACTICE QUESTIONS:
1. The purpese ofthe WPS and PAR iso determine tht:
the welder is qvaifed
the base metas are song enough
the welmont has the desced properties
the sl ofthe welder
“The WPS tats:
ronessent! variables
essential varables
Supplomentary essontal variables required
atlottne above
“The POR musts
essential vasables and supplementary essen! variables when notch toughness is requires
ronessental variables
‘welder qulifetion varables
atotine above
Whats the earest Eaton of Section X recognized by the current edton?
1958
some
4987
4982
5. New Welding Procedure Spectations must mest the ition and adionda of
‘Sesto Ik
4.4962
2 current (lest mandatory)
2 988
41998
6. Each shall conduct the tests required by Section D1o quality the WPS's used
‘uring ie constuction, Allerton, oF repr.
4. Welder or welding operator
2. Manufseturer or ontractor
3 Inspector
4 allot the above
17 The records of procedure, welder and welding operator qualifation must be evalabe tothe
1, Manufacture of Contactor
2. Welder
3. Authorind Ingpector
4 Foreman
cori 0. COLEYCODEWESTAL GTS RESERVED-0 HOT COPY WTHOVT PERSSON
4
‘CODEWEST APLS53 PRESTUDY GUIDE ~ SEPT 2006
CCoPYiuGiT © 205-.W. COLEY & CODEWEST-ALL RIGHTS RESERVES 00 NOT COPY WITHOUT PERMISSION
8. A welder cualtyng wt a groove weld in platen the 46 poston equaled to weld groove welds in
late and pipe over 26° 0.0. nthe postions.
4. Overhead
2 Flat & hoteontal
42. Flat & overead
& Hodzontal
‘9. A welder qualifying wi pate fet welds inthe 3F andl 4F postions is quali to weld groove welds In
ploteinthe postions.
3. Flat only
2 Flat and horizontal
3. Flat and vorcat
4. None ofthe above
10. A welder qusifying by making a groove weld on pipe wih an O.D. of 34" in he SG postion fs qualified
fo weld groove wold
4.12" 0.0. Pipe inthe overhead postion
2.6°0.0. Pips nthe vertical postion
23.3" 0.0. pipe inthe horizontal psiton
“None ofthe above
“1. n genera, qualification on groove welds also qualfies a welder to make:
4. Stud welds
2 Overhand welds
2 Filet weide
A. Alofthe above
42. Charpy Vnoich toss are performed to determine a weldments
“Tensile etrength
Ductal
y
Note toughness
Allaf above
13. Awalder making @ groove wed Using the SAW process on Pt materials may be qualified using
‘adography.
1 Twe
2 Fae
“4. When a testo specimen breaks in the base metal ouside ofthe weld or fusion sno, the strength
recorded may be below tne spect tense and be accepted.
1.3.5%
1
2
5
4
COPYRIGHT © 2006-1. W,COLEY & CODEIESTALL RIGHTS RESERVED.00 NOT COPY WITHOUT PERIERSION
or
CODEWEST APL.653 PRESTUDY GUIDE SEPT 2006
LcopyRtai © 208s. W.COLEY & CODEWESTAUL RIGHTS ACBERVED.DO NOT COPY WITHOUT PERMISSION
415, Guided-bend epecimens shall have no open defects inthe weld or hea ffcted zone exceeding
‘measured in any doco on the convex surface of the specimen afer bending
sane
Zane
ue
4. None ofthe above
16, When using racographs to qually welds, the acceptance standards used are found in:
4. ASME Section V
2° ASME Secton IX
2 ASME Secton il
4. The referencing code
17. AWPS must describe:
4. Essental variables
2. Nonessential variables
3. Supplementary essen variables when required fr notch toughness,
4. Allo ine above
18. APOR must deserve:
1. Nonessentl variables
2 Essental variables
4. Results of Welder Qualiicaton tests
4, Project deseripion & NDE methods
19,The____ ust cortiy the POR as accurate,
1. Inspector
2. Manufacturer or contractor
5 Welder
44 lof the above
20, For the SMAW process Is an essential verabe for the WES.
4. Groove design
2 Post Wels heat weatment (PIVHT)
3. Root
4 Method of ceaning
21, Forthe SAW process, son essential variable for the WPS,
4. Supplemental powdered filer motal (if used)
2 Fillor motaldlameter
5. Preneot maintenance
4. Adlon or delet of peering
22, The basi purpose of tosting a welders to establish tho welders
1, Knowledge of welding quirements
2. Abily te deposit sound wold metal
§3. mechonical abil to operate equipment
44. General tte toward welding inspectors
(CoPYiuoHT ©2005 -J.W. COLEY & CODEWEST ALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERIESSION
ue
CODEWEST APLS53 PRESTUDY GUIDE ~ SEPT 2008
(COPYRIGHT © 2006 W COLEY & CODEWEST-ALL RIOTS RESERVED-0O NOT COPY WITHOUT PERMESION
28, The ecard ofa wees performance testis calle
1.PaR
2. war
3. wes
4. wea,
24, Ifa welder qualified with the manual SMAW process on Jan. t, 1997 and last welded with manus
'SMAW on March 16, 197, would he stl be qualited on October 7, 19572
1. Yes
2.No
25, Avwelder qualifying with te SMAW process with a double welded grcove weld fs qulfid to wel
1. Without backing
2 Wit bare metas
3. wit backing oly
4 wi Pt backing only
26, Immediate reteats of welders qualficatons coupons
1, shall use the same method
2. May use any metnes
5 Arenotalowed
4. Require Inspector approval
27. Woler performance quaification records must desrbe al the vaables spocifed.
4. Cesena & nonessential
2. Nenessentah
2 escent
4. Brazing
28, Avelder depositing 1/2 of weld mln thes ayers ina groove weld with the SMAW process ie
‘ualfled to dopost up to of weld meta
18
ar
5. Max tobe wolded
aie
28,"P" numbers are uso to designate groups of
4. Blectrodes
2 Fasc
3. Base melas
dni
20, A welder qualtying with P-No.21 is quatfied towels
1. PA -PAt OPA Patt
2 Ps-Pé
3.7.21 -P.25 0 P-21- P25
4 P21 to P21 only
‘CoPraiak ©2008-, W.COLEY & CODEWEST-ALL RIGHTS RESERVED.D9 NOT COPY WITHOUT PERMISSION
8
‘CODEWEST API.553 PRESTUDY GUIDE - SEPT 2006
‘CoPyayon © 2008-s. COLEY & CODEWESTAL Rls RESERVED.00 NOT COPY WITHOUT PERKISSION
31. Section X groups welaing electrodes by
1. AWS cass
2 ASME specication
asa
4 number
132, Ferrous weld metal chemical composion may be designated using
4. °P number
2 Welder tb.
3."At number
4 page numer
39, Forwelderquaiicaton wth the SMAW process |s an essential varabl
4. Base metal thickness
2 Peening
5: Perumbar
4. Blecvode diameter
£4, Each welder must be assigned
41. P eumber
2 Unique denier
3. Hood & gloves
4 Inspector
35, Awelder qualification coupon welded inthe 2G postion of SI16" thick plate material must have how
‘any root an face bens
36, AWPS shall have:
4. the weldecreterencea.
2 the POR reterencod
5. he NACE retorenced,
44. the PDO referenced
7. Walding in the 16 postion qualifies a welder in what postion?
1. norzonal
2.verea
3 tat
4 ovemend
£38, Which ofthe fllonng isan excental variable for quaifiation of an SMAW welcing procedure?
1° number
2 joint design
5. dameter ofthe electrode
4 ppe ameter
Covrac se-. cotEY 8 CODEMESAL HOTS RESERVED-00 NOT COPY ADT PERUSSION
‘CODEWEST APL.S53 PRESTUDY GUIDE - SEPT 2006
‘COPYRIGHT © 208-1, COLE & CODEVIESTALL RIGHTS RESERVEDOO NOT COPY WITHOUT PERMISON
39, Awelder may be quatified by RT it
4. The frst ofthe fest production weld is raiogreshed,
2. the frst 6" ofthe frst production weld i radiograph ithe processes & mode alowed,
4 Ifthe frat production wold passes mechanical ess.
4 Ifthe frst producton wel Is passed by MT examination
40, Awalder may be qualified using RT in these processes except for
4. GMAW (shortiruling mode)
2. GMAW (pused-are)
3. GMAW (spray-areh)
4 SMAW
‘COPYRIGHT. t88- JM, COLEY &. CODEWEST.ALL IGITS RESERVED.0 NOT COPY WITHOUT PERMISSION
ist
‘CODEWEST APL-S53 PRESTUDY GUIDE - SEPT 2008
‘COPYRIGHT © 208-. W. COLEY& CODEWEST ALL Rls RESERVED.00 NOT COPY WITHOUT PERMISSION
ASME SECTION x ANSWER KEY
3 OWE
W100
7 aW-f00.1
racawe 100-5
2-aw-100:3
2rawe108.
s-awet0s,
SsLaw-ae1s
4aWer 8
0,|2-ow-461 9 OWES
ni, W308
i2.[3.0WeIr
3.4, ow-a04
14,4 GW. 163
5:|3, ow-t63
76.12, aW=81
a7], ow2007
6.2, ow-2002
“0.]2 ow-2002
20.12, W253
21.[1, W254
22.[2, OW-1002 230
23,4, QW-300.5 8 QW-201.4
‘2a [2 aw-s22.1
25.13, oW4024E OWSTOD
26.1, aW-321
20.3, oW-#s2.1
28, |3, W=i20
30,[3, W237
Si ]a.awast
s2:|s,aw-aar
35, [ 5, QW.355
34 [2-aw-a013
35] 1.aW52 +
36.12, w-200.176)
37_|3.QW-308.1 & WASTE
38 [1 ow.253
30,2 oW-aDe
ao. owss04
° 182
CODEWEST API653 PRESTUDY GUIDE ~ SEPT 2008
CCoPyivat© ate JW. COLEY & CODEWESTALL RIGHTS RESERVED. NOT COPY WITHOUT PERMISSION
PRacmice| FOR APIRP S77
WELDING AND INSPECTION METALLURGY
forthe traning anc expecence requed tobe an American Welding Society
4s replacement
bis nota replacement
«6, can bo sed as aerate
4 may be used 26a substitute
2. APLST7 all welds to be inspected,
requires
requis 50% of
©, Goes not quire
4. requis a representative number of
4. Who detomines the welds tobe inspected?
‘2. Operating upenisors andlor Facity Manager.
» Maltenanoe superdsors andlor welding supervisors
«, Welding lespacters andlor engineers.
4. Federal OSHA inspectors andor State inspectors
4, Who shoul bo consulted on any cral, specialized or complex welding issues?
‘8 Aweling engineer.
A maintenance engines.
2A Satay engineer
1. A Welding superior.
5, The shortest stance between the weld oot and the face of filet wel is calle:
‘4. Chord stance.
Bb Aredtance,
Actual treat
1. Tangent stance,
6. What ype of carbon are cutng process removes rotten metal with a jet of a?
‘Carbon ar ar blowing (CAA),
», Acarton are cuting (CAC-A)
© Carbon plasma area cutng (CPAA-C).
{Carbon fager ar removal (CLA),
7. Arc bows. ‘ofan are trom kts normal path because of magnetic ors,
bending
1. dircting
© detection
3 dstorton
(COPYEUGHT 8 2905. W.COLEY & CODEWEST-ALL RIGHTS RESERVED.00 ROT COPY WITHOUT PERMISSION
‘83
‘CODEWEST API-S53 PRESTUDY GUIDE - SEPT 2006
(COPYRIGHT 2205 W.COLEY& CODEWEST-ALL RIGHTS RESERVED D0 NOT COPY WITHOUT PERMISSION
8. The distance from the tp ofthe welding electrode tothe adjacent surface of te weld pools called
‘a Eletode dstance,
, Weld stance,
«, Poo stance,
‘6. Alength
8. A ascontinutyresutng from an ao, consisting of any located remolteg ta, heat affected metal, oF
‘change in the sutace pofie of any matal objects alles
a. an iroguariy
®. an anomaly
© an are ste.
5, awelder oor
10. A group of welding proseeses that produces coalescence of work pieces by heating them with an are
Ta cabed
«2. ecetylane welding,
goat welding.
© ecalescence welding
srewaldng.
14. fusion weld hate made without flr meta scales
a. a synthesis wel
», an autogenous weld
©. moten vets,
1. shore meta wes
12. Amaterial r dovice placed agains the backside ofthe weld jin, at both sides of weld in
‘woldng, to support and retain motion wold metals eallod
2. backing
© atusion consumable.
© anassisance te
1. consumable neon.
49. The ac of penetrating @ thin component with the welding are while hot ap welding or n-senvice
welding sealed
1 excessive penetration.
burnhrough,
fusion meting,
malt down.
“14. fracture type discontiny characterized by a sharp ip and high ratio of length and width to
‘pening deplacement scaled
2. efractre,
Ba faw.
a crack
@.afesure,
‘COPYRIGHT © 208-. W.COLEY & CODEWWEST-ALL RIGHTS RESERVED-00 KOT COPY WITHOUT PERIESSION
184
‘CODEWEST APL653 PRESTUDY GUIDE - SEPT 2008
‘COPYRIGHT © 2006 -s.W. COLEY & COOEWEST ALL. AOS RESERVED.DO NOT COPY WITHOUT PERMISSION
15, A wal with this term used to cescribe a condition In itwilldesignate rejecabalty ofthe weld, What is
this ter?
2. Fw
Discontinuity.
Blemish
Detect,
16. Wat san interupton ofthe typical structure ofa materia, such as afck of homogenety in ts
‘mechanical, metalurical. or physical characterises caled?
a Menor
b. Adisoontouty.
Ablemish
«Am impertecton
17. The meta or aloy metal added in making a welded joint is cao:
2. fusion meta
©, matiod meta
© moten metal
6 ler metal
18. A non-standard term used to describe weld ntrace is:
2. bevel tin.
grove ine
©. afsion ine
4. penetraton ine
10. Th porton of te base metal whose mechanical properties or microstructure have beon altred by
tho heat of wolsing or tecmalcuting Is cated
2. heat penetration region.
B: temper affected zone,
fusion affected area
heat afected zone
20, If foreign sod materials entrapped in a weld (slag, Fux, oxites, et) tis referred to as:
afew,
be detec.
an nchsion,
an imperterton
2, Ajoint oat contin n a groove wel in which wold metal doos not extend trough the joint hekness
Teale
2. slag nctesion
ban unnishes weld to,
© petal wele
«incomplete joint penetration
‘COPYRIGHT © 200-s. W.COLEY& CODEWEST-ALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERINSSION
155
CODEWEST APLS53 PRESTUDY GUIDE SEPT 2008
‘eoPYAIGHF ©2008 -y. W-COLEY & COOEWEST-ALL RIGHTS RESEAVED.00 NOT COPY WITHOUT PERMISSION
22, Which ofthe tees indus isnot a qualfed inspector?
‘2. Cetied API 510 inspector,
AWS CW
©, ASNT Lev! inspectr.
4. National Boaré Commissioned inspector.
23, Whatis another common term fr a mage Qualty Incietor?
1. Photometer.
24, The datanc the weld metal extends from the welé face into a jon, exclusive of weld reinforcernent is
‘ales:
2. pnt wold distance
joint penetraton.
¢ joint tachment.
ont eat aected zone
25, Which ofthe joints std below isnot considered "in type"?
2. Buttoint
Filet in
1 Comer joint
Lap oin
25, Anon tana ter indizating 2 Wald diecontinly in whic usin Ad nator between wel mata
‘and fusion faces or ajoning weld beads Is refered to 2s:
2. srcblow.
1. burnstrough,
lack of ion.
6 lemelar tear
27. Ape ot cont wt separation or weakness goreray lend paral te worked sre
‘ammelalis calod
2. alametar
an oveiap
a lamination
6. asin ine
28. A crack that runs approximately parallel tothe wed axis is calle:
alam crack,
6a crectonal sack
8 naar clscontnuly
6 a longitude rack
‘COPYANGHT 0206-1. COLEY & CODEWEST.ALL RIGS REBERVED-DO NOT COPY WITHOUT PERMISSION
156
‘CODEWEST APL-S53 PRESTUDY GUIDE— SEPT 2006
‘coPyRici 8 2006. W-COLEY & CODEWES-AU RIGHTS RESERVED.0O NOT COPY VITHOUT PERMISSION
28, Ia welder "hammers or mechanically works the metal using impact bows, what Walled?
«Peering
Hammering,
©, Mechanical stress roving
Knocking slag.
20, tra metalisnoatad toa temperature pir to welding or rtiating thormal operations, is called:
8. post nest
preheat
© paren meta eating.
«primary heating
831. Two places of pat are to be joined by butt welding. The plates have boon beveled, The two plates
‘are separated approximately 11" pro o welding, Whats this opening called?
2 Wold space.
A weld separation
Awoldg gap.
root opening,
52, Aweld thats made to hold parts ofa welément In proper alignment unl the final welds ae made I
ales
fa tack wold
ba fastonor wo
© an atlachment weld
4. an nil wel
28, crack wit ts major ais oriented approximately perpendicular to the weld exis is called:
1. anonivectonal rack
1 a perpendicular rack
© slamelar crack.
6. a ransverse crack
34. A groove meted int th base metal adjacent othe wel oe or weld foot and et uniied by wold
‘mela ical
2. an under f.
6: alongtudina groove
© an undercut
4 gidrecfonal groove
35, An individual who holds an engineering degree an is knowledgeable and experienced inthe
‘gineering disciines associated with welding Is
2. a welding engineer.
aweidng spect.
© a motargst
4. awelding expen,
‘COPYRIGT 208 -J.W.COLEY & CODEWEST-ALL RIGHTS RESERVED.D0 NOT COPY WITHOUT PERMISSION
7
‘CODEWEST APLSS3 PRESTUDY GUIDE - SEPT 2008
LComYRIGIT © 2008 -s, W.COLEY & CODEWESTALL RIGHTS RESERVED.0O NOT COPY WTHOUT PERMISSION
38. Weld metal n excess of the quan required to fia jini cle
a. excess wold
weld reinforcement
weld strengthening
agora wold
857. Tivee ofthe tems leted below ae welding inspection activites that can be separated into thee
‘lages corresponding fo the welding work process. Which one does rol belong?
2. Tasks pir fo welding
©. Tasks curing welding operations,
Tasks upon completion of weld.
Tasks in selecting personne
38, Some of he quay contol tems dealing wih procedures ard qualticaton records of wear for an
Inspector fo ascess are lated below. Which cf ha 4 tems does not belong”?
Make sure WPS(s) are propery qualified and meet applicable codes, standards and specications
©. Make sure procedure quaicaton coords (POR) are propery performed & supported by WPS{S),
© Make sure PWHT information is eval,
Make sure welder performance qualifications (WPO) meet requirements forthe WPS,
30, What does an Inepactor do fhe a that improperly marked flor materials or naperopite base
‘materiale are onthe job?
2. Callie welding engineer.
5. Acoopt them eandtonaly,
Notify the welder foreman,
40, WhoIs responsible forthe quality and casmanship of weldments?
The weler,
1. The walding foreman,
€ The inspector
Tho welding engineer.
“41, When an inspector completes physical checks, visual examinations end resus of NDE and
‘Unacooptable wockranship is found, what should be done?
Nott the welder.
©. Calle walding engineer.
© Aczapt the workmanship the Roms are minor.
6 Reject the workmanship.
42, Some othe hazards thatthe inspector would mee commonly encounter in he presence of welding
‘ar isted below. Which tem does not belong?
2. Aroradiaton.
B.Arreontarinaton
© Heat
16 Nowe.
‘COPYRIGHT © 200-3. 1, COLEY & CODEWEST.ALL RIGHTS RESERVED.00 NOT COPY WITHOUT PERMISSION
‘158
‘CODEWEST APLES9 PRESTUDY GUIDE - SEPT 2008
‘COPYRIGHT © 2008 -s. Wi COLEY & CODEWEST ALL RIS RESERVED-00 NOT COPY WITHOUT FERBISSION
42, Whats the source of ultraviolet and inkared ght connected with wesing.
‘a The sunight on some jobs.
1 The welders elete are.
The Xray technicians equipment.
44. The NDE teonniians use of an ntared t
48, Wats the danger faced in an enclosed space if welders using a gasshildod process fr
welng?
2 Itcan cause air-bome pares.
© Itcan generate onic gases.
¢Itean sause an oxygen cefelent environment
6. ean cause burs t be stn.
45, Which of te basic arc welding processes isthe most widely used?
2. GMAW
bSMAW
©. GTAW
SAW
4, Home shieling proved forthe arc when using & consumable covered electrode in shaded metal
‘are welding?
‘2. Shleng ls provided from a fux tom the center of a tubular aectode
'. Shleding is provided from the sig coming fam the elecrode covering,
© Shieleng is provided by a shielding gas.
4. Shisting is provided from the decompostion ofthe electrode covering.
47. What are some disadvantages or iitaons of shelled metal arc welding?
‘2, Diu to shld the weld zone in a crafts and it has a low tolerance for contaminants on fer oF
‘base metal,
'b, Welding are must be protected rom al drafts andthe equipments moce expensive,
. Dapostio rates are low and slag must be removed at stops and sar,
6. Siag requires removal between passes and backing material is required fr root pass welding,
48 What oes the DCEN stand fr when used to describe the GTAW weld process?
{. DGEN stands for direct centored electrode.
.DCEN stands for direct curentelectode-negative
© DCEN stands for dominant contaminant elimination codular.
CEN stands fe distance containing electron-negatve.
49, What are some ofthe advantages to ges tungsten are welding?
2 Its the only consumable electrode process that can be used to weld most commercial metals and
‘atoys.
». Itpreduoes high purly welds and Ilalows fo excatent contol of root pass weld penetration.
©. thas aRgn depositon rate and motalugicl benefits fat can be dtved from 2 fx
{itis considered an al- postion process and thas a high producti rate compared with manly
‘welling studs to base metal
‘COPYRIGHT © 2008-s, W COLEY & CODENESALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERMISSION
488
CODEWEST APLGS9 PRESTUDY GUIDE - SEPT 2006
‘COPYRIGHT 6 200-1. COLEY& CODEWEST-ALL RIGHTS RESERVED-DO NOT COPY WITHOUT PERMISSION
‘50, What a welding procoss that produces fas freezing weld pool and fs generally suited for joining
thin sections or oot passes.
a. cuaWs
bSMAW
FAW
c.GTAW
'51, What yp of wala process normally employs 8 semlautomstc mose and depends on a fx from 8
tubular electrode that contains a sheling gas fom an external suppiod gos?
a. sMAW
bFCAW
8 GMAW
4 craw
52, What ype of wolg s used extensively in shop preesute vessel fabrication and pipe manutacturing?
a FOAW
B.cTaW
© SMAW
4.sAW
‘53, What ype of welding process is predominant miedo welding insulation and reractry support
in fo (NK, pressure vessols and heater casings?
saw
bsMaW
sw
'54, ASME Section K requires a witen Welding procedure speciicaton (WPS). What does the WPS
‘provide forthe weléer?
4 Itprovites at of documents such as ASME, API 571, el. thatthe welder must foow.
2 itproviee guidelnes or the welder to prevent him fromh making mechanical erors in welding
ltprotdes 9 record ofthe welding data and variables used to weld a test coupon and the test resus.
4 Itprovies drecton fr the weer wile making production welds to ASME Code requirements.
155, Escotal variates, the mechanical properties of the weld
a indicate
Bdreet
offen
specty
58, Non-essential variables do not the mechanical properties ofthe weld.
ii
‘copriicir ©2008 -s, W, COLEY & CODEWEST-ALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERIASSION
‘160
‘CODEWEST API.655 PRESTUDY GUIDE - SEPT 2008
Ccopritont © 2008-s W COLEY 8 CODENESTAUL RIGHTS RESERVED-00 NOT COPY WITHOUT PERISSION
S57. Ifyou change an essential variable in the WS you must
‘a. make sure the change is writ n onthe WS.
we e now WPS.
© requ the WPS.
4 lat he change 28 a supement to he WES.
158, Ithere are supplementary essential variables, they ae reated as, han they apply.
2. esconial variables
-non-essental variables
other requirements
6. end user drectons
£50, Thre of he lems sted below are exsental varabes. One isnot an essential variable, Mark the
incorrect itn
2. Base meta
Welding poston.
© Groove design,
6, Wetding technique.
60, Forte POR, test sample selection and testing requirements are defined
«2, Nationa! Boar of Boller and Pressure Vessol Inspection Code
1. APIR® 677, Weldng Inspection ané Metalurgy
ASME BAPY Code, Secon IX
ASME BEPV Code, Section V.
(01. Who SIIALL evew the WDE andthe POR prior to welding?
2. Omens
© Inspectors.
Contactors
6. Superisors,
(62, Fouritoms that must be included on the POR are listed below, One of these fur fs incorec. Mark
‘th incorrect Rem,
‘4. Conticaton signature ard dato.
Name ofthe nidual that prepared the procedur,
©, WP5{s) that he POR supports.
4. Welding process used
168, Wat isthe range of welding P-cumbes for Tesnium and itaniu-base aloys?
‘2 P-No. 1 thoogh Pao. 11
B.P-No. 51 rough Po. 54
1 PeNo. 21 through P-NO. 25,
‘4. P-No.81 through P-No. 62
“COPYRIGHT © 20h W.COLEY & CODEWEST.ALL RIOTS RESERVED.90 NOT COPY WITHOUT PERMISSION
‘ot
‘CODEWEST API.653 PRESTUDY GUIDE ~ SEPT 2006
‘copys #200. W COLEY & CODEWESTALL firs RESERVED-D0 HOY COPY WITHOUT PERMISSION
14 Why ae base metals assigned P-numbers in ASME Section IX?
8 It done to make it easier forthe welder.
© Its done fo simpy the classe of ler metal used in welding
©: Ils done to reduce the numberof welding procedure qualifications requires.
6 Its done to make the Inspector's and supervisor’ jobs simples.
£85. Why are eloctodes and welding rods assigned numbers?
a. Its done to simply te classes of ler metas used in welding.
Bis done to reduce the numberof welding procedure and performance qualifications requied
Its done to mace the inspector’ and superiors jobs easier.
4. ts done to make the welders job simp.
(68. Whatis the A-rumber grouping based upon?
«itl based one type materia tha the weld metals used upon
© itis based on the chemical eompostion of the deposited weld metal
6 is basod on the usbily characteristics of he mata
Iti based on the comparable base metal ulimate srength values.
67, Why do you sora waldng consumables in warm helting ovens aftr they have been removed from
‘he manufactures packaging?
‘2. This fs done to preserve the manufactrers expiration dates on the ro.
Tris done fo keep te temperature down especally in hol cimates
©. The s done to reduce exposure to moisture
4. Ths I done to make sure alls ar located in a.centra place of easy access.
(68, Wnycheuld low hydrogen slectodae be cored soparatay fom othor typos of electrodes ith
higher hydrogen content?
‘4, Because this can be another souree fr hyskegen pick-up.
b, Because they wl pick up charecterstcs ofthe cher electrodes.
© Baoause tis can be a soure for excess nifegen pick-up.
4. Because the low-hycrogen electrodes wil contaminate the other electrodes,
(69. Avalder may be qualified three diferent ways, Four are fst below. Which the incorrect one?
2. Quali by ralography of test coupon
5. Qualitea by an intel prodcton weld
6 Qualfod by bend test fa test coupon,
4. Qualied by the wittn akay of the contacto.
70. lf any essential variable sted forthe welding process changes:
4. the welder dows not have fo re-qualty for tat process.
b. the welder must re-qualy for that process.
«the welder can gual for tat process by an exemption from fs employs.
the welder an qual for thal process by an excepton fom te testng agency.
COPYRIGHT 208-.. COLEY & CODEWEST-ALL RIGHTS RESERVED-D0 NOT COPY WIEHOUT PERMISSION
402
(CODEWEST APL.S83 PRESTUDY GUIDE~ SEPT 2008 y
CCopYR4air © 2006. W. COLEY & CODGWESTALL RIGHTS AESERVED-D0 NOT COPY WITHOUT PERMESSION
71. Ita radiographic examination is used fo: qualification of a welder, the minimum length ofthe coupon
to be examined i
1. 4inches and it in ncudes at inact two thirds the rcumferenca for pipe coupons. i
12 Inches and f includes atleast one raf the crcurferenca fr pipe coupons.
© Binches ane Includes the entre weld circumference for pipe coupons.
4. B inches andi includes the entre wel forthe pipe coupons. .
72 Rls fr qutfcton of wing corto sing agaphyreaite sen |
‘oor sonia
2.1 foot
Db Binches
© Steet
Diet i
73. Welder perfomance qulfiaton expires ifthe welding process is not used ducing &
period |
2.40 month
SB fourmanth
esx month |
6. beve month
74, What the dfrition of non-destructive examination? 7
4 Itisinepacton methods, which alow materia tobe examined without changing o destroying teit
Usefulness. -
b.Ilis inspection metnods approved by ASNT, which alow materials tobe examine by, UT, RT, ET, (
Vr AF PT. ACEM and MY. ‘
«. te inspection methods, which require materi oe examined by minimal destrucivo mothods by
certified personne.
4's inpscon methods, which require materials to be examined by personnel who are qualified end |
‘cenfis.
75, What ar the most commoniy uses NDE methods used during weld inepeeton? NOTE: SELECT THE Hl
ANSWER THAT HAS ALL THE CORRECT METHODS! |
5
ie
78, Were would you lok for slg inclusion scones? |
2. Base meta zone and the HAZ.
3 Wes metal zone and wel terface.
© Base metal zane and the weld metal Btween passes,
4. Wee interface zone and wel oe o rent surface
‘convict 926 , W. COLEY & CODEWEST-ALL Rais RESERVED.20 NOY COPY WITHOUT PERMISSION
163 :
‘CODEWEST APL.S53 PRESTUDY GUIDE SEPT 2008
‘COPYRIGHT 6 208. COLEY B CODEWEST-ALL RCHTE RESERVED.OO NOT COPY WTHOUT PERISSION
‘TT Which NDE method is the most acceptable for lap Jlnt?
et
bur
RT
oer
78. What ie the most capable NDE method for hing a clscontnuly such ss incomplete fusion in joint?
avt
bar
RT
aur
79. When welding carbon ste, whats the malor cause o ack of fusion in al welding processes?
proper wecing speed,
5. Improper heat input anc improper welding technique.
Not using alow hydrogen alecredo, improper sriekéng
1. Improper are lang coir
80, When welding stainless stot, whats the cause of undercut?
a. Fast travel speed,
Improper heat input.
©. Improper ar length contol
6. Improper elesning.
‘51. When welding stainless sta! what woul cause porsiy in the weld?
2, Improper heat input and improper joint des.
© Improper shielding, not using law hydrogen electrode, & wen in @ Nigh suur area
High heat input andar length cont
{Improper leaning end are length conto.
£2, Wien wezing carbon steel, how would you contr! burn through?
2. Reduce the travel speed,
Control the ac lent
«Use proper heat input
6. Use proper leaning methods.
62, Who i responsible for establishing writen mater verieaton program (Ply?
2. The inspector.
1. The cumeruser.
The welder
1. The contactor
£84, What document gives guidelines for material contol and verieaton?
2 NBIC latest exiton
ASME BAPV Code Sec. V
C.APIRP S77
API RP S78
cone 2e-JW GLEY §COBEHESTAL BETS RESERVED ONOTCOP THOU PRHESON
34
‘CODEWEST API-S5S PRESTUDY GUIDE - SEPT 2006
“GOPYRIOIT © 2008 -J. W. COLEY& CODEWEST ALL RlOT® RESERVED.D9 NOT COPY WITHOUT PERMISSION
85, Visual examination isthe most extensively used NDE method fr inspecting welds, Direct visu !
“exomination is conducted when aooess s sufcent to pace the ye win ofthe surface.
‘a4 Inches to 18 inches ;
Bg ines to 24 inchs |
€,Binches to 20 inches
46. 0Inches © 35 inches fl
86, Direct yeual examination of @ weld must be done atan angle of not ess then _ ofthe surface to
be examined
2.25 degrees
B30 degrees
35 degrees ,
a0 degrees |
47. Remote examination of welds may use lds such as telescopes, borescopes, fberscopes, cameras or
‘cher cutable nstumets, provided |
«they havea resolution atleast equivalent o that which tained by direct visual examination.
they havea grataracuty than the eye and the inspection would be bef then a dec visu
«©. they have good perception & the inspection would be epproxmately equal to s direct visual exam. |
16 tey have sent to fns the possible detocts that acrect visual am would produce.
188, How often must an invidval using visual inspeson of walis complete @J+t Jaegeraype eye vision fl
test?
sony -
& Semiom
© ‘Semen t
Tren
80, Wich visual inspection tcl sted below sa mechanical ad for visual inspecting welds?
2. Magners
Fberscopes.
© Loves t
6 Mires
90, Wiha ype of visual Inspection device measures preheat and interpass temperatures? {
«2. Dial pyrometer
b, Vernier sale I
© HiLowelang eauge. |
4. Broge cam gauge
‘1, Magnets parle examination (MT) is effecive in locating |
‘2. surface dscontntis on of nov magnate meta
B. surface and subsurface dacontnuties ofl typos of mata |
© surface of near surface discontinue of feromapnetc materi |
4 surface esconthustes only of stainless stool and copper based ays
‘CoPreUGT © 2008 -JW, COLEY & COOEWEST-ALL RIGHTS RESERVED-00 NOT COPY WITHOUT PERINSSION
185 |
CODEWEST APLEs3 PRESTUDY GUIDE - SEPT 2005
CComYRGHT © 2108. W. COLEY & CODEWESTALL RIGHTS RESERVEDDO NOT COPY WITHOUT PERMISSION
122, What ype of weld inspection technique can be made more sonst by using wet Muorescenis and
‘aitered inared ight (lack Hight?
‘2. Magnetic Flux Dtecon inspscon (MEDI)
5. Flu Ferromagnetic Element testing (FFET)
© Liquid penetrart testing 7)
&. Wot Fureszent Magnetic Pail testing (WEMT)
(08, What @ ple gauge used or?
2 It used to fd the magnetic x dvecton.
B itis used to fd the heat acted zone of a wel
Its used to ina the tiokness oF the wed renforcoment.
itis used fo measure the temperature during weld prehoat
(94, The Alternating Curent Fld Measurement (ACF¥) technique ls en electromagnetic non-contacting
technique tat sable to detect and size surface breaking defects in range cf cferent matorils and
through coatings of varying thickness, This technique ie Wea! or inspecting
2. Filet welds, voids and seal welts.
3, Nozsas, ng-grooves ard find-out areas or rad
2, Butt ede (angle and double bove!) and plug weds
1. Lap joint welds and uphill welding
95, Whats the maximum temperature that AGM may be used?
2. 2008F
b.s00tF
800%
Stoo
96. Liqud Penetrant examination (PT) is commonty used on what ype materi?
‘Carbon steal
2, Austen tans steel
Copper based aloys.
Chrome Maly stots
97. Whats the maximum temperature lmtation of using PT examination?
Dawe
2200
aiaee
88, Edgy current ean be used 2s a quick test to ensure tha the components being joined ring welding
have!
‘2.2 ganoralcurentcanying capably.
bb acommon temperature.
the same thicknoss.
4. the same mater properties,
‘COPYRIGHT © 208 J. W, COLE & CODEWEST.ALL RIGHTS RESERVED.OO NOT COPY WITHOUT PERMISSION
‘CODEWEST APLs53 PRESTUDY GUIDE~ SEPT 2008
‘COPY 2005... COLEY 8 CODEWEST-ALL RIGHTS RESERVED-DO NOT COPY WTHOUT PERMISSION
99, Eady curent can be used to measure
4. the extent of coverages of coatings or clang
2 the wedabity of coatings o ctaadings.
6 he tcxness of surlace coatings or adding thickness.
the ticks of parent metal below alloy metal cadding,
100, What makes radiographic inspection (RT) possibly more expensive than oer NDE?
‘2. The hazards of aston and the leensing requirements
1. The complex of ts method and the costo the fin,
The cost of transporting the equipment anc personne!
6. The mathematical capabilites required of tre testing personnel.
401. Whatis anther neme for penetramatere?
2, Pleure Enhancement insturent.
image Qualtyindistr.
© Naterial Depth Meter.
4. Photograph Measuring Device
102. What are penetramotes used for?
1, Thay are used o ascertain how much radiation tha the sow has imparted othe materia,
Thay are used to estabeh the cep that the radiation source penetrates.
Thy ate used io determine that the required sensitiv of the radogrep is obtained
‘6 They are used to marke radiograph wit a cate Wentlying characteristic.
103, How are image quality incicatorssolectad?
‘2. They are picked basis the film ype uses bythe radiographer,
They are erosen basis the allo content ofthe material being radiographod
They a picked basis the number and size ofthe radiographs,
4. They are Selected bais hikes ofthe base material Plus he thickness ofthe weld enforcement.
108, How are wire ype 10's most ofan place in eaton to the weld?
‘2 They are placed at 45 degree angles tothe conte ine ofthe weld
‘They are placed perpendicular to he center tne of the wold
Thay ae placed paral to the center ne ofthe wel,
«Thay are paced on top ofthe weld with 80% on one sie and 60% onthe other
105, Fore welded maria thats 0.625 inches hick, what number I! should be selacod?
ar
bis
em
620
‘CoPYeuai @ 2008 J. W.COLEY & CODEWEST-AL RIGHTS RESERVED.00 NOT COPY WITHOUT PERMISSION
3
CODEWEST APLO5S PRESTUDY GUIDE ~ SEPT 2008
COPYRIGHT ©2008. W.COLEY & CODEWEST ALL FIGHTS RESERVED.DO HOT COPY WITHOUT PEREISSION
106. Whats the essential hole ameter ofa Number 17 Jal hole?
0.050"
b:a04or
20030"
6.0.00
4107. What are the 2 typical radioactive isotopes used for radiography?
1. Curium 247 or Actinium
Tharam 234 or Cesium
© Uranium 239 or Robicum
1 lum 162 er Cabat 60
108. Whats the normal developing time for radlographic Fm at 60°F?
£20030 minutes.
10% 15 minutes.
5 8 minutes,
6.23 mines,
108. Whatis the mos ffatve technique fr making radiograph?
‘2. The radlaton source should pas through twice the thickness of the material being raclogrephes.
5. The adiaton souree should be places a rinimum of 3 feet fom the materia bing radogrephed.
©The rasiaon sours ehoud Be placed with 2 tick load shield between the fim and the source.
4. The raioton source should pase trough a ange thickness ofthe matoral being radogrepied.
410. tf teenlaue js uses in when the radiation patses through to was ard only the weld on the fm
‘Saewells vowed for aoceptanee, whats the minimum number of exposures Sat Must Oe taken?
a. One.
Two.
©. The,
4 Four
11, Viten isnot practical to use a single wall technicue, 2 {echnique should be used
«vertical wel
.doublewall
standings
6 sltary-wal
112. For pe. in ores in naninal outside ameter, a techrique may be used in whic he
‘ailation pees UvGugh two wals and the weld in both wals Is ewes for azceptance,
2. 18inches
2.38 inches
© 25inches
.Sinches
‘coprrioi © 200. W.COLEY & CODGWEST.ALL RIGHTS RESERVED.0O NOT COPY WITHOUT PERMISSION
‘68
‘CODEWEST API65S PRESTUDY GUIDE SEPT 2006
‘CopYRioHT © 2008 -s.W.COLEY & CODEWEST-ALL MGT RGSERVED.00 NOT COPY WITHOUT PERINSSION
178. A weld crack is generally ight and not ays datectable by radiography unless the crack orientation
Is someuhatin the same plane as the crection of ths
afm
Brack
© radon
‘wold bead
114, What power magnifcaton devices ae recommended as ads to fm interpretation end evaluation of
redlographs?
2.3K 100K
Dax
© 18K 03K
40K to20x,
195, What shou be done win a raciogragh that has a blemish in the area of interest?
It shouldbe ctscarded,
» Nothing.
© It shouldbe checked closely around the blemish area & ino problem, okay it
4 lkshoule be Geoarded and the area reclographed eean
116, The transmit fim density trough the ralographic image through the body ofthe hols type I or
‘adjacent ote wie a, nthe area of interes, should be wrin the range of fer Gamma
Rap.
2.201040
B18 i040
Orme 10%
101030
117. What are the cemansions ofthe ead letter "Bat tached to the back of each fim
haldefeessetta during exposure to determine If backscatter radiation isa problem?
as thickness is 1/82 inch and ts minimum dimension i 18 inch
2 lis thickness is 1/16 nen and ts minimum cimansion i 12 nen
6 its thekness is 3/32 nch and ts minum dimension Ie 8 inch.
6s tkness fs 178 inch and is minimum dimension is 8/1 ncn
418, What doos the appearance of ight mage of the letter" signityon a radiograph of a darker
‘background?
‘2. Pretaction trom backecate radon ¢ silent and te radiograph is acceptable.
© Protection from backscalle radiation is margial andthe radiograph is useable.
© Protection rm bacsecaltr rackaton i Ineuflent but he radiograph ls acceptable,
6. Pretecon trom backscatter radiation Is nsufflent andthe redograph is unagceptable
119. Rasosraphic, Is the ar of extracting the maximum information from a radiographic
image.
a ineoretation
reading
vieweg
4 Sereoning
‘CoPYmaKT © 295 -J, W.COLEY & CODEMEST ALL RIGHTS RESERVED.0O NOT COPY WTHOUT PERISSION
‘8
(CODEWEST APLS53 PRESTUDY GUIDE SEPT 2008,
cor vRGHT © att. COLEY & CODEWEST-ALL FIGHTS AESERVED‘00 NOT COPY WITHOUT PERMISSION
4120. How many cjles per second (ne known as Hz or Hor) s cassifed as being inthe ultrasonic
frequency range?
a 10 ke
15000 oyces per second
20000 Hz
6. greater tran 20000 Hz
121. Whattype of UT technigus ie used for thickness evaluation or o check forlaminatons, ander ther
‘condone?
a, Surface bean.
Angle beam.
Staignt beam
1 Shear wave beam,
122, What does 2 C-scan display show?
‘It shows a plan vew ofthe test object
B Itshows = cross sectional view of the test object
€ tshows the respones along the path of re seurd beam fora given postion of te probe,
&itShows the path ofthe sound beam on an sngle trough the test object.
123, Te temperature ofthe calibration standard shouldbe within ofthe patio be examined
+124, What happens if during a sytem calletion check, itis determined that the UT equipmentis net
“unctoning propery?
a. Selected areas teste since the last successful calbration should be examined & Icky, accepted
Bl areas lesied sinos the lat suoses si ealbration should have the readings adjusted.
All area tested since the lat suocosstul calbration must have tre readings sousted
A teas tested snoe the lat successful ealoration should be reexamined.
425, How much wil each pass ofthe transducer overap the previous path during weld scan?
«20 ofthe transducer element dimension.
1,5 seat the transducer element dimension,
(10% of he transducer element cimension
1.1586 ofthe tanducer element ciension,
128, nitasonie testing terminology, wht does AUT stand or?
_3 Analogy Ultrasonic Testing.
Animated Uirasonic Testing
©. Alomi Ultrasonic Testing
1: Automates Uttaconic Testing
CCoPIRIGHT © 208 W, COLE & CODEWEST AL RIGHTS RESERVED-DO NOT COPY WITHOUT PERMISSION
70
‘CODEWEST APL.S59 PRESTUDY GUIDE - SEPT 2008,
‘COPYRIGHT 82065 -s, W- COLEY & COBEHEST AI IOHTS RESERVED-00 NOT COPY WITHOUT PERIESSION
127. Aine scan technique used inthe pitch-catch mode of AUT is cect
2, Time of ght Ditaction, "
1, Pulse Ech Zoned inspection
© Pulse Exo Raster Scanning.
6. Letsner Resonance Scanning
120, Wher te st aed zone (HAZ) ese be fo pupotes ct harnessing? |
1. The HAZ is ahways assumed tobe 1 Inchon ether side ofthe center of the wel
The HAZ i usualy assumed tobe from fe toe ofthe weld an one side tothe oppose toe. I
The HAZ is alays assumed tobe 0.25 inches away from the toe ofthe wel,
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- CalculationDocument6 pagesCalculationAliDadKhanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Api 579-2 - 4.2Document8 pagesApi 579-2 - 4.2AliDadKhanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- CALCULATION SHEET For BoilerDocument6 pagesCALCULATION SHEET For BoilerAliDadKhanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- API 650 Course MaterialDocument36 pagesAPI 650 Course MaterialAliDadKhanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Api 936 Refractory Question BankDocument74 pagesApi 936 Refractory Question BankAliDadKhan100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Section 2 API-653 Practice QuestionsDocument56 pagesSection 2 API-653 Practice QuestionsAliDadKhan100% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- STIR (Surface Treatment Inspection) Qaqc-003Document1 pageSTIR (Surface Treatment Inspection) Qaqc-003AliDadKhanNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Pipeline Construction InspecDocument48 pagesPipeline Construction InspecAliDadKhan100% (2)
- Answers: Section - 2Document14 pagesAnswers: Section - 2AliDadKhan100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- India Course CATALOG 2014revDocument16 pagesIndia Course CATALOG 2014revchristadcrNo ratings yet
- VTR (Vacume Test) Qaqc07Document5 pagesVTR (Vacume Test) Qaqc07AliDadKhanNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- ALT (Air Laeak Test) Qaqc-05Document1 pageALT (Air Laeak Test) Qaqc-05AliDadKhanNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- RPAS (Diemension of Bottom Plate) Qaqa-06-RevDocument1 pageRPAS (Diemension of Bottom Plate) Qaqa-06-RevAliDadKhanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- VI (Visual Insdpection) Qaqc-04Document3 pagesVI (Visual Insdpection) Qaqc-04AliDadKhanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- S-202A (Inspection and Testing Plan) Rev-0Document6 pagesS-202A (Inspection and Testing Plan) Rev-0AliDadKhanNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Asia Engineers: Radiographic Inspection Report FORM No. QA/QC - 011 Rev-0Document1 pageAsia Engineers: Radiographic Inspection Report FORM No. QA/QC - 011 Rev-0AliDadKhanNo ratings yet
- Materiale Inspection Report QAQc Form - 01 (Joint Fit Up)Document2 pagesMateriale Inspection Report QAQc Form - 01 (Joint Fit Up)AliDadKhanNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Magnetic Particales Inspection: Asia EngineersDocument1 pageMagnetic Particales Inspection: Asia EngineersAliDadKhanNo ratings yet
- RPAS (Diemension of Bottom Plate) Qaqa-06Document1 pageRPAS (Diemension of Bottom Plate) Qaqa-06AliDadKhanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)