You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CINVA RAM For Making Adobe Building Blocks 1999Document26 pagesCINVA RAM For Making Adobe Building Blocks 1999readerwrite100% (1)
- Workbench Users GuideDocument272 pagesWorkbench Users GuidejemanuelvNo ratings yet
- CSETI Project PDFDocument59 pagesCSETI Project PDFAlejandro SanchezNo ratings yet
- EzyStrut Seismic Solutions Brochure2Document4 pagesEzyStrut Seismic Solutions Brochure2jemanuelvNo ratings yet
- Ansys Cfx-Pre Users GuideDocument380 pagesAnsys Cfx-Pre Users GuidejemanuelvNo ratings yet
- ANSYS Fluent V2F Turbulence Model ManualDocument100 pagesANSYS Fluent V2F Turbulence Model ManualjemanuelvNo ratings yet
- ANSYS Fluent V2F Turbulence Model ManualDocument100 pagesANSYS Fluent V2F Turbulence Model ManualjemanuelvNo ratings yet
- ANSYS EKM Administration GuideDocument308 pagesANSYS EKM Administration GuidejemanuelvNo ratings yet
- FE Modeler Users GuideDocument184 pagesFE Modeler Users GuidejemanuelvNo ratings yet
- Using Remote Display Technologies With ANSYS Workbench ProductsDocument326 pagesUsing Remote Display Technologies With ANSYS Workbench ProductsjemanuelvNo ratings yet
- ANSYS EKM Administration GuideDocument308 pagesANSYS EKM Administration GuidejemanuelvNo ratings yet
- Workbench Users Guide PDFDocument342 pagesWorkbench Users Guide PDFjemanuelvNo ratings yet
- Workbench Users Guide PDFDocument342 pagesWorkbench Users Guide PDFjemanuelvNo ratings yet
- Ansys Ekm Users GuideDocument620 pagesAnsys Ekm Users GuidejemanuelvNo ratings yet
- Design, Construction and Control of A Novel Tower CraneDocument5 pagesDesign, Construction and Control of A Novel Tower CranejemanuelvNo ratings yet
- Combining Spatial Components in Seismic DesignDocument11 pagesCombining Spatial Components in Seismic DesignjemanuelvNo ratings yet
- Load, Force and Power-Velocity Relationships in The Prone Pull-Up ExerciseDocument23 pagesLoad, Force and Power-Velocity Relationships in The Prone Pull-Up ExercisejemanuelvNo ratings yet
- US2443515 Sheet Metal Cabinet ConstructionDocument8 pagesUS2443515 Sheet Metal Cabinet Constructionjemanuelv100% (1)
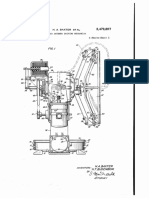
- 5,2? % Mail: Aug. 23, 1949, H - A, Baxter Etal 2,47%,897Document7 pages5,2? % Mail: Aug. 23, 1949, H - A, Baxter Etal 2,47%,897jemanuelvNo ratings yet
- United States Patent: Fiigel US 6,840,540 B2Document12 pagesUnited States Patent: Fiigel US 6,840,540 B2jemanuelvNo ratings yet
- Stability and Rheological Properties of Fat-Reduced Mayonnaises by Using Sodium Octenyl Succinate Starch As Fat ReplacerDocument7 pagesStability and Rheological Properties of Fat-Reduced Mayonnaises by Using Sodium Octenyl Succinate Starch As Fat ReplacerMarian MontañoNo ratings yet
- 43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.eduDocument12 pages43 Turbomachinery & 30 Pump Users Symposia (Pump & Turbo 2014) September 23-25, 2014 - Houston, TX - Pumpturbo - Tamu.edukglorstadNo ratings yet
- Shallow Foundations: Ultimate Bearing Capacity General ConceptDocument9 pagesShallow Foundations: Ultimate Bearing Capacity General ConceptLean BalingataNo ratings yet
- 2015 JC1 H2 Promotional Exam Paper 2 Question PaperDocument17 pages2015 JC1 H2 Promotional Exam Paper 2 Question Paperhmm hehe0% (1)
- Automatic Lubrication SystemDocument4 pagesAutomatic Lubrication SystembalabooksNo ratings yet
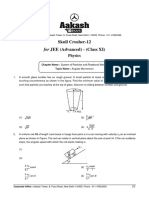
- Skull Crusher-12 - Class XI - JEE (Adv) - PhysicsDocument7 pagesSkull Crusher-12 - Class XI - JEE (Adv) - Physicslootera715No ratings yet
- GATE 2015 CE SET 2 8th Feb Afternoon Session AnswerDocument16 pagesGATE 2015 CE SET 2 8th Feb Afternoon Session AnswerSundaresh ShivaNo ratings yet
- Accidental Eccentricity: Manual ImplementationDocument1 pageAccidental Eccentricity: Manual ImplementationxicmenNo ratings yet
- Computer Simulation of Dental Implant TreatmentsDocument2 pagesComputer Simulation of Dental Implant TreatmentsBastion ReinhartNo ratings yet
- MID 039 - CID 0171 - FMI 04: TroubleshootingDocument4 pagesMID 039 - CID 0171 - FMI 04: TroubleshootingNerminTurkenceNo ratings yet
- Design Intent ParametricDocument21 pagesDesign Intent ParametricRamesh VajramNo ratings yet
- Tutorial 5 ThermodynamicsDocument5 pagesTutorial 5 ThermodynamicsIamzura AbdullahNo ratings yet
- TCPM - Ikue Consulting Co - , LTD - Specification DispatchDocument30 pagesTCPM - Ikue Consulting Co - , LTD - Specification DispatchSPACELINK AERO SERVICESNo ratings yet
- Trane Rooftop PDFDocument76 pagesTrane Rooftop PDFriz333No ratings yet
- Scheme of Work U6 Physics 2020-2021Document16 pagesScheme of Work U6 Physics 2020-2021zahidahoseinNo ratings yet
- Solids, Liquids and Gases2Document8 pagesSolids, Liquids and Gases2Satish BhadaniNo ratings yet
- Pipe THK CalculationDocument2 pagesPipe THK CalculationchannajayamangalaNo ratings yet
- 6ra80 Mit Motoren Parallel Oder Seriell 76Document3 pages6ra80 Mit Motoren Parallel Oder Seriell 76pwmvsiNo ratings yet
- ETAP FAQ Load TorqueDocument2 pagesETAP FAQ Load TorqueJavier MaldonadoNo ratings yet
- Section F1 of The LRFD Specification Section F1.1 of The LRFD Specification Equation A-F1-3. (See LRFD Specification Appendix F1.)Document4 pagesSection F1 of The LRFD Specification Section F1.1 of The LRFD Specification Equation A-F1-3. (See LRFD Specification Appendix F1.)malik atiqNo ratings yet
- Branches of Science, Theories On The Origin of Universe/solar SystemDocument89 pagesBranches of Science, Theories On The Origin of Universe/solar SystemImee TiloNo ratings yet
- Smart Ships - Autonomous or Remote Controlled?: Scientific Journals Zeszyty NaukoweDocument7 pagesSmart Ships - Autonomous or Remote Controlled?: Scientific Journals Zeszyty Naukowesteffin antonyNo ratings yet
- Water Vapor in Air: Apor PressureDocument9 pagesWater Vapor in Air: Apor PressureMandarina VerdeNo ratings yet
- Me 8381 Lab ManualDocument33 pagesMe 8381 Lab ManualMohanraj SubramaniNo ratings yet
- Mazinoor EN Mini G PDFDocument154 pagesMazinoor EN Mini G PDFBalamurugan ArumugamNo ratings yet
- Estimation of Back Emf For PMSM at Low Speed RangeDocument6 pagesEstimation of Back Emf For PMSM at Low Speed Rangeyasserali.1041992No ratings yet
- Noise in Ventilation DuctsDocument9 pagesNoise in Ventilation DuctslkakeanNo ratings yet
- Ionic Crystal StructuresDocument10 pagesIonic Crystal StructuresEhsaan MirzaNo ratings yet