Union Wire Rope
SIMPLIFIED
CUT-OFF
PRACTICE
FOR
ROTARY
DRILLING
For Ce
Rig Number_1@
Union Wire
Roberts Street, Konses "city, Missouri 64125
<¢
a
Z
If too much wire rope is cut off too frequently, there will be an obvious waste of
usable drilling line, which will result in higher than necessary rig operating costs.
However, if the rope is moved through the reeving system too slowly, sooner or later
some section of the drilling line will become worn and damaged to such an extent
that there will be a danger of failure, injury to personnel, damage to equipment and
expensive downtime. At the very least, it will be necessary to make @ "long cut” to
eliminate some broken wires
For these reasons, it is important that the drilling line be cut off at the proper rate.
The purpose of this Simplified Cut-Off Practice is to give the drilling contractor a
method for keeping track of the amount of work done by the drilling line, and a
systematic procedure for making cuts of the appropriate length at the appropriate
time, The objective is to obtain maximum rope service without jeopardizing the
safety of the rig operation
In conjunction with the record keeping required for the cut-off procedure, daily
visual inspection of the drilling line should be made for broken wires and any other
rope damage. It must be remembered that in all cases, visual inspection of the wire
rope by the drilling contractor must take precedence over any predetermined
calculations.
TON-MILES
The only complicated part of a cut-off procedure is the determination of how much
work has been done by the wire rope. Methods such as counting the number of wells
Grilled or keeping track of days between cuts are not accurate because the loads
change with depth and with different drilfing conditions. The various operations
performed (drilling, coring, fishing, setting casing, etc.) subject the rope to different
amounts of wear.
For an accurate record of the amount of work done by a drilling line, itis necessary
to calculate the weight being lifted and the distance it is raised ond lowered. in
engineering terms, work is measured in foot-pounds. On a drilling rig the loads and
distances are so great that we use “ton-miles.” One ton-mile equals 10,560,000
foot-pounds, and is equivalent to lifting 2,000 pounds a distance of 5,280 feet,
To simplify the calculation of ton-miles, Union Wire Rope has developed a Ton-Mile
Indicator. The following pages provide examples of how this Indicator is used to
determine the number of ton-miles of work done by the drilling line for various
operations on the rig.
Ata depth of 11,000 feet, a round tri
is made to change the bit.
drill pipe = 4-1/2" (16.6#/ft.)
drill collars = ten, 7-1/4" (119.234/ft.)
traveling block assembly weight
(hook, elevators, traveling block) = 27,000#
drilling fluid = mud
Solution
1
DETERMINE WEIGHT FACTOR DUE TO COLLARS
On back of Indicator, set bit at proper drill collar length, and read weight factor
due to collars in appropriate window.
Weight factor due to collars = 13,000%.
DETERMINE TOTAL WEIGHT FACTOR
Add together Weight Factor due to Collars and weight of Traveling Block
assembly.
Traveling Block Assembly Weight = 27,000#
+ Weight Factor due to Collars 13,000#
Total Weight Factor 40,000#
DETERMINE TON-MILES PER ROUND TRIP
On front of Indicator, set bit at depth and read round trip ton-miles in
appropriate window.
Round Trip Ton-Miles = 337 T-M
“Note: For laying down drill pipe at the end of well, figure one-half of round trip.
ton-miles for drill string in question.
DRILLING TON-MILES
Situation
Drilling continues from @ depth of 11,000 feet to a depth of 12,000 feet.
drill pipe = 4-1/2" (16.6#/ft.)
drill collars = ten, 7-1/4" (119.2#/ft,)
traveling block assembly weight = 27,000#
drilling fluid = mud
Solution
Ton-Miles for drilling from one depth to another are equal to 3 times the difference
in round trip ton-miles for the two depths,
1. DETERMINE TON-MILES FOR A ROUND TRIP WHERE DRILLING
STOPPED
Set bit at 12,000"
Read 40,000# window.
Ton-Miles = 384 7-M
2. DETERMINE TON-MILES FOR A ROUND TRIP WHERE DRILLING
STARTED
Set bit at 11,000"
Read 40,000# window.
Ton-Miles = 337 T-M
3. CALCULATE DIFFERENCE IN ROUND TRIP TON-MILES
384 T-M
—337 TM
47M
4, CALCULATE DRILLING TON-MILES
Drilling ton-miles = difference in round trip ton-miles times 3.
47x3=141TM
TON-MILES FOR DRILLING FROM 11,000’ to 12,000’
41 TM,
LES FOR SETTING CASING
Situation
Setting 10:3/4” (40.5#/ft.) casing from surface to 3,600 feet.
traveling block assembly weight = 20,000#
The ton-miles of work done in setting casing would be one-half the ton-miles done in
making a round trip if the weight of the casing were the same as the weight of the
drill pipe
1, DETERMINE THE RATIO OF CASING WEIGHT TO DRILL PIPE WEIGHT
ao.safte
teaeir. ~ 244
The casing is 2.44 times as heavy as drill pipe.
2. DETERMINE TON-MILES FOR MAKING A ROUND TRIP WITH PIPE
Set Indicator bit at 3,600 feet.
Read 20,000# window.
(No drill collars are used, therefore, the Total Weight Factor is equal to the
traveling block assembly weight only.)
Round Trip Ton-Miles for Pipe = 46 T-M.
3. DETERMINE TON-MILES FOR MAKING A ROUND TRIP WITH CASING
Multiply by the weight ratio
2.44 x 46 = 112T-M
Round Trip ton-miles for casing = 112 T-M,
4, DETERMINE TON-MILES FOR SETTING CASING
Divide by 2, since the casing is only set down and not pulled out,
112+ 2=56T-M
Ton-Miles for setting casing = 56 T-M.
TON-MILES FOR A SHORT TRIP
Having drilled to 13,000 feet, a short trip is made back to 9,000 feet to condition
the hole.
drill pipe = 4-1/2” (16.6#/ft.)
drill collars = twenty, 7-3/4" (138#/t.)
traveling block assembly weight = 20,000#
drilling fluid = mud
The ton-miles of work done in making a short trip is equal to the round trip
ton-miles at the deeper depth minus the round trip ton-miles at the shallower depth,
1. DETERMINE TON-MILES FOR A ROUND TRIP AT 13,000 FEET
Set Indicator bit at 13,000 feet.
Read 50,000# window.
Round trip ton-miles at 13,000 feet = 483 T-M.
2. DETERMINE TON-MILES FOR A ROUND TRIP AT 9,000 FEET
Set Indicator bit at 9,000 feet.
Read 50,000# window.
Round trip ton-miles at 9,000 feet = 284 T-M.
3. DETERMINE TON-MILES FOR THE SHORT TRIP
Subtract
483 T.-M
— 284 TM
199 T.-M
‘Ton-miles for the short trip = 199 T-M.
TON.
LES FOR ROUND TRIP OF MIXED DRILL STRING
Situation
Having drilled to 13,000 feet with the drill string shown on
the left, 2 round trip is to be made.
drilling fluid = mud
traveling block assembly weight ~ 27,000#
5" (19.54/FT)
DRILL PIPE
Solution
9,000" 1. Weight Factor due to collars = 23,000#.
2. Total Weight Factor = 23,000#
4%" (16.6 #/FT) + 27.00%
DRILL PIPE 50,0004
3. Ton-miles for round trips:
41/2" —13,000° = 4837-M
5” = 9,000" = + 303T-M
15-7" 786 T-M
(138 #/FT) 4-1/2" — 9,000" ~ 284 T-M
DRILL COLLARS 7
13,000" ore
Ton-miles for a round trip with the mixed drill string =
502 TM.
12,000"
TON-MILES FOR ROUND TRIP WITH HEAVY WALL DRILL PIPE
A" (16.6 #/F
DRILL PIPE
30 JOINTS
ae" (42 #/FT.)
HEAVY WALL
DRILL PIPE
20 JOINTS
7"(138 #/ FT.)
DRILL COLLARS
Situation
Having drilled to 12,000 feet with the drill string shown on,
the left, a round trip is to be made.
Drilling Fluid = Mud
Traveling Block Assembly Weight = 30,000#
Solution
Instead of trying to calculate the heavyweight pipe as in a
mixed drill string, treat it as additional drill collars, Use the
drill collar window on the back of the Ton-Mile Indicator
which is closest to the heavyweight pipe weight, or do the
calculations by hand.
1, DETERMINE WEIGHT FACTOR DUE TO COLLARS
On the back of the Indicator, set bit at proper drill
collar length, and read weight due to collars in
appropriate window.
Weight Factor due to Collars = 30,700#
2. DETERMINE WEIGHT FACTOR DUE TO HEAVY
WALL DRILL PIPE
Figure heavyweight pipe like drill collars. On back of
Indicator, set bit at proper heavyweight pipe length,
and read weight due to heavyweight pipe from the
window with the closest drill collar weight (in this case
the closest drill collar weight is 46.7#/Ft). An
accurate value for Weight Factor due to heavyweight
pipe can also be figured longhand as follows
Excess weight per foot = 42.0 — 16.6 = 25.4
Total excess weight = (25.4) x (900') = 22,860#
Bouyed excess weight = (22,860) x (.85) = 19,4314
1/2 Bouyed excess weight = (19,431) + (2) = 9,716#
Weight Factor due to Heavyweight Pipe = 9,716#
3. DETERMINE TOTAL WEIGHT FACTOR
Traveling Block Assembly Weight = 30,000¢
Weight Factor due to Collars = 30,700#
Weight Factor due to Heavyweight Pipe = 9,716#
Total Weight Factor = 70,4168
4. DETERMINE TON-MILES PER ROUND TRIP
Set bit at 12,000’.
Read 70,000# window.
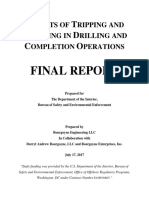
DESIGN FACTORS CHART 4
1-1/8" EXTRA IMPROVED PLOW ROTARY LINE
UNION WIRE ROPE
Weight indicator Reading ‘Weight Indicator Reading
{1000's Lbs. ) (1000's tbs. )
6 8 10 12 Design 6 10 Design
Lines s_| vines | Lines | Factor Lines | Lines | Lines Factor_|
70 89 107 124 99 nz 150 180, 207 sa 4
7 |} 108 125 98 1190 | 83 we | an 58 ly
n a tos. | 126 97 121 165 16 | 215 57
2 2 | in | 18 96 123 | 188 wo | 29 | se [9
B B 112 129 95 126 161 199 223 55 €
3 9% 113, 130 4 128 | 164 197 | 227 84
4 & 114 132 130 167 200 231 53 |N
B % ns 133 133 | 170 20 | 235 82 [>
% 7 nz 135 135 | 178 208 | 240 say
7 % ig | 136 138 | 177 212 | 246 5o Ny
% 29 no | 138 141 181 217 | 250 as fy
7% | 101 121 139 tae | tat ar | 285 ae 4
~ | i@ 12 14 147 | 188 226 | 260 a7
| 10 13 142 150 | 192 231 | 266, as [t
at | tot 135 14a sea | 197 26 | 22 a5 |e
2 | 1 126 | 146 a 187 | 201 21 | 278 aa ly
8 | 107 128 | 147 83 xe | 206 247 | 25 43
a | tog 130 | 149 82 se | oan 253 | 291 42
® | 109 131 181 a1 168 | 216 259 | 299 an
® fom 133 183 80 vm | 2a 26 | 306 40
| an 134 155, 79 wm | 227 2m | 36 39
89 113, 136 157 18 182 233 273 32 38 |
9 | 16 138 | 159 rm 387 | 239 287 | 331 37
a | 16 ao | tet 78 ve | 246 265 | 340 38
2 | ue 42 18 75 197 | 253 303 | 360 35
s | 120 ma 16 74 203 | 260 312 | 360 34
S | at 145, 168 73 209 | 268 22 | an 33
6 | 123 vs | 170 72 2s | 27 a2 | 33 32
a | 15 60 | 172 aa 23 | (25 343 | 3m 34
@ | 12 152 1% 70 230 | 26 354 | 408 30
10 | 128 154 17 6: 28 | 306 ses | 422 29
iw | 130 156 | 180 68 27 | 316 379 | 437 28
16 | 32 159 | 183 87 256 | 328 3m | ass 27
105 | 13 tet 1% 66 266 | 340 408 | 471 26 apr
105 | 136 168 188 65 27% | 368 42 | 490 25 [say op
to | 138, 16 | 191 cs B | ow | oe 49 | 510 24 lor
0 | 140 169 | 198 63 € | 30 | 38 462 | 532 23
am | vgs fim | te 62 6] ae | ae a | ese 23 |heav
v3 | tas 1m | 201 61 329 | aat sos | 5a Bt fea sins
15 | 447 in | 204 6o | 3s | age su | 612 20 ~
NW
y
UNION WIRE ROPE CUT-OFF PROGRAM 7/5”
FOR
1.1/8” ROTARY DRILLING LINE
Goal is 9.0 Ton-Miles per Foot Cut
Length to Cut = Ton-Miles Since Last Cut = 9.0
Length
ToCut
TM Since Length
Last Cut
1. Do not accumulate more than 1300 ton-miles between cuts, even on the first cut
of a new line,
2. So long as less than 1300 ton-miles have been accumulated, a cut may be made
anytime it is convenient. To determine the length to cut, refer to the above table
or calculate so that your “ton-miles per foot cut” is constant. (LENGTH TO.
CUT = T-M SINCE LAST CUT = 9.0)
3. This program is based upon a goal of 9.0. Any attempt to improve rope service
by increasing the tan-mile goal should not be made until one entire drilling line
(requiring no long cuts) has been used following this particular program,
4. It is best not to run up to the maximum permitted ton-miles each time before
making a cut, as some problem on the rig could prevent a cut being made at the
proper time and lead to a ton-mile overrun. A better approach is to bounce
around on your program, cutting with a low ton-mile accumulation sometimes,
and alternating with medium or higher ton-mile accumulations. This practice
does not waste rope because you are always cutting lengths in proportion to the
work accumulated,
5. Accurate measurement of the length to cut is very important. A steel tape
should be used when making this measurement.
6. When stringing back from 12 to 10 lines or from 10 to 8 lines, make a cut of the
appropriate length based upon the ton-mile accumulation at that time. This
Procedure will ‘shift the critical wear points on the rope following heavy
‘operations such as setting casing
Keep your wire rope History Sheets current, accurate and complete.
8 Calculate ton-miles for drilling after each round trip. Failure to record drilling
ton-miles is probably the most common mistake made in cut-off practice.
9. The best cutoff program is the one with the most consistent ton-mile per foot
cut values. By staying as close as possible to 9.0 you will avoid long cuts and
maintain the safest, most economical use of your rotary drilling line.
10. Daily visual inspection of the drilling line should be made for broken wires and
any other rope damage. It must be remembered that in all cases, visual
inspection of the wire rope by the drilling contractor must take precedence over
any predetermined calculations,
max
TON-MILES PER FOOT CUT
The purpose of calculating the amount of work done by the drilling line is to give an
accurate method for determining when and how much drilling line to slip through
and cut off. The objective of spreading the rope wear along the length of the line can
be accomplished best by cutting lengths proportional to the ton-miles of work
accumulated. All that is necessary is to maintain a consistent number of tan-miles
per foot of rope cut.
For @ given rope size, any particular rig can get only so many ton-miles of service.
The key to @ successful cut-off procedure is to spread these ton-miles uniformly by
using the optimum ton-mile per foot cut goal. A rig which has been able to get about
66,000 T-M out of a 1-3/8" x 5,000’ drilling fine, may have a string.up of 1,700" for
ten parts. The remaining 3,300’ available to be cut off should be cut at a rate of one
foot for every 20.0 ton-miles. (66,000 T-M = 3,300 ft. = 20.0 T-M/Ft.) The
ton-mile goal would be 20.0.
The ton-mile goal for any rig with good past performance records can be calculated
in the same manner. If the rig is new, or if the records are unavailable, a ton-mile
‘goal can be selected from Table 1. You will note that only the drilling line size and
the drum diameter are needed to determine a ton-mile goal. These are by fer the most
important factors that influence ton-mile service on a drilling rig.
TABLE 1
TON-MILE PER FOOT CUT GOAL
FOR RIGS HAVING NO PAST PERFORMANCE RECORDS
ae Rope Diameter
‘ope Diameter
ae Gas 11/4" 1-3/8" 1-1/2" 1-5/8"
CUT-OFF PROGRAM
‘Assuming that 1-3/8" drilling line is used on a NATIONAL 130 (30" drum) rig with
No past performance records, Table 1 gives a suggested ton-mile goal of 19.0. Table 2
is the Union Wire Rope Cut-Off Program for a 19.0 ton-mile goal. Other programs
are available for the specific goal required for your rig
‘You will note the program is summarized by the statement:
Length To Cut = T-MSince Last Cut + 19,0
So tong as the maximum ton-mile accumulation shown on the program is not
exceeded, a cut may be made whenever it is convenient. It is only necessary to total
‘the ton-miles accumulated since the last cut and divide by 19.0 to determine what
length to cut. This way the ton-miles per foot cut will always be exactly 19.0, and
the wear on the drilling line will be uniformly spread along its length.
For convenience, the calculations have been made for a number of ton-mile
accumulations, and are presented in tabular form on the program.
TABLE 2
(EXAMPLE ONLY)
UNION WIRE ROPE CUT-OFF PROGRAM
FOR
1.3/8" ROTARY DRILLING LINE
Goal is 19.0 Ton-Miles per Foot Cut
Length to Cut = Ton-Miles Since Last Cut = 19.0
10
SUGGESTIONS FOR CUT-OFF PRACTICE
Whatever program is being used, it should be followed throughout the life of one
entire drilling line. If no long cuts are required, and it is believed that more service
can be had from a line, the goal can be raised one ton-mile per foot cut. This
procedure should be followed until the optimum goal is found.
Avoid accumulating more ton-miles between cuts than the maximum shown on the
Program for your rig even on the first cut of a new line.
It is best not to run up to the maximum permitted ton-miles each time before
making a cut, as some problem on the rig could prevent a cut being made at the
Proper time and lead to a ton-mile overrun. A better approach is to bounce around
‘on your program, cutting with a low ton-mile accumulation sometimes, and
alternating with medium or higher ton-mile accumulations. This practice does not
waste rope because you are always cutting lengths in proportion to the work
accumulated.
Accurate measurement of the length to cut is very important. A steel tape should be
used when making this measurement.
When stringing back from 12 to 10 lines or from 10 to 8 lines, make a cut of the
appropriate length based upon the ton-mile accumulation at that time. This
procedure will shift the critical wear points on the rope following heavy operations
such as setting casing.
Keep your wire rope History Sheets current, accurate and complete,
Calculate ton-miles for drilling after each round trip. Failure to record drilling
ton-miles is probably the most common mistake made in cut-off practice.
The best cut-off program is the one with the most consistent ton-mile per foot cut
values. By staying as close as possible to the ton-mile goal you will avoid long cuts
and maintain the safest, most economical use of your rotary drilling line.
Daily visual inspection of the dritling line should be made for broken wires and any
other rope damage. It must be remembered that in all cases, visual inspection of the
wire rope by the drilling contractor must take precedence over any predetermined
calculations.
u
DESIGN FACTOR
Design factor is defined a5 the ratio of nominal wire rope breaking strength to the
wire rope tension. The maximum rope tension occurs in the fast line or “lead line”
because of friction losses due to rope stiffness and bearing inefficiencies throughout
the system. Consequently, the lead line tension is greater then the weight of the load
divided by the number of parts of line. To calculate design factor it is necessary to
compute the lead line tension using the following equations and table of lead line
constants.
NOMINAL ROPE BREAKING STRENGTH
LEAD LINE TENSION
DESIGN FACTOR =
LEAD LINE TENSION = WEIGHT OF LOAD X CONSTANT
TABLE 3
LEAD LINE CONSTANTS
No. of Parts
Of Line
TABLE 4
NOMINAL ROPE BREAKING STRENGTH
6 x 19 CLASSIFICATION, BRIGHT (UNCOATED),
INDEPENDENT WIRE ROPE CORE
Nominal Improved Extra Improved
Diameter Plow Steel Plow Stee!
1" 89,800# 103,400
11/8" 113,000#~ 130,000#—
41a" 138,800# 159,800#
1.3/8" 167,000# 192,000#
11/2" 197,800# 228, 000#
1.5/8" 230,000# 264, 0004
12
For example, if the weight indicator reads 304,000# with 10 parts of 1-3/8”
Improved Plow drilling line, the design factor may be calculated as follows:
WEIGHT OF LOAD X CONSTANT
304,000# x 1224
37,210#
NOMINAL ROPE BREAKING STRENGTH
LEAD LINE TENSION
167,000# + 37,210#
45
LEAD LINE TENSION
LEAD LINE TENSION
LEAD LINE TENSION
DESIGN FACTOR
DESIGN FACTOR
DESIGN FACTOR
For convenience, the design factors have been calculated for various sizes and grades
of \g line as shown in the following Table 5. A similar table is available for your
specific requirements,
10 - PART STRING-UP
Recommendid Practica 9B and most wire rope manufacturers suggest a minitrum design factor of 3.9 for
tiling end tripping. I heavier toate are used so tha the design Tootor drops blows 3.0, the ton-mile serie fas
lt sharply. Below = design factor of about 2.0, ware rope is permanently and ‘rreverriby damaged
Consequentiy, 20 would seem to be a realistic minimum for safe operatign, giving some mara Tol stuck me
13
TABLE 5.
DESIGN FACTORS
(Example Only For This Size and Grade Line)
1-3/8" IMPROVED PLOW ROTARY LINE
UNION WIRE ROPE
—
Weight Indicator Reading Weight Indicator Reading 7]
(1000's Lbs.) (1000's Lbs.)
8 8
Lines Lines
115 193
116 196
N7 199,
118 203
120 207
121 211
122 214
124 219
125 223
126 . 227
128 163, 77 89 232
129 155, 179 88 (237
131 157 181 8.7 (242
132 159 183, 86 247
134, 161 185 85 (253
135 162 187 84 (258
137 164 189 83 264
139 166, 192 B2 271
140 168 194 8.1 277
142 71 197 8.0 284
144 173, 199 79 291
146 175, 202 7.8 (299
148 177 (204 eit 307
150 180 207 76 316
152 182 210 75 325
154 184 213 74 (334
156, 187 215, 7.3 (344
158 189 218 7.2 355
160 192 221 7 367
162 195 225 7.0 379
165 198 228 69 392
406
421
437
455,
474
494
517
541
568
14
DESIGN FACTOR, Cont.
Rigs running with loads so light that their design factor is above 7.0 for extended
periods of time will not be able to get expected ton-mile service. Laboratory tests
‘and actual field experience confirm that with light loads, the ton-miles add up so
slowly that the wire rope will wear out in fatigue due to the higher number of
bending cycles required to accumulate each ton-mile.
‘These high design factors are especially common on workover rigs. When this is the
case, it is a good idea to make cuts more frequently than normal, perhaps every few
round trips.
Another problem is that a high design factor means that too many parts of line are
strung. An excessive number of parts of string up puts extra rope on the drum where
cross-over and wear take their toll on the life of the rope. The excessive length in the
stringup takes more cuts to work through the reoving system, and consequently
any section of rope is in the system longer than necessary before it is finally cut off.
An example of using the fewest possible parts of string-up while still maintaining a
sate rig operation and reasonable design factors is illustrated
15
13/8" EIP Rotary Line
CONSTANT WEIGHT
T.B.A. Wt. = 40,000#
+ Drill Collar Excess Wt._92,871#
(30 1384/Ft)= — 132,871# Total
N_SURFACE
&:PART
STRING-UP
MAXIMUM INDICATED LOAD
132,871# Constant Weight
296,310# Drill Pipe Weight
4-1/2" (16.6#/F t)
21,000 FEET —|| 429,818
(DESIGN FACTOR = 3.0)
10-PART
STRING-UP
MAXIMUM INDICATED LOAD
182,871# Constant Weight
388,025# Drill Pipe Weight
4-1/2" (16.6#/Ft.)
TD. oR 27,500 FEET. U 5208968
(DESIGN FACTOR = 3.0)
A 12-part string-up would be required for setting casing having a total bouyed
weight of more than 480,000#.
16
DRILL COLLAR WEIGHTS POUNDS PER FOOT
Collar BORE OF COLLAR
OD. 14/2 13/4 2 244 21/2 213/16 3 31/4 34/2 334 4
33/8 244922
312 267 245
33/4 315 293,
378 340 319 294 265
4° 36.7 345 320 292
418 304 9722 347 319
4a 422 400 375 347
412 480 458 433 405
43/4 542 520 495 46,7 43.5,
5 60.1 585 559 B31 49.9
Bia 675 653 628 599 568 533
512 747 725 099 672 639 605 567
534 821 799 75 746 715 679 641
6 809 878 853 825 793 758 719 678 632
614 98) 959 935 906 875 839 B01 759 715
612 1066 1045 1019 991 959 975 886 845 790
69/4 1155 1133 1108 1079 1048 1013 975 933 838
7), 246 1225 1199 1171 1139 1105 1086 1025 979 931 879
744 1341 191.9 1295 1266 1236 1199 116.1 1119 1075 1026 975
7U2 439 141.7 1393 1365 1333 1298 1259 1218 1173 1128 1073
73M 1541 1519 1495 1466 1435 1399 196.1 1319 1275 1226 1175
8 1846 1625 1599 1671 1639 1605 i466 1425 1379 1931 1278
81/4 1764 173.3 1708 1679 1648 1613 157.5 1533 1488 1439 1388
81/2 1866 1844 1819 1791 1759 1686 1725 1645 1599 1651 1499
83/4 1981 195.9 1939 1906 1874 1839 1801 1758 1714 1666 1615
8 207.8 2083 2024 1993 1958 1919 1878 1833 1788 1733
94/2 2324 2299 227.1 223.9 2204 2166 2124 2079 2031 197.9
10 255.9 263.1 2499 246.4 2428 2384 233.9 220.1 2239
1041/2 2833 2804 277.3 2738 2699 2658 2613 2564 251.3
" 306.9 302.4 2986 2944 2899 285.1 2799
APPROXIMATE TRAVELING BLOCK
ASSEMBLY WEIGHTS
(HOOK, BLOCK, ELEVATOR AND LINKS)
Capacity — Tons
7
Weight — Pounds
STANDARD DRAWWORKS
MODEL DRUM SIZE
ALCO
#8 17518" x 36"
a9 20 x32
au 2a x36"
#12 2a x 3k
BREWSTER
N2 10/4" x 40"
2 with Friction Cluteh x36"
N-3 or 708, x34"
Na x 37-18"
Naa x37.3/4"
NT. x30"
Neaza 30"
N20 32.14"
Nas 18"
NSS 18" x40"
N75 20" x401/2"
Nes 28” x49.5/8"
N95 26" x 45-578"
CABOT/FRANKS
658 1555/8"
844 14"
855 14"
1058 1"
1287 19-578"
2082 19.58
2346 23.110"
23465, 23.114
2550 25"
CARDWELL
A100 103i"
K-150 13"
K-200¢ 16"
2104, 18
K-280C and K-250 16"
k 500 18
L350 15" x38”
4450 16" x40-1/0"
700 18" x 40-14"
CONTINENTAL - Esco
A860 20" x 45)
A800 24
A100 28"
A-1500, 32"
cr 7
cz 30
c3 36 x62
CE 3000 35-118" x 61378"
DES & DEL 54.10 30" x33"
02 2" x51-12)
03 24:12" x80"
EB 305/83" x 93-1/2"
EC 30" x33-1/2
ECA 30" x 3312
Eca 305/86" 33.172"
Ecc 05/8" x41"
€D 3a" xay
EDA 3a" x515/8"
EDE x 51-678"
DES x81-5/8"
EH x82
eH x68"
FCA xt
636 x33-5/8"
Gaz x30!
18
MODEL, DRUM SIZE
6-300
G-450
GA160
GA.260T
GA350
GA-500
GB8-160T
68-250-T
68-360
GB500
68-800
Gc-350
GC500
1-46 Series
11.54 Series
4-750
41000
3-110
31250
31400
4.1600
2000
P5046,
POM-36
POM-a6 13" or 18"
PSG-45, ia
SOR 16"
B54 & UBLS 54 30”
UB-5410& UBLS 5410 30"
UH5a-A, 32
ws 20
GARDNER-DENVER
3000E 36 x60
2100€ or 210m 36 x60"
1500 or 1500M 31 x54"
T1OOE or 1 100M, ar x82
800E or 800M 22 x 60°
700E 0° 700M 22 x40
5008 o 500M 18 x40
E2100 x 57-112"
© 2500 x 87-1/2"
£3000 x 61-1/2"
£0900
£1200
£D-2100 x 5741/2"
0.2500, 87172"
£0-3000, x 6172
ED Super 7-11 x50"
ED$2100) x 57-112"
€DS-2500 x871/2"
EDS-3000 6112"
420 x37-3/4)
25 40.34
30 x 40314
H35 1 36-3/4'
Ha? x 36.3/4"
438 x 38"
Hao x 41-112"
Has 35-12"
525 x 11/2"
H-700 x42
4750 narra
4900 46
H-1000 x ar
#1200 x50
2100 «57-179
1.2500 x 87-172"
MODEL DRUM SIZE
IDECO, continued
20 12318" x ana
M25 12.38" x 40.3/4"
M35, x 40-3/4'
750 x411/2"
Jr. 142800 xs?"
M2500 x57"
Lucky 7-11 x46
HI x ay
dr. Super 7.11 x 50"
Super 711 x50"
Super 750 xara
PR-1050 6.1/2"
RR 1360 x 46-172"
1360S x46-1/2"
‘MID CONTINENT
v0 18"
uss 18"
U20 26.12"
ua 12.3/4"
u30 30
u34 12.3/8
u36 1
u4o 2 <49.1/8""
une 25 x 51-1/2"
U-914A and & 27" x531/4"
ustac 29" x 53-1/4"
1220 2a" x 5
NATIONAL,
T2and T12S 123/84"
16 16"
1.20 and 7-208, 16”
125 15.13/16"
132 16"
a5 18
Helicopter 4.10 18”
40. 15.13/16"
50 16"
50.8 20
55 and 55-P 22"
rs 23.72"
80 25"
208 25"
80-UE 25
190 26-172"
110-M and 110-VE ar
125 28.314"
130 30”
160 36
370 18°
810 and 610-€ 20 x 46.304
1320:DE 30 x56
1320-UE and 1320-M 30 x56
1625-DE 36 xe1-1/4
1625.M 36 x61-1/6
One
26 24" x36"
96 30” “ay”
ea. 16" x 26-112"
527 16
66 20)
860 22"
760
360
£2000
E3000
2000
M3000
19
MODEL DRUM SIZE
‘IME DRAWWORKS.
SEE 500 18 x36
SEE 750 18 x36)
POOL 750 18 x38)
7505. 20 x36
sis 20 x36
SL 5 fatter 1/82) 23 xd
POOL 10008 22 xa"
1000 SL 22-172" aa
SL? 22-172" x48
tooo c 25" «50°
SL 1000 P 25" x50"
SD 7e 25 x50
1500 st. 24 x 47-68)
1800 ¢ 27 x50
SL 1500 P. a7 x50
Pool 20008 22-172" x47
2500 M a2 x56
2000 £ 32 x56
3000 32 x56
803 20" x36
S05 22-172" xa
4000 © 42 x72
‘TBA 2000 22.172" x87 5/8
SPENCER-HARRIS
3500 13.9/4" 5 92.3/8
5000 14 330-174"
8000 5 236-374)
7000 15 x40174
WHELAND
B65 21 x40"
B85 2 x37"
8.3200 26 x33"
28-3800 30" x38"
WICH-TEX ROD & TUBING MACHINE
Te2 85/8" x25"
30 85/8" x 315/80"
C60 sto. 1035/4" x37"
C6040 toga" x33"
C6580 123/48" x 3793/16"
C65HD x 37.13/16"
E75 x 42.178"
FS x30"
£90 x40-1/8"
WICH-TEX ROTARY RIGS.
RS 1093/4" x 28.3/8"
Ra 13/4" x 28-114"
AS 1235/4" x 2058
RG 16" x 283/68
WILSON
"75" Winchmobile x42"
Super Winchmobile 39.172
65 x 39-172 or 35”
65P x39-1/2"
6 x42
5p. x 39-172"
90 (Super Giant)
120 (Super Atlash
150A (Super Titan "56")
250 (Super Titan "66")
TON-MILES FOR JARRING DOWN
(BUMPER JARS)
Chart Is For One Pull”
(Pulls from zero load to pipe weight plus & stroke and back)
“Example Number 1. If approximately 26 pulls are made on 12.000’ of clear 5 (19.54) pipe
the ton-miles accumulated are:
505 x 2
13 ton- miles
Exemple Number 2: If approximately 100 pulls are made on 20,000 of clear 4-1/2" (16 6#) pipe.
the ton-miles accumulated are
1.59 x 100 = 159 ton-mies,
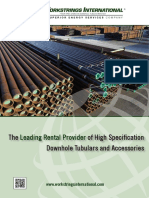
TON-MILES FOR JARRING UP.
(on Jars)
Chart Is For One Pull”
(Pull is from 20,000 tbs. under pipe weight to 70,000 ibs. over pipe weight and back)
eee ee ae gE
ae Drill Pipe Size lin.) and Weight (lb/ft)
Length are lsi2 a2] « [eve lere] 6 [eae ]ei2 ese
(Feet) 133 | 185 | 140 | 166 | 200 | 195 | 219 | 247 | 262
7.009) ois 018 fore] ore] 13] ora] ois] 012] 012
2.000] 044] 039) 043] 039] 033} osa] 033] 030] 031
3.000] ove} 068] o74| osa| 059} 061} ‘o58] 055] 056
4.009} ig] 103] 111} toa} 082 | 095] 091] 086] 089
5.000 18] 145} ‘ts5] 146{ 131] 195] 131] 124] 128
6.000] 203] 192] 205] 195] 176] tet} 176] 168! 173
7.000] 267) 247] 262] 251] 228] 23a] 229] 219] 228
8.009] 331) 307 | 32] 313] 286] 293] 268] 277] 225
3.000] 401} 37a] 395] 382] 350] 359] 353) 341] 351
10.000] a7e{ 487] arr! a57| 21 | 31} 325] ari | 24
11,009] sei! 526] soa] 539] aos} sio] soa] ae] 504
12.009] 650) 612] 622} 62a] sei] 595] seo] 571] 590
13.009] rae] 704] 738] 723] 671] 685] 81] 661] 683
14.000} 105. 248] g02! sao] 925| 767] 754] 720] 758) 763
15.000] 1.17 987] vos] 968] 933] 870} seo] aes] g61| aso
16,000 1.30 307 | 1.02 | 108 | 105 | 978] 100 | 996] 870] 100
17,000] 144 19 faa fase fray fos faaz fais | vos | 12
18.000] 1.58 132 | 126 131 frg0 [122 fiz faze Paar | 125
19.000] 172 146 f 139 fras fas faze |ra7 | 137 | 134 | 138
20.000] 1.88 160 | 152 isa |rs7 [ras [isi | ist far | 152
21.000] 2.04 174 | ver J 173 | 172 | 162 | 165 | 165 | 162 | 167
22.000] 2.21 190} 181 | res J res {77 fro | reo | 176 | ia
23.000] 2.38 206 | 197 | 205 | 20a | 192 [196 | 196 | 192 | 198
24.000] 2.56 223 | 219 |221 | 220 | 208 J212 | 212 | 208 | ats
25.000] 2.74 240 | 230 [239 | 23a | 22a |229 | 230 | 225 | 233
26 000] 294 288] 247 | 256 | 256 | 242 | 247 | 247 | 242 | 251
27.000] 3.13 276 | 265 [275 | 275 | 260 | 265 | 266 | 260 | 289
28.000] 334 296 | 286 |294 | 293 | 278 | 204 | 285 | 279 | 260
28.000] 3.55 315 | 303 | 314 | 314 | 297 | 303 | 30a | 299 | 309
30,000] 277 336 | 323 [335 | 33s | 317 | 332 | a25 | 319 | 330
Example Number 1 If approximately 26 pulls are made on 12,000’ of clear 5° 119.5 # pine.
the ton-miles aceumuleted are
595% 25 = 15 ton-mies
Example Number 2 if approximately 100 pulls are made on 20.000 of clear 4-1/2" (16 641 pipe.
the ton-miles accumulated are
1187x100 = 157 ton-mi
TON-MILES FOR WORKING CASING
{Based on 30° Travel)”
Weight Indicator Reading (1.000's of tbs.)
TON-MILES FOR PULLING ON STUCK PIPE
Chart Is For One Pull”
(Pull is from 88% of pipe weight to 100,000 ibs. over pipe weight and back)
“Example Number 1: if approximately 25 pulls ae made on 12,000" of clear 5° (19.54) pine.
ae tile eerste ee ae
Example Number 2: | approximately 100 pulls are made on 20,000" of clear 4-1/2" (16.64) pipe.
ee ee ee
pi Gias
PEE dr3
puree ae, mee Peay mea | mes | geaans paypgebsen|ioal ate _fovaal seal Bf] ommre Lo =
—
bitgd:
bagi ié
eteireactieas
Pays 36
pte taet tae
You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Bits Catalog PDFDocument87 pagesBits Catalog PDFHarsha ChowdaryNo ratings yet
- 02 - WellSharp Drilling Supervisor - Day 1 Pre - CourseDocument5 pages02 - WellSharp Drilling Supervisor - Day 1 Pre - CourseAdolfo Angulo100% (1)
- Drilling and Well Operations - D-010r1Document39 pagesDrilling and Well Operations - D-010r1jorge_h_riveroNo ratings yet
- 11th Ed UpdateDocument80 pages11th Ed UpdateGeorge IkpeNo ratings yet
- 778aa PDFDocument263 pages778aa PDFGeorge IkpeNo ratings yet
- 778aa PDFDocument263 pages778aa PDFGeorge IkpeNo ratings yet
- Choke and Kill Manifolds - BRDocument12 pagesChoke and Kill Manifolds - BRkalyanvarmanNo ratings yet
- 3.5 Eue 9.3 L80 TubingDocument1 page3.5 Eue 9.3 L80 TubingGeorge IkpeNo ratings yet
- Basic Oilfield CalculationsDocument17 pagesBasic Oilfield CalculationsGeorge IkpeNo ratings yet
- 778aa PDFDocument263 pages778aa PDFGeorge IkpeNo ratings yet
- Bits Catalog PDFDocument87 pagesBits Catalog PDFHarsha ChowdaryNo ratings yet
- Drilling and Well Operations - D-010r1Document39 pagesDrilling and Well Operations - D-010r1jorge_h_riveroNo ratings yet
- 1 PBDocument8 pages1 PBGeorge IkpeNo ratings yet
- 19 DP 5 01Document2 pages19 DP 5 01George IkpeNo ratings yet
- 38-Drill Pipe-5875-01Document2 pages38-Drill Pipe-5875-01zainalharrisNo ratings yet
- 3.5 Eue 9.3 L80 TubingDocument1 page3.5 Eue 9.3 L80 TubingGeorge IkpeNo ratings yet
- Procedimiento Simplex RevisadoDocument6 pagesProcedimiento Simplex RevisadoBeatriz TerrazasNo ratings yet
- GrantPrideco Drill Pipe Data TablesDocument24 pagesGrantPrideco Drill Pipe Data TablesMaximo Biarrieta RodriguezNo ratings yet
- AC and DC Drives For Oil DrillingDocument24 pagesAC and DC Drives For Oil DrillingSilviu ColeaNo ratings yet
- Fundamentals of Onshore DrillingDocument53 pagesFundamentals of Onshore DrillingshaileshNchaudharyNo ratings yet
- 38-Drill Pipe-5875-01Document2 pages38-Drill Pipe-5875-01zainalharrisNo ratings yet
- Well - Control - FormulasDocument3 pagesWell - Control - FormulasGeorge IkpeNo ratings yet
- Surface BOP Task Force To Set Guidelines For Use: 32 May/June 2003Document2 pagesSurface BOP Task Force To Set Guidelines For Use: 32 May/June 2003George IkpeNo ratings yet
- Expansion JointDocument3 pagesExpansion JointGeorge IkpeNo ratings yet
- Pineapple: Organic Farming in The Tropics and SubtropicsDocument36 pagesPineapple: Organic Farming in The Tropics and SubtropicsHolger KahlNo ratings yet
- Hammer Union PresentationDocument17 pagesHammer Union PresentationDaniel100% (1)
- Shut in Procedures PDFDocument71 pagesShut in Procedures PDFRichard Reiersen100% (3)
- Alarabia Co Rigs PDFDocument20 pagesAlarabia Co Rigs PDFGeorge IkpeNo ratings yet
- Blood Pressure ControlDocument8 pagesBlood Pressure ControlGeorge IkpeNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)