You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Company Overview Q3 2011 PDFDocument27 pagesCompany Overview Q3 2011 PDFPiran UmrigarNo ratings yet
- L&T Type 2 Co-Ordination Selection ChartsDocument48 pagesL&T Type 2 Co-Ordination Selection Chartsrdeepak99100% (7)
- SolidWorks Simulation Professional TrainingDocument104 pagesSolidWorks Simulation Professional TrainingAnonymous NonQwK3qL275% (4)
- First Prs EditedDocument38 pagesFirst Prs EditedMathew SebastianNo ratings yet
- Paint ReportDocument31 pagesPaint ReportMark Vincent Esmeralda MamigoNo ratings yet
- IBM Cognos Report Studio - AcademicDocument147 pagesIBM Cognos Report Studio - AcademicYassin RhNo ratings yet
- Synergetics An Introduction Nonequilibrium Phase Transitions and Self Organization in Physics Chemistry and BiologyDocument359 pagesSynergetics An Introduction Nonequilibrium Phase Transitions and Self Organization in Physics Chemistry and BiologygowgiNo ratings yet
- $$ List of Material:: Just For Showing PurposeDocument2 pages$$ List of Material:: Just For Showing Purposenitin_jagtap9495No ratings yet
- Physics Presentation Class 10Document16 pagesPhysics Presentation Class 10Akash SehrawatNo ratings yet
- Blue StarDocument41 pagesBlue Starm kh50% (2)
- Solid Works 2009 English Installation GuideDocument14 pagesSolid Works 2009 English Installation GuideJuliana Szekir BergerNo ratings yet
- Lecture 15Document20 pagesLecture 15Yavuz KaplanNo ratings yet
- Operation & Maintenance Manual: Vertical Shaft Impact CrusherDocument56 pagesOperation & Maintenance Manual: Vertical Shaft Impact CrusherSergeyNo ratings yet
- U551Document16 pagesU551Faber Andres Vidal RuizNo ratings yet
- Connection Steel BCW-01 - 1Document2 pagesConnection Steel BCW-01 - 1duy quang NguyenNo ratings yet
- Duy Nguyen - A Brief Study of Using Membrane Sheel Plate in Assigning A Slab or Wall P and T Consultants Pte LTDDocument9 pagesDuy Nguyen - A Brief Study of Using Membrane Sheel Plate in Assigning A Slab or Wall P and T Consultants Pte LTDxuanquilieuNo ratings yet
- Properties of Fluids: Sample Problems BDocument4 pagesProperties of Fluids: Sample Problems BFronda Jerome BlasNo ratings yet
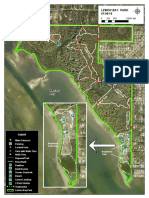
- Lemon Bay Park Florida Map 2018Document1 pageLemon Bay Park Florida Map 2018Kilty ONealNo ratings yet
- H ParameterDocument32 pagesH ParameterG.Kishore Kumar Asst. Professor, ECE DepartmentNo ratings yet
- DC Shunt Motor - Speed Control & Characteristics - Electrical4U PDFDocument4 pagesDC Shunt Motor - Speed Control & Characteristics - Electrical4U PDFIvica IndjinNo ratings yet
- Rocketry R&D Jan2000Document22 pagesRocketry R&D Jan2000fogdartNo ratings yet
- Käyttöohje JLG E3-SarjaDocument70 pagesKäyttöohje JLG E3-SarjaAnonymous R9Lpd68FTANo ratings yet
- MS 7788 1.0 - Schematic PDFDocument33 pagesMS 7788 1.0 - Schematic PDFvinuNo ratings yet
- Catálogo Nord Redutores Aluminio SmoothmotorsDocument28 pagesCatálogo Nord Redutores Aluminio Smoothmotorsleonardo silveiraNo ratings yet
- JW Marriott CaseDocument11 pagesJW Marriott Casegogana93No ratings yet
- Eng Spec 1002 DWDocument1 pageEng Spec 1002 DWDragos CazaceanuNo ratings yet
- PCY M - KAL TH SeriesDocument32 pagesPCY M - KAL TH Seriesวทัญญู ขาวศรีNo ratings yet
- EATONCarterR Hydrant Coupler - API Style - Model 64810Document4 pagesEATONCarterR Hydrant Coupler - API Style - Model 64810Vaeco Đoàn Tncs HcmNo ratings yet
- Eagle 1500V 72: 340-360 WattDocument2 pagesEagle 1500V 72: 340-360 WattClemente ContrerasNo ratings yet