You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Parts Manual Current Products I21Document166 pagesParts Manual Current Products I21juancglugoNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Minimum Pre Commissioning Check List For PumpsetsDocument1 pageMinimum Pre Commissioning Check List For PumpsetssubhashsomaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- CORONA VIRUS Important Insight On PreventionDocument3 pagesCORONA VIRUS Important Insight On PreventionsubhashsomaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Bry Air Minipac BrochureDocument4 pagesBry Air Minipac BrochuresubhashsomaNo ratings yet
- Quality Free Traffic MethodsDocument8 pagesQuality Free Traffic MethodssubhashsomaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- REACTIVE POWER OPTIMIZATIONDocument4 pagesREACTIVE POWER OPTIMIZATIONsubhashsomaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- What Is Lead LightingDocument2 pagesWhat Is Lead LightingsubhashsomaNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- IS 3961-5 (1968): Recommended current ratings for cables, Part 5: PVC insulated light duty cablesDocument18 pagesIS 3961-5 (1968): Recommended current ratings for cables, Part 5: PVC insulated light duty cablessdkarthik12367% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- File 1398157160Document48 pagesFile 1398157160Luis Jesus100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 3 CORE ALUMINIUM POWER CABLES SPECSDocument1 page3 CORE ALUMINIUM POWER CABLES SPECSSonu GoyalNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Technical Datasheet - DWK.O.10.100.37.5.0D.RDocument4 pagesTechnical Datasheet - DWK.O.10.100.37.5.0D.RsubhashsomaNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 3.5 Core Al Xlpe Armd PDFDocument1 page3.5 Core Al Xlpe Armd PDFsubhashsomaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Starting and control of slip-ring induction motorsDocument16 pagesStarting and control of slip-ring induction motorskubik100% (1)
- Is 1255 (1983) PDFDocument90 pagesIs 1255 (1983) PDFArijit DasNo ratings yet
- Domestic Catalogue - KirloskarDocument24 pagesDomestic Catalogue - Kirloskarbsanidhya10No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Easy Gen 1500Document13 pagesEasy Gen 1500subhashsomaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- DG Room Spacing DetailsDocument1 pageDG Room Spacing DetailssubhashsomaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Roma Pricelist 2017 PDFDocument6 pagesRoma Pricelist 2017 PDFsubhashsomaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
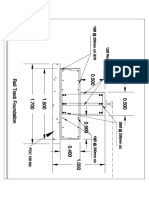
- Rail FoundationDocument1 pageRail FoundationsubhashsomaNo ratings yet
- Multi-stage submersible pump for water supplyDocument4 pagesMulti-stage submersible pump for water supplysubhashsomaNo ratings yet
- Abstract of Is 1255Document6 pagesAbstract of Is 1255Jignesh ParmarNo ratings yet
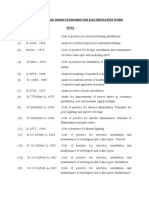
- Applicable Is For Electrifical Work PDFDocument21 pagesApplicable Is For Electrifical Work PDFsubhashsomaNo ratings yet
- Cable Laying SpecificationDocument16 pagesCable Laying SpecificationdavidgarciavazquezNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Ga30+ AtlascopcoDocument114 pagesGa30+ AtlascopcoDamian DanajNo ratings yet
- Cable Laying MethodlogyDocument9 pagesCable Laying MethodlogyVaibhav JainNo ratings yet
- Minimum Wages of LabourDocument1 pageMinimum Wages of LaboursubhashsomaNo ratings yet
- 1997 Guidelines Preparation Project Estimates River Valley ProjectsDocument138 pages1997 Guidelines Preparation Project Estimates River Valley ProjectsPrakash MysoreNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- 4000Lpm at 45 M Head Pump Technical Specifications:-: Total Pump Set Cost:-Rs 6,46,450 /-EachDocument5 pages4000Lpm at 45 M Head Pump Technical Specifications:-: Total Pump Set Cost:-Rs 6,46,450 /-EachsubhashsomaNo ratings yet
- PSS UserGuideDocument15 pagesPSS UserGuideMichael Perez CisternasNo ratings yet
- Substation Inspection Report - KhaliDocument3 pagesSubstation Inspection Report - KhaliRahul GagareNo ratings yet
- Schneider Indicators 03 (1) .01Document77 pagesSchneider Indicators 03 (1) .01Ashish YadavNo ratings yet
- BML MonglaDocument57 pagesBML MonglaStrato VariusNo ratings yet
- TRANSFORMER TESTINGDocument2 pagesTRANSFORMER TESTINGmartins7333% (3)
- CTS2 5unDocument3 pagesCTS2 5unP.p. Arul IlancheeranNo ratings yet
- 16N50Document7 pages16N50Astro Sam HanNo ratings yet
- Perf and PCB Effects Layouts - General Layout NotesDocument2 pagesPerf and PCB Effects Layouts - General Layout NotesBabarNo ratings yet
- Service Manual: TA-DX8Document14 pagesService Manual: TA-DX8Eliel ToledoNo ratings yet
- Designing With Field Effect Transistors 1981 PDFDocument304 pagesDesigning With Field Effect Transistors 1981 PDFDomenico BarillariNo ratings yet
- S1A, S1B, S1D, S1G, S1J, S1K, S1M: Vishay General SemiconductorDocument4 pagesS1A, S1B, S1D, S1G, S1J, S1K, S1M: Vishay General SemiconductoressameldinNo ratings yet
- 300kVA XFMR Installation Project DrawingsDocument5 pages300kVA XFMR Installation Project Drawingsnitroxx7No ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SEMI DUAL VOLTAGE VARIABLE CAP DIODE TECH DATADocument4 pagesSEMI DUAL VOLTAGE VARIABLE CAP DIODE TECH DATAprotonNo ratings yet
- Nenutec Product Catalogue'23 NABM 05NmDocument4 pagesNenutec Product Catalogue'23 NABM 05Nmphuoc le van100% (1)
- SX440 AVR Setup GuideDocument4 pagesSX440 AVR Setup GuideMH..2023No ratings yet
- PF7000 Brochure Drive Frame ADocument4 pagesPF7000 Brochure Drive Frame Aruben alarconNo ratings yet
- Máy cắt trung thế SiemensDocument86 pagesMáy cắt trung thế SiemensBảo ChâuNo ratings yet
- GE Multi-Contact Auxiliary Relay HFA54 ManualDocument12 pagesGE Multi-Contact Auxiliary Relay HFA54 ManualMauricioNo ratings yet
- Solar & Energy Saving ProductsDocument249 pagesSolar & Energy Saving ProductsSeaworks CompanyNo ratings yet
- ITP (Electrical)Document6 pagesITP (Electrical)petroniko8880% (5)
- EC T34 Electronic Devices and CircuitsDocument142 pagesEC T34 Electronic Devices and CircuitsRajesh VJNo ratings yet
- Top 50 electrical machines interview questionsDocument41 pagesTop 50 electrical machines interview questionsDINESHNo ratings yet
- Encounter: Service ManualDocument11 pagesEncounter: Service ManualTur AhyoNo ratings yet
- 3AP1 DTC en - V9 - Epost PDFDocument8 pages3AP1 DTC en - V9 - Epost PDFjoan75No ratings yet
- Module 1Document69 pagesModule 1Nicholas AntonioNo ratings yet
- Cascades - MultisiteReview - ToXeeva - 06092022 - Defect FileDocument102 pagesCascades - MultisiteReview - ToXeeva - 06092022 - Defect FiledeepaNo ratings yet
- Wiring Diagram Program #6: LegendDocument2 pagesWiring Diagram Program #6: LegendHIDRUCOL SASNo ratings yet
- Dl-Qrp-Ag: ZM-4 ATU For Symmetrical and Unsymmetrical AntennasDocument8 pagesDl-Qrp-Ag: ZM-4 ATU For Symmetrical and Unsymmetrical Antennasag1tatorNo ratings yet
- Skm400gal124d Semikron Igbt ModuleDocument6 pagesSkm400gal124d Semikron Igbt ModuleElectronics Learn and FunNo ratings yet
- T V Color Abbreviations: HPCR Engine Powershuttle Transmission 580SN, 580SN-WT AND 590SN Electrical SchematicDocument2 pagesT V Color Abbreviations: HPCR Engine Powershuttle Transmission 580SN, 580SN-WT AND 590SN Electrical SchematicFútbol y másNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)