You might also like
- Presentation PDF Session 15 - Start-Up Commissioning & TroubleshootingDocument84 pagesPresentation PDF Session 15 - Start-Up Commissioning & TroubleshootingMiftah Ali Gilang RamadhanNo ratings yet
- Iso Noremark 2 PDFDocument86 pagesIso Noremark 2 PDFAkhmad MakhrusNo ratings yet
- Vibration Spike During Start-Up of An Integrally Geared CompressorDocument18 pagesVibration Spike During Start-Up of An Integrally Geared CompressorMohammadreza GalebanNo ratings yet
- High Voltage WeldingDocument21 pagesHigh Voltage WeldingLuka Bugarin0% (1)
- 1 13 Plazma Lazer Elektron Isini Saplama Ve Ozel YontemleDocument66 pages1 13 Plazma Lazer Elektron Isini Saplama Ve Ozel Yontemleavciay100% (1)
- Solving The Mysteries of The Fin Pass: ProducingresultsDocument3 pagesSolving The Mysteries of The Fin Pass: ProducingresultswahyoesoemantriNo ratings yet
- Highligts of The HFI ProcessDocument1 pageHighligts of The HFI ProcessavciayNo ratings yet
- Sulzer PresentationDocument52 pagesSulzer PresentationAnil_Nambiaruveetil100% (10)
- 5131 User Tech InfoDocument2 pages5131 User Tech InfoavciayNo ratings yet
- Low Frequency ERW and Lap Welded Longitudinal Seam EvaluationDocument105 pagesLow Frequency ERW and Lap Welded Longitudinal Seam EvaluationavciayNo ratings yet
- Prime Royal KDocument4 pagesPrime Royal KavciayNo ratings yet
- Flywheel: Flywheels-Function Need and OperationDocument11 pagesFlywheel: Flywheels-Function Need and OperationKristian John B Rabino100% (2)
- Procedures For Lube Oil CommissioningDocument3 pagesProcedures For Lube Oil Commissioningavciay100% (1)
- SubmergeDocument6 pagesSubmergeavciayNo ratings yet
- Alloy DesignsDocument82 pagesAlloy DesignsavciayNo ratings yet
- Chapter 3 Geometric Tolerancing FundamentalsDocument49 pagesChapter 3 Geometric Tolerancing FundamentalsnupurvinodNo ratings yet
- Procedures For Lube Oil CommissioningDocument3 pagesProcedures For Lube Oil Commissioningavciay100% (1)
- Elliot YR Steam TurbineDocument20 pagesElliot YR Steam TurbineavciayNo ratings yet
- Babbitted Bearings TCEDocument34 pagesBabbitted Bearings TCEWilliam BelloNo ratings yet
- RE-SPG 31.29.00.00-005 Rev0 Rotor BalancingDocument31 pagesRE-SPG 31.29.00.00-005 Rev0 Rotor Balancingavciay100% (2)
- Elliot YR Steam TurbineDocument20 pagesElliot YR Steam TurbineavciayNo ratings yet
- Mechanical Seal Principles Manual - Chapter 1Document28 pagesMechanical Seal Principles Manual - Chapter 1avciayNo ratings yet
- Galvanic Corrosion Chart ExplainedDocument1 pageGalvanic Corrosion Chart Explainedakalp1005No ratings yet
- Pressure Packing Nitrogen BufferDocument4 pagesPressure Packing Nitrogen BufferavciayNo ratings yet
- Electric MotorsDocument22 pagesElectric Motorsavciay100% (1)
- Cecon Catalog PDFDocument24 pagesCecon Catalog PDFavciayNo ratings yet
- Proddocspdf 2 400Document150 pagesProddocspdf 2 400dvranu15No ratings yet
- Alignment TolerancesDocument1 pageAlignment TolerancesMohsin MurtazaNo ratings yet
- Docs Voith CouplingsDocument39 pagesDocs Voith CouplingsJuan Andres Coello CassinelliNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ECE SAR OldDocument168 pagesECE SAR OldNagaraja RaoNo ratings yet
- 21st Century Literary GenresDocument2 pages21st Century Literary GenresGO2. Aldovino Princess G.No ratings yet
- Greek Myth WebquestDocument9 pagesGreek Myth Webquesthollyhock27No ratings yet
- St. Anthony College Calapan City Syllabus: Course DescriptionDocument6 pagesSt. Anthony College Calapan City Syllabus: Course DescriptionAce HorladorNo ratings yet
- The Joint Force Commander's Guide To Cyberspace Operations: by Brett T. WilliamsDocument8 pagesThe Joint Force Commander's Guide To Cyberspace Operations: by Brett T. Williamsأريزا لويسNo ratings yet
- Safety Data Sheet: 1. Identification of The Substance/preparation and of The Company/undertakingDocument4 pagesSafety Data Sheet: 1. Identification of The Substance/preparation and of The Company/undertakingBalasubramanian AnanthNo ratings yet
- Forecast Time Series-NotesDocument138 pagesForecast Time Series-NotesflorinNo ratings yet
- 24.ratios, Rates and Proportions PDFDocument9 pages24.ratios, Rates and Proportions PDFMilsonNo ratings yet
- Intermediate Accounting 2 - CL NCL Lecture NotesDocument2 pagesIntermediate Accounting 2 - CL NCL Lecture NotesRacheel SollezaNo ratings yet
- SMC Dialog Plus Conversion To Another SMC 8 - 22 - 2014Document15 pagesSMC Dialog Plus Conversion To Another SMC 8 - 22 - 2014vivek kumarNo ratings yet
- Factory Test Report For OPzS 800 EED-20041724 2VDocument3 pagesFactory Test Report For OPzS 800 EED-20041724 2VmaherNo ratings yet
- Dream Life - Allan HobsonDocument307 pagesDream Life - Allan HobsonJose MuñozNo ratings yet
- Andromeda Council About The 4th DimensionDocument11 pagesAndromeda Council About The 4th DimensionWonderlust100% (1)
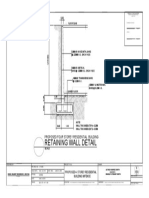
- Retaining Wall DetailsDocument1 pageRetaining Wall DetailsWilbert ReuyanNo ratings yet
- CellphoneBill PDFDocument6 pagesCellphoneBill PDFRaza KhanNo ratings yet
- 0520 Int OTG P4 MSDocument12 pages0520 Int OTG P4 MSTrévina JosephNo ratings yet
- Gartner CRM Handbook FinalDocument0 pagesGartner CRM Handbook FinalghanshyamdassNo ratings yet
- Amazon Invoice Books 4Document1 pageAmazon Invoice Books 4raghuveer9303No ratings yet
- IT-02 Residential StatusDocument26 pagesIT-02 Residential StatusAkshat GoyalNo ratings yet
- INA128 INA129: Features DescriptionDocument20 pagesINA128 INA129: Features DescriptionCDDSANo ratings yet
- Sunera Best Practices For Remediating SoDsDocument7 pagesSunera Best Practices For Remediating SoDssura anil reddyNo ratings yet
- Mechanism of Heat TransferDocument31 pagesMechanism of Heat Transferedna padreNo ratings yet
- 2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?Document2 pages2 Both Texts, and Then Answer Question 1 On The Question Paper. Text A: Esports in The Olympic Games?...No ratings yet
- Mla 8 Mla Citation PageDocument4 pagesMla 8 Mla Citation Pageapi-458274061No ratings yet
- Etherpad Text-Based TutorialDocument5 pagesEtherpad Text-Based Tutorialapi-437836861No ratings yet
- Mark Wildon - Representation Theory of The Symmetric Group (Lecture Notes) (2015)Document34 pagesMark Wildon - Representation Theory of The Symmetric Group (Lecture Notes) (2015)Satyam Agrahari0% (1)
- Ed Brown CatalogDocument44 pagesEd Brown CatalogssnvetNo ratings yet
- Inna Phos Diammonium Phosphate MSDSDocument9 pagesInna Phos Diammonium Phosphate MSDSjosephNo ratings yet
- M.Sc. Agriculture (Agronomy)Document23 pagesM.Sc. Agriculture (Agronomy)Abhishek MauryaNo ratings yet
- Engr2227 Apr03Document10 pagesEngr2227 Apr03Mohamed AlqaisiNo ratings yet