You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CRYOGENICDocument1 pageCRYOGENICvarunNo ratings yet
- Radiography BookDocument40 pagesRadiography BookBijo Mathew100% (1)
- Other Welding Processes - M.Vasudevan-1Document63 pagesOther Welding Processes - M.Vasudevan-1varunNo ratings yet
- Wear & ErosionDocument15 pagesWear & ErosionvarunNo ratings yet
- Manu Fact Ech Lecture 2 and 3Document125 pagesManu Fact Ech Lecture 2 and 3Sasi aeroNo ratings yet
- Shielding GasesDocument26 pagesShielding GasesvarunNo ratings yet
- Manu Fact Ech Lecture 2 and 3Document125 pagesManu Fact Ech Lecture 2 and 3Sasi aeroNo ratings yet
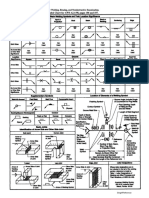
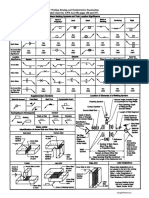
- Welding Symbols PDFDocument2 pagesWelding Symbols PDFvarunNo ratings yet
- Casting DefectsDocument7 pagesCasting DefectsvarunNo ratings yet
- Shielding GasesDocument27 pagesShielding GasesvarunNo ratings yet
- Welding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) YesDocument4 pagesWelding Procedure Specification (WPS) Yes PREQUALIFIED - Qualified by Testing - or Procedure Qualification Records (PQR) Yesvarun100% (1)
- TOEFL Reading ChecklistDocument2 pagesTOEFL Reading ChecklistkishoreNo ratings yet
- TOEFL Speaking RubricsDocument2 pagesTOEFL Speaking RubricsApoorv MahajanNo ratings yet
- Welding Symbols PDFDocument2 pagesWelding Symbols PDFvarunNo ratings yet
- AWS Welding Symbols PDFDocument2 pagesAWS Welding Symbols PDFvarunNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- Is 4853 1982 PDFDocument20 pagesIs 4853 1982 PDFvarunNo ratings yet
- Is - 2062.2011 PDFDocument17 pagesIs - 2062.2011 PDFN GANESAMOORTHYNo ratings yet
- 3d Printing ProcessDocument24 pages3d Printing ProcessvarunNo ratings yet
- Iso-648 Laboratory Glassware - Single-Volume PipettesDocument18 pagesIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyNo ratings yet
- Fly by WireDocument26 pagesFly by WirevarunNo ratings yet
- Weldability of Materials SteelsDocument7 pagesWeldability of Materials SteelsvarunNo ratings yet
- 05 - Phase Transformation in Welding PDFDocument36 pages05 - Phase Transformation in Welding PDFIrfan KhanNo ratings yet
- Asme Ix QW PDFDocument183 pagesAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- Formation of Partially Melted Zone and It's DifficultiesDocument18 pagesFormation of Partially Melted Zone and It's DifficultiesvarunNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gas Generator Set G3516: Standby PowerDocument4 pagesGas Generator Set G3516: Standby PowerGeneral-Turbos Machinery100% (4)
- JavaScript and XHTML DocumentsDocument40 pagesJavaScript and XHTML Documentstech2click100% (3)
- RFID Based Vending MachineDocument3 pagesRFID Based Vending MachineEditor IJTSRDNo ratings yet
- Smore StoichiometryDocument4 pagesSmore Stoichiometry임민수No ratings yet
- DSR Cabos SinteticosDocument28 pagesDSR Cabos SinteticosFabian Andres CelyNo ratings yet
- Accessing Cluster Tables in SAPDocument5 pagesAccessing Cluster Tables in SAPrajeshb4usNo ratings yet
- Loctite Instant Adhesives: Instant Solutions in Every DropDocument9 pagesLoctite Instant Adhesives: Instant Solutions in Every DroptejassidhpuraNo ratings yet
- 555 - 00028 Material Review Board Process Flow and Visual Managment1Document14 pages555 - 00028 Material Review Board Process Flow and Visual Managment1Samsung Joseph0% (1)
- Classic Petrol 35 SDocument10 pagesClassic Petrol 35 S5432167890OOOONo ratings yet
- Sony FDR AX1 - E ProDocument68 pagesSony FDR AX1 - E ProTodorNo ratings yet
- Progressreport WritingDocument16 pagesProgressreport WritingSheraz AliNo ratings yet
- Anionic PolymerizationDocument7 pagesAnionic PolymerizationMuhammad FarooqNo ratings yet
- Au GP1012 PDFDocument1 pageAu GP1012 PDFAkmalNo ratings yet
- Get TRDocDocument185 pagesGet TRDockfrisch1229No ratings yet
- Class Flanges Bolt Torque Loads PDFDocument2 pagesClass Flanges Bolt Torque Loads PDFHomer SilvaNo ratings yet
- Technical Sheet of EI2 60 Handed DoorDocument1 pageTechnical Sheet of EI2 60 Handed DoorTaoufikAzarkanNo ratings yet
- Harman-Kardon Hk-3490 SM 1Document70 pagesHarman-Kardon Hk-3490 SM 1ymitevNo ratings yet
- Clase N 5Document4 pagesClase N 5Xthian Vidal CortezNo ratings yet
- RDMC - Cairo Metro Line-3 Checklist 03-02: Rail - Greasy Status Check PreventiveDocument1 pageRDMC - Cairo Metro Line-3 Checklist 03-02: Rail - Greasy Status Check PreventiveMina AlbertNo ratings yet
- Username and Password: ' 'These Codes Will Create A Logon Using Inputboxes That IS Case Sensitive. 'Document3 pagesUsername and Password: ' 'These Codes Will Create A Logon Using Inputboxes That IS Case Sensitive. 'Nanda KumarNo ratings yet
- C Library Math.h Functions - GeeksforGeeksDocument11 pagesC Library Math.h Functions - GeeksforGeeksSoumadip Banerjee100% (1)
- 03-Application List Moto, ATVDocument97 pages03-Application List Moto, ATVΗλίας ΓεωργιάδηςNo ratings yet
- EIA/TIA 568A Wiring Standard EIA/TIA 568B Wiring StandardDocument3 pagesEIA/TIA 568A Wiring Standard EIA/TIA 568B Wiring Standardavnish100No ratings yet
- 7.3.2.3 Packet Tracer - Configuring RIPng InstructionsDocument3 pages7.3.2.3 Packet Tracer - Configuring RIPng InstructionsCristian GarciaNo ratings yet
- The Visual Basic Editor: School of ConstructionDocument43 pagesThe Visual Basic Editor: School of Constructionavdesh7777No ratings yet
- Vtu HR Project On Employee Job Satisfaction.Document70 pagesVtu HR Project On Employee Job Satisfaction.Naveen Babu DNo ratings yet
- Ingersoll PDFDocument76 pagesIngersoll PDFTirso ArteroNo ratings yet
- Mini-Round-Abouts For The Us SawersDocument5 pagesMini-Round-Abouts For The Us Sawerswera-delagarza3536No ratings yet
- Flocon MC11: Membrane Cleaner For Organics and ParticulatesDocument2 pagesFlocon MC11: Membrane Cleaner For Organics and ParticulatesCyrilDepalomaNo ratings yet
- Rexroth CDB01 CSB01 CSH01 Project Planning ManualDocument198 pagesRexroth CDB01 CSB01 CSH01 Project Planning Manualdhanita yNo ratings yet