You might also like
- Design of Support System and Stability Evaluation PDFDocument14 pagesDesign of Support System and Stability Evaluation PDFKushana SaikirannNo ratings yet
- Lecture Notes On Remote Sensing & Gis: IV B. Tech II Semester (JNTU (A) - R13)Document13 pagesLecture Notes On Remote Sensing & Gis: IV B. Tech II Semester (JNTU (A) - R13)Kushana SaikirannNo ratings yet
- Analysis of Roof Bolt Systems: January 2005Document9 pagesAnalysis of Roof Bolt Systems: January 2005Kushana SaikirannNo ratings yet
- Eom3 PDFDocument24 pagesEom3 PDFKushana SaikirannNo ratings yet
- Remote Sensing Sensors: GNR401 Dr. A. BhattacharyaDocument24 pagesRemote Sensing Sensors: GNR401 Dr. A. BhattacharyaKushana SaikirannNo ratings yet
- Interview SkillsDocument15 pagesInterview SkillsKushana SaikirannNo ratings yet
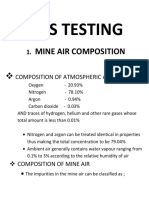
- GAS TESTING by N.C. KARMAKARDocument8 pagesGAS TESTING by N.C. KARMAKARKushana Saikirann100% (3)
- Eom2 PDFDocument23 pagesEom2 PDFKushana SaikirannNo ratings yet
- Gas Monitoring and Testing in Underground Mines Using Wireless Technology IJERTV6IS010306 PDFDocument5 pagesGas Monitoring and Testing in Underground Mines Using Wireless Technology IJERTV6IS010306 PDFKushana SaikirannNo ratings yet
- Hydraulic Powerpack 2Document58 pagesHydraulic Powerpack 2Kushana Saikirann100% (2)
- Hydraulic PropDocument19 pagesHydraulic PropKushana Saikirann100% (1)
- A Study On Influence of Density and Viscosity of Emulsion Explosive On Its Detonation VelocityDocument21 pagesA Study On Influence of Density and Viscosity of Emulsion Explosive On Its Detonation VelocityKushana SaikirannNo ratings yet
- Accidents Due To Fires in MinesDocument18 pagesAccidents Due To Fires in MinesKushana SaikirannNo ratings yet
- What Is Destructive Distillation of CoalDocument2 pagesWhat Is Destructive Distillation of CoalKushana SaikirannNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tree of LifeDocument909 pagesTree of LifeMariza D. KabamaruNo ratings yet
- BL Bosch Esp 5.3Document55 pagesBL Bosch Esp 5.3Abi ArbianaNo ratings yet
- DEP Spec IndexDocument33 pagesDEP Spec IndexAzhar AhmadNo ratings yet
- 1-S2.0-S1877042812020769-Main - Rail LogisticDocument4 pages1-S2.0-S1877042812020769-Main - Rail LogisticDodi Julianto فاصلNo ratings yet
- JTlecture 01 PrintDocument17 pagesJTlecture 01 PrintJae-Soo ChangNo ratings yet
- CENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidDocument22 pagesCENG 6302 Pavement Analysis and Design Chapter 7 Overview of RigidThe HackerNo ratings yet
- Essential Real AnalysisDocument459 pagesEssential Real AnalysisPranay Goswami100% (2)
- Pilot Checklist CompleteDocument123 pagesPilot Checklist CompletetachelmemoriesNo ratings yet
- TroxerutinDocument3 pagesTroxerutincarlosNo ratings yet
- Assignment - 1 3Document4 pagesAssignment - 1 3R SujithNo ratings yet
- Second Quantization Representation For Classical Many-Particle System PDFDocument14 pagesSecond Quantization Representation For Classical Many-Particle System PDFAzhar MahmoodNo ratings yet
- Female Sex HormonesDocument30 pagesFemale Sex HormonesMagdy El-GammalNo ratings yet
- A Survey of Techniques and Challenges in UnderwaterDocument60 pagesA Survey of Techniques and Challenges in UnderwaterAjay SinghNo ratings yet
- Lecture 1 - Introduction-1Document19 pagesLecture 1 - Introduction-1Akber AnwarNo ratings yet
- Breast Cancer Awareness Thesis StatementDocument4 pagesBreast Cancer Awareness Thesis Statementhmnxivief100% (1)
- Motivational Letter: Pavel JahodaDocument1 pageMotivational Letter: Pavel JahodaPanda wNo ratings yet
- Eden For Grown-Ups: Toward A New Ethic of Earth, of Sex, and of CreationDocument7 pagesEden For Grown-Ups: Toward A New Ethic of Earth, of Sex, and of CreationNYU Press86% (7)
- Micro Cold Storage: Ecozen SolutionsDocument2 pagesMicro Cold Storage: Ecozen SolutionsVikram DeshmukhNo ratings yet
- Medical MnemonicsDocument107 pagesMedical MnemonicsdrabuelaNo ratings yet
- Heron of Alexandria-Math Contributions-Square Root Method and Area of A TriangleDocument11 pagesHeron of Alexandria-Math Contributions-Square Root Method and Area of A TriangleDr Srinivasan Nenmeli -KNo ratings yet
- Torrico ReinforcedConcrete 01 PDFDocument8 pagesTorrico ReinforcedConcrete 01 PDFNajib A. CasanNo ratings yet
- Diesel Power Plant Operation and Maintenance NC IIDocument64 pagesDiesel Power Plant Operation and Maintenance NC IIMonica D'gorgeous100% (2)
- Astm D 4221 99 Doble Hidrometro PDFDocument3 pagesAstm D 4221 99 Doble Hidrometro PDFHayatoNo ratings yet
- Diagnostics: Efficiently Classifying Lung Sounds Through Depthwise Separable CNN Models With Fused STFT and MFCC FeaturesDocument12 pagesDiagnostics: Efficiently Classifying Lung Sounds Through Depthwise Separable CNN Models With Fused STFT and MFCC FeaturesJehad Ur RahmanNo ratings yet
- H WDocument5 pagesH Wlashaunlewis.stu2019No ratings yet
- Tunnel Diode 87Document23 pagesTunnel Diode 87Rudra BhartiNo ratings yet
- JD 90 - 40 Rows 3 - 6 On 8 RowDocument7 pagesJD 90 - 40 Rows 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- Sps. Ermino v. Golden VillageDocument2 pagesSps. Ermino v. Golden Villagejanine nenaria50% (2)
- Yoga For Problems of EyesDocument52 pagesYoga For Problems of EyesArun Thulasi100% (2)
- Aahar 2024 Hallwise List of ParticipantsDocument102 pagesAahar 2024 Hallwise List of ParticipantsDeepak J SharmaNo ratings yet