Professional Documents
Culture Documents
(Asce) Ae 1943-5568 0000053
(Asce) Ae 1943-5568 0000053
Uploaded by
hemalattha sekarOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
(Asce) Ae 1943-5568 0000053
(Asce) Ae 1943-5568 0000053
Uploaded by
hemalattha sekarCopyright:
Available Formats
Case Study
Lean Management and Low Carbon Emissions
in Precast Concrete Factories in Singapore
Peng Wu1 and Sui Pheng Low2
Abstract: Many studies have investigated the benefits that can be achieved through the use of the lean production philosophy to meet the
challenges of sustainable development. These benefits include reduced waste, lead time, inventory, and improved efficiency. Because of the
rising recognition of global climate change, this paper aims to identify the contribution of the lean production philosophy to environmental
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
sustainability in precast-concrete factories, using CO2 emissions as the indicator. This study adopts a weighted-factor model comprising 17
precasters in the Singapore precast-concrete industry. Two stages in the production cycle are investigated using the weighted-factor model:
site layout management and delivery management. The results indicate that there are many non-value-adding activities in the precast-concrete
production process that contribute to an increase in the level of carbon emissions. Large storage area, large quantity supply base, lack of just-
in-time (JIT) sourcing with the suppliers, and a lean workforce appear to be the most important non-value-adding activities in site layout
management and delivery management. The analysis provides good-practice guidance and can be used as a checklist for precasters to identify
the non-value-adding activities in the precast-concrete production process to achieve low-carbon production. The results will also be useful
for regulatory agencies to provide recommendations for the precast-concrete industry to reduce carbon emissions. DOI: 10.1061/(ASCE)AE
.1943-5568.0000053. © 2012 American Society of Civil Engineers.
CE Database subject headings: Sustainable development; Concrete; Fabrication; Climate change; Emissions; Singapore.
Author keywords: Sustainability; Concrete fabrication; Prefabrication; Climate change; Lean.
Introduction emissions (Worrell et al. 2001a). The manufacturing of raw mate-
rials (e.g., cement and steel) and chemicals have a considerable
Climate change has emerged as one of the most pressing environ- impact on CO2 emissions (Worrell et al. 2001b). The transport
mental issues in recent years (Building Research Establishment of raw materials, such as cement, aggregates, and steel, is energy-
2004). Billions of people are exposed to natural disasters that intensive, particularly for countries like Singapore that heavily rely
are caused by global climate change, which takes lives, damages on the import of raw materials. The on-site construction of build-
infrastructures, disrupts economic activities, and threatens social ings is not always effective and may generate unnecessary carbon
development (Pelling et al. 2004). The global average sea level emissions. In addition, the maintenance of buildings consumes
has risen since 1960 at an average rate of 1:8 mm∕year; and since significant energy with respect to heating, lighting, and air
1993 at 3:1 mm∕year, which has considerable impact on future conditioning.
development—especially in countries like Singapore that are sur- As the largest source of carbon emissions, the building and con-
rounded by the sea on three sides (Intergovernmental Panel on struction industry is now under increasing pressure to take environ-
Climate Change 2007). The worst-case predictions for rising sea mental considerations seriously in the decision-making process
levels in the Thames Estuary will see the level of the river rise (American Institute of Architects 2007). Precast-concrete products
by up to four meters by 2100; eventually, large parts of London— can be adopted by the construction industry to meet such chal-
one of the world’s business capitals—would be under water (Tang lenges. Prefabrication systems are believed to have the potential
and Yeoh 2007). for better environmental performance (e.g., Sanders and Phillipson
The construction industry contributes to an increase in the level 2003; Gorgolewski 2005; Tam et al. 2006). Glass (2000) observed
of carbon emissions in many ways (Kruse 2004). For example, the that the market for precast concrete was rising because of the large
cement section alone accounts for 5% of global man-made CO2 demand for prefabricated housing in the UK, Germany, the
Netherlands, and other developed countries. However, there remain
1
Faculty of Sciences, Engineering and Health, Central Queensland many areas in prefabrication systems that can be improved by the
Univ., Rockhampton, QLD 4701, Australia; formerly Ph.D. Candidate, lean production philosophy to achieve sustainability, such as site
Dept. of Building, School of Design and Environment, National Univ. layout (Low and Mok 1999), work flow (Ballard et al. 2003),
of Singapore, 4 Architecture Drive, Singapore 117566, Singapore (corre- and inventory control (Ko 2010). However, as Picchi and Granja
sponding author). E-mail: p.wu@cqu.edu.au (2004) commented, lean applications in manufacturing and at
2
Professor, Dept. of Building, School of Design and Environment, the construction sites are usually very fragmented; lean tools de-
National Univ. of Singapore, 4 Architecture Drive, Singapore 117566, signed on the basis of a broader lean system analysis was necessary
Singapore. E-mail: bdglowsp@nus.edu.sg for more significant results. Tam et al. (2007) also commented that
Note. This manuscript was submitted on November 22, 2010; approved
on July 19, 2011; published online on July 21, 2011. Discussion period
for an effective and efficient application of prefabrication in the
open until November 1, 2012; separate discussions must be submitted construction industry, the environment should be placed as the first
for individual papers. This paper is part of the Journal of Architectural priority. This research therefore aims to: (a) examine the perfor-
Engineering, Vol. 18, No. 2, June 1, 2012. ©ASCE, ISSN 1076-0431/ mance of the precasters in Singapore with respect to a few lean
2012/2-176–186/$25.00. pillars, such as uninterrupted work flow and just-in-time (JIT)
176 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
sourcing; (b) identify and rank the non-value-adding activities in share of non-value-adding activities, variability, and cycle time;
the precast-concrete production cycle from the lean perspective; simplifying by minimizing the number of steps; increasing flexibil-
and (c) investigate the general procedure to manage these non- ity and transparency; and continuous improvement. These princi-
value-adding activities to achieve low carbon production. The ples were supported by many lean techniques, such as just-in-time
non-value-adding activities identified in this paper can help guide (Ohno 1988), total quality control (Shingo 1988), value-based man-
precasters’ decision-making process to meet the challenges of agement (Carothers and Adams 1991), visual management (Greif
global climate change. 1991), total productive maintenance (Nakajima 1988), and em-
ployee involvement (Stendel and Desruelle 1992). Liker (2004)
also proposed 14 management principles that were derived from
Lean Production Philosophy the Toyota production system (e.g., continuous improvement and
respect for people), and stated that lean production was actually
Lean production philosophy is believed to have its origin in the invented by Toyota. The core of the lean production philosophy
Toyota production system. According to Howell (1999), lean pro- remains the same, i.e., to eliminate non-value-adding activities
duction was developed at Toyota by engineer, Ohno. The term and to increase the efficiency of value-adding activities at the same
“lean” was coined by the research team working on international
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
time. Despite these principles and techniques derived from the lean
automobile production to reflect both the waste-reduction nature of production philosophy, partial implementations of lean thinking—
the Toyota production system and to contrast it with the craft and particularly organizational or relational aspects—have been devel-
mass forms of production (Womack et al. 1990). The core of the oped and used on complex, uncertain, and quick projects (Howell
lean production philosophy is the observation that there are two and Ballard 1998). However, these partial implementations focused
aspects in all production systems: conversions and flows (Koskela mainly on the improvement of project performance through the ap-
1992). Conversion activities refer to those which add value to the plication of new tools and methodologies, leaving aside organiza-
product or process. On the other hand, flow activities refer to non- tional and human issues (Pavez and Alarcón 2006). Garnett et al.
value-adding activities, which consume time, costs, and resources, (1998) commented that the construction was simply seen as a num-
but do not add value to the product or process. ber of disjointed conversion processes. A holistic approach was
Traditional construction activities are controlled by planning needed to overcome the fragmented nature of the construction in-
that determines the sequence and time of the activities. Cost reduc- dustry. Picchi and Granja (2004) stated that lean applications in
tion can therefore be achieved by accelerating activities. However, manufacturing and in the construction sites were usually very
under lean thinking, waste also includes costs that can be avoided if fragmented, such that lean tools designed on the basis of a broader
appropriate planning is conducted at the beginning. Cost reduction lean system analysis was necessary for more significant results.
is not only achieved by accelerating activities, but also by meeting The premise of this paper is to illustrate that, when applying the
customer requirements in zero time with nothing in storage (Howell lean concept to address environmental issues in precast-concrete
and Ballard 1998). The tenets of lean thinking and lean production factories, a more systematic approach should be used in the pro-
were drawn by Womack and Jones (1996), as follows: duction cycle, rather than using the lean techniques as stand-alone
1. Specify value by product. Value is defined by the customer and applications.
lean thinking should start with the conscious attempt to pre-
cisely define value in terms of specific products with specific
capabilities, offered at specific prices, through a dialogue with Lean and Prefabrication
specific customers.
2. Identify the value stream. This tenet focuses on the time and A value stream is a collection of all actions (value-added as well as
method upon which the values established in the first tenet can non-value-added) that are required to bring a product (or a group of
be realized. A value-stream mapping process can be adopted to products that use the same resources) through the main flows, start-
help project managers identify the hidden issues that will hin- ing with raw materials and ending with the customer (Rother and
der the flow of the activities. Shook 1999). Value-stream mapping (VSM) is of critical impor-
3. Make production flow. Making production flow means that the tance to identify value and waste in process analysis (Rother and
production process should not be interrupted. The products Shook 1999; Hines and Taylor 2000; Rother and Harris 2002; Liker
that have been produced in factories should be in constant 2004). VSM aims to identify all types of waste in the value stream
motion without stopping. However, according to Ballard and to eliminate these by the following steps (Rother and Shook
and Howell (1998), current construction planning systems 1999):
are unable to produce a reliable flow of work, therefore leading 1. Choose a particular product as the target for improvement;
to buffers or wasted capacity. 2. Draw a current-state map, that is essentially a snapshot captur-
4. Act at the pull of the customer. This concept is closely related ing how processes are currently being done; and
to the “pull” system, which is derived from the Toyota produc- 3. Identify the non-value-adding activities in each value stage.
tion system. The term “customer” used in this tenet can be ex- Precast-concrete production involves many activities, including
tended to a broader perspective. It usually refers to the ultimate ordering raw materials, setting up the molds, and managing the
users of the product. In a perspective, each work station can be stocks. The Construction Industry Research and Information Asso-
identified as a “customer” and its requirements can flow back ciation (1995) classified the life cycle of construction materials into
to previous work stations to regulate their activities. three stages: production, in-service use, and after use. Production
5. Purse perfection, custom product, zero-time delivery, and noth- includes the extraction of raw materials, storage, transportation,
ing in stores. By following tenets 1–4, a lean environment can process, and packaging. Examined using a “cradle-to-gate” con-
be created to support a production system with perfect quality cept, the production activities in precast-concrete factories can
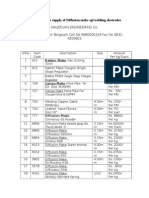
and no inventory. therefore be categorized into four phases, which are (1) site layout
The lean production philosophy has many other interpretations. management, (2) delivery management of raw materials, (3) pro-
Koskela (1992) identified 11 principles that were essential to duction management, and (4) stock management (Rebitzer et al.
the lean production philosophy, which included: reducing the 2004). These four phases are illustrated in Fig. 1.
JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012 / 177
J. Archit. Eng., 2012, 18(2): 176-186
Site-layout management: The precast-concrete factory is de- Table 1. Profile of Respondents
signed for production activities. The site layout of the factory Financial Total number listed Number of precasters
may affect the overall efficiency and energy consumption of the grade in the directory interviewed Response rate
production process, and this is the stage where site-layout manage-
ment is applied. The lean production philosophy has proven effec- L6 9 8 88.89%
tive to improve site layout. Low and Mok (1999) found that the L5 4 4 100%
prefabrication yard can be improved by the lean principles to im- L4 2 2 100%
prove productivity. Salem et al. (2005) stated that the benefits from L3 3 3 100%
implementation of the 5S principles derived from the lean concept L2 0 Not applicable Not applicable
included improved safety, productivity, quality, and creation L1 2 0 0
of space.
Delivery management: How the precasters manage order and
delivery may affect the level of carbon emissions. The delivery November 2009 to April 2010, the 20 precasters listed in the
should be managed in such a way that it will not cause disruptions directory were approached by e-mail and telephone. Because of
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
to other production activities in the precast-concrete factory. the complexity of the questionnaire, semistructured interviews
Tommelein and Li (1999) proposed a just-in-time (JIT) delivery were requested with either the production managers or site manag-
system so that the materials brought to their location were installed ers of the factories. A total of 17 responses were received. The re-
immediately upon arrival to avoid overproduction and delayed de- sponse rate was 85%. The 17 precasters were involved in the
livery. Many other studies have proven that by using JIT sourcing, precast-concrete industry for decades, producing a wide range of
raw material stocks, scrap, and supplier costs could be significantly precast-concrete products, such as hollow cores, staircases, and
reduced (Ansari and Modarress 1987, 1988; Raia 1990; Das and window frames. The two precasters with the lowest financial grade
Handfield 1997). (L1) were not included in this study because they did not want to be
Production management: The prefabrication production process interviewed. As seen in Table 1, the fieldwork included nearly all
transforms raw materials into finished products, which usually in- precasters in the highest financial grade. The information obtained
cludes setting up molds, fixing of rebars, concreting, demoulding, through the semistructured interviews should therefore provide a
and quality checks. Ballard et al. (2003) applied the lean principles fair representation of the Singapore precast-concrete industry.
to a work flow and found that substantial improvements in perfor- In the fieldwork, a comprehensive list of non-value-adding
mance could be achieved with little capital investment and without activities from the lean perspective was first obtained through
changing technology or how specific operations were performed. literature review. Pilot studies were also conducted in two precast-
Ballard and Arbulu (2004) stated that value-stream mapping could concrete factories in Singapore to enrich the list and to identify
be used to reduce prefabrication lead times. Nahmens (2009) found the value stream of precast-concrete production. The list of the
that it was a natural extension to apply the lean concept to achieve non-value-adding activities followed the value stream of precast-
green production and construction. By applying the lean concept to concrete production and included four sections: site-layout man-
a production line, 6.5–9 people (labor waste), 12% space (equip- agement, delivery management, production management, and stock
ment waste), and 10% wallboard (material waste) could be reduced management. The lists of non-value-adding activities in site-layout
(Nahmens 2009). management and delivery management were derived (as shown in
Stock management: Stock management represents the fourth Tables 4 and 6, respectively). Semistructured interviews were re-
value in the overall value stream in precast-concrete production. quested with either the project managers or site managers of the
Because time and energy will be expended when building inventory precasters. Many open-ended and closed-ended questions relating
and singling out the products for delivery, inefficient stock manage- to current production practices were asked from the lean perspec-
ment will obstruct the production process from attaining a low- tive in each value stream to address the first research objective,
carbon target. Ballard et al. (2002) proposed a decoupling buffer i.e., to examine the performance of the precasters in Singapore with
between premanufacturing and manufacturing to reduce inventory. respect to a few lean pillars. The non-value-adding activities were
Ko (2010) found that the pull-based nature of lean production could then rated by the weighted-factor model on the basis of the sugges-
effectively lower the inventory level in precast plants. tion made by Williams (1993), who stated that the risk concept can
Although four value phases were identified and investigated be broken down into two factors: probability (P) and impact (I).
in this study, only the first two value streams—site layout manage- The severity of the risk (S) can therefore be described by multiply-
ment and delivery management—are presented in detail in this ing the probability of occurrence with its corresponding impact, as
paper. Only brief findings relating to production and stock manage- shown in the following equation:
ment are provided. S¼P×I
A five-scale value range was adopted to assess the probability of
occurrence of the non-value-adding activities in the precast-
Research Methodology
concrete production process. The five-scale value range was:
(1) very low; (2) low; (3) medium; (4) high; and (5) very high. Ac-
Data Collection cordingly, the impact associated with the non-value-adding activ-
To identify current non-value-adding activities from the lean per- ities on CO2 emissions was assessed by a five-scale value range,
spective in precast-concrete production, fieldwork, was conducted which was (1) insignificant; (2) minor; (3) moderate; (4) major; and
that aimed to include all precasters located in Singapore. According (5) catastrophic.
to the Building and Construction Authority (2010), there were 20
Data Analysis
registered precasters in the Directory of BCA Registered Contrac-
tors and Licensed Builders. These precasters were classified from The average rating (AR) and standard deviation (SD) of each
L1 to L6 by their financial grade (L1 representing the lowest finan- non-value-adding activity were calculated on the basis of the rat-
cial grade and L6 representing the highest financial grade). From ings from the 17 precasters. The statistical significance between
178 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
different non-value-adding activities was then identified. As the the precasters in Singapore at the time of this study, which may
sample size was small (< 30) with an unknown distribution (nor- impede the delegation of responsibilities. The environmental per-
mal or nonnormal), nonparametric tests were used to identify the formance of the employees was not included in the performance-
statistical significace. Nonparametric tests developed for paired rating systems for all precasters.
samples were adopted to test the significance between two different The environmental performance of the precast-concrete facto-
non-value-adding activities at a 95% confidence interval. The null ries was rarely considered. Only two precasters (11.8%) claimed
hypothesis was that the difference between the two mean values that the environmental performance of the precast-concrete
was zero. If the ρ value was less than 0.05, the null hypothesis could factories was considered when designing the site layout. According
be rejected. In other words, the two non-value-adding activities to these two precasters, consideration of the environmental perfor-
compared in the paired sample were significantly different. mance of the factory was purely voluntary. All precasters stated
that there were no statutory requirements of low-carbon emissions
or low-energy consumption when submitting the design for appro-
Results val. The statutory requirements that must be complied with in-
cluded health and safety [e.g., Workplace Safety and Health Act
2006 (Attorney General’s Chambers 2011)], food hygiene
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
Site-Layout Management
[e.g., Environmental Public Health Regulations 2000 (Attorney
A few general questions related to current site-layout management General’s Chambers 2011)], and occupiers’ liability [e.g., Law of
practices were discussed with the precasters before the non-value- Occupiers’ Liability in Singapore 1985 (Rutter 1985)]. Regulations
adding activities in this value stage were presented for ranking. related to low-energy consumption and low-carbon emissions
These questions are listed in Table 2. The lean concept required [e.g., Singapore’s National Climate Change Strategy 2008 (Minis-
that fundamental problems be identified, evaluated, and addressed try of the Environment and Water Resources 2008)] were purely
(Low and Chan 1996). These questions were therefore designed to voluntary for precaster compliance. Reconstruction has never oc-
examine the performance of the current precast-concrete produc- curred because of a failure to meet these mandatory requirements.
tion activities toward sustainable development with respect to envi- This was a result of the strict regulations in Singapore. Mandatory
ronmental performance. Activities that may cause an increase in regulations had to be complied with before construction permits
energy consumption and carbon emissions were identified in many were issued.
areas, including regulations, human resources, and site-layout de- Changes to the site layout of precast-concrete factories rarely
sign, as shown in Table 2. occurs. Once the factory was designed and constructed, the site-
As seen in Table 2, training programmes for supervisors and layout plan remained stable for quite a long time. All precasters
project managers appear to be insufficient to support a smooth pro- (100%) claimed that the site-layout plans of their factories had
duction flow. Only seven precasters (41.2%) provided enough not changed since the factories were built. However, it seems that
training related to the use of materials, plants, and equipment, there remained a communication gap between the precasters and
which are all important areas from which carbon emissions could the suppliers involved. Only two precasters (11.8%) placed the de-
be generated. According to the supervisors and project managers tails of the site-layout plan on the notice board for information. This
who gave negative responses, the responsibilities for mastering may cause problems, particularly when the suppliers, operators, or
the use of materials, plants, and equipment were delegated to op- project managers are replaced because of renewal of contracts or
erators or the persons who were in charge of these areas. These unsatisfied performance. New suppliers, operators and project man-
operators or the persons were therefore entrusted to obtain in-depth agers who had little working experience in a particular precast-
understanding of the flow of materials and the operation of equip- concrete factory may have to refer frequently to the site-layout plan.
ment. In normal cases, the delegation of responsibilities was By putting the information on the notice board, a smooth flow of
reasonable because of the heavy production schedule in the precast- information can be obtained.
concrete factories, as long as such delegation was supported by A large storage area compared with the total area may affect the
appropriate employee-performance rating systems. However, such flow of production in the precast-concrete factories. The storage
performance-rating systems were not appropriately designed by area (percentage) fell into a range of 30-75%, with an average
Table 2. General Questions in the Site-Layout Management Section
Question Positive Positive
number Description response response rate Category
1.1 Are supervisors appropriately trained relating to the use of materials, plants, and equipment? 7 41.2% Human Resources
1.2 Is environmental performance considered when designing the site layout? 2 11.8% Legislation
1.3 Is there any statutory regulation relating to carbon emissions when designing the site layout? 0 0% Legislation
1.4 Is there any statutory regulation relating to low energy consumption 0 0% Legislation
when designing the site layout?
1.5 Has reconstruction happened because of failing to meet statutory requirements? 0 0% Legislation
1.6 Is the site-layout plan sent to contractors and subcontractors and placed 2 11.8% Site-layout design
on the notice board for information?
1.7 Is the site layout designed in such a manner that would allow the materials to 12 70.5% Site-layout design
be used in a “first in, first out” manner?
1.8 Has the site changed since it was first built? 0 0% Site layout design
1.9 What is the percentage of storage area to total area? Largest Smallest Average Site-layout design
75% 30% 43%
JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012 / 179
J. Archit. Eng., 2012, 18(2): 176-186
Table 3. Seven Major Categories of Non-Value-Adding Activities in Site- Fifteen precasters (88.24%) agreed that the site layout
Layout Management should be carefully planned to achieve economic and efficient
Category production to reduce energy consumption and carbon emis-
number Description Category sions (factor 1.7.1). By replacing conventional building
materials with green materials, the embodied carbon of
1.1 Building materials Materials
precast-concrete products could be reduced as well (factor
1.2 Site facilities Facilities 1.1.4). The precasters stated that it was very important to com-
1.3 Statutory requirements Legislation ply with mandatory requirements because rework arising from
1.4 Contractors’ and subcontractors’ requirements Communication failure to do so may significantly increase the carbon emissions
1.5 Temporary works and services Production level (factor 1.3).
requirements 3. The severity of the non-value-adding activities on the level of
1.6 Storage area Storage carbon emissions was obtained by multiplying the probability
1.7 Managing the factory Operation of occurrence with the resulting impact. The most severe fac-
tors were:
a. 1.6.3 Excessive provision of material storage: open
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
of 43%. It seems that nearly half of the site-layout area was occu- storage (14.53)
pied by storage. Twelve precasters (70.5%) were adopting the “first b. 1.6.1 Excessive provision of material storage: secure
in, first out” practice when using raw materials. When the pull pro- storage (13.29)
duction method is used, the storage area should be smaller. Ko c. 1.6.2 Excessive provision of material storage: weatherproof
(2010) stated that the pull-based nature of lean production could storage (12.82)
effectively lower the inventory level of precast plants. However, d. 1.1.3 Does not think of alternative designs to minimize the
because of supply disruptions and unstable production schedules, use of materials (11.44)
the precasters preferred the push production method instead of the e. 1.1.4 Does not think of green building materials (10.38).
pull production method. The precasters agreed that by building up large stores
Seven categories of non-value-adding identified from literature against supply and production disruptions, carbon emissions
review and pilot studies were provided for the precasters to rate. may be largely increased in terms of damaged materials, clas-
These activities are shown in Table 3. sifying activities, transferring, and singling-out activities
Rated with the five-scale value range, the probability, impact, (factors 1.6.3, 1.6.1 and 1.6.2). In addition, failing to take al-
and severity of the non-value-adding activities in site-layout man- ternative designs and green materials into consideration were
agement can be obtained, as shown in Table 4. A few implications two important non-value-adding activities that could cause an
can be made from Table 4, including: increase in the embodied carbon of the precast-concrete prod-
1. Providing an excessive storage area was very common in the ucts (factors 1.1.3 and 1.1.4).
precast-concrete industry of Singapore. As seen in Table 4, However, factors with a high probability of occurrence, but
providing excessive storage area, in terms of open storage of low impact, such as factor 1.7.3 (site-layout plan is not
(factor 1.6.3), secure storage (factor 1.6.1), and weatherproof placed on the notice board for information), and factors with
storage (factor 1.6.2), were the top three non-value-adding ac- high impact but low probability of occurrence, such as factors
tivities rated by probability. Other non-value-adding activities 1.7.1 (site-layout plan is not tested for economic and efficient
with a high probability of occurrence included production) and 1.3 (does not comply with mandatory statu-
a. 1.1.3 Does not think of alternative design to minimize the tory requirements), were rated with a low degree of severity.
use of materials (4.0) For example, although a carefully planned site layout for eco-
b. 1.7.3 Site-layout plan is not placed on the notice board for nomic and efficient production (factor 1.7.1) was very impor-
information (3.29) tant as rated by the impact, the severity was very low because
c. 1.1.4 Does not think of green building materials (2.94). all precasters seemed to perform very well in this area
The current design of precast-concrete products often fol- (P ¼ 1:53).
lows a standardized design protocol (factor 1.1.3). Without 4. The non-value-adding activities in site-layout management
pressure from the government or other authorities, the use of were divided into four groups, categorized by their severity
green building materials was not implemented (factor 1.1.4), on the basis of the nonparametric tests (paired samples). As
particularly when the costs of such materials were higher than seen in Table 4, much attention should therefore be made to
normal construction materials (e.g., the cost of G35 green con- reduce the storage area in precast concrete factories (factors
crete per cubic meter is S$5 higher than normal concrete of the 1.6.3, 1.6.1, and 1.6.2). Factors 1.1.3 (does not think of alter-
same grade). native design) and 1.1.4 (does not think of green building ma-
Although it seems acceptable that the precasters did not terials) were categorized into ranking group 2, with high
place the site-layout plan on the notice board for information severity, which indicates the importance of alternative design
when managers and supervisors know the site quite well, this and green building materials for the precast-concrete industry
may cause communication problems when changing project to achieve low-carbon emissions. Factors in ranking group 4,
managers and suppliers because of the renewal of contracts however, did not seem to urgently need to be eliminated and it
or unsatisactory performance (factor 1.7.3). may not be efficient to focus on these activities given limited
2. The three most important factors that may increase the level of resources.
carbon emissions were:
Delivery Management
a. 1.7.1 Site-layout plan is not tested for economic and effi-
cient production (4.0) Similar to site-layout management, a few general questions related
b. 1.1.4 Does not think of green building materials (3.81) to current delivery management practices were discussed with the
c. 1.3 Does not comply with mandatory statutory require- precasters before the non-value-adding activities were provided for
ments (3.53) ranking. Details of the responses can be seen in Table 5.
180 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
Table 4. Non-Value-Adding Activities in Site Layout Management That May Increase the Level of Carbon Emissions
Probability (P) Impact (I) Severity (S)
Group Factor number Description AR LR SR SD AR LR SR SD AR LR SR SD A. ρ
1 1.6.3 Provide excessive material storage: open storage 4.29 5 4 0.47 3.41 5 2 0.94 14.53 25 8 4.19 N/A
1 1.6.1 Provide excessive material storage: secure storage 4.18 5 3 0.53 3.18 4 2 0.81 13.29 20 8 3.95 0.149
1 1.6.2 Provide excessive material storage: weatherproof storage 4.18 5 3 0.53 3.06 4 2 0.75 12.82 20 8 3.83 0.073
2 1.1.3 Does not think of alternative designs to minimize the use of materials 4.00 5 1 1.03 2.94 4 2 0.77 11.44 16 4 3.69 0.044
N/A
2 1.1.4 Does not think of green building materials 2.94 5 1 1.39 3.81 5 3 0.66 10.38 16 4 4.44 0.253
3 1.1.2 Inaccurate estimation of required quantities 1.75 3 1 0.68 3.50 4 2 0.63 6.13 12 2 2.60 0.001
N/A
3 1.7.1 Site-layout plan is not tested for economic and efficient production 1.53 3 1 0.62 4.00 5 2 0.71 6.00 10 4 2.42 0.774
3 1.1.1 Improper specifications of building materials 1.63 3 1 0.62 3.31 4 2 0.70 5.63 12 2 2.90 0.474
3 1.7.3 Site-layout plan is not placed on the notice board for information 3.29 5 1 1.21 1.71 4 1 0.77 5.53 20 2 4.06 0.380
3 1.5.2 Inappropriate design of temporary works and services: tower cranes fully blocked area 1.71 3 1 0.59 3.18 4 2 0.53 5.47 12 3 2.40 0.721
3 1.5.1 Inappropriate design of temporary works and services: space for access 1.59 2 1 0.51 3.41 4 2 0.62 5.41 8 3 2.03 0.723
3 1.7.4 Changes to site-layout plan are not notified immediately 2.53 4 1 1.18 2.24 4 1 1.15 5.35 16 1 3.57 0.396
3 1.4.4 Does not pay full attention to contractors’ and subcontractors’ requirements: services required 1.76 3 1 0.56 2.88 4 2 0.60 5.24 9 2 2.19 0.412
3 1.5.3 Inappropriate design of temporary works and services: clearance of the blocked area 1.59 2 1 0.51 2.94 4 2 0.66 4.65 8 2 1.84 0.180
3 1.5.4 Inappropriate design of temporary works and services: static plants 1.41 2 1 0.51 3.35 5 2 0.86 4.65 8 2 1.90 0.195
3 1.2.1 No overall consideration of equipment used in future precast-concrete production processes 1.53 3 1 0.62 3.00 4 2 0.87 4.59 12 2 2.40 0.067
3 1.5.5 Inappropriate design of temporary works and services: parking of mobile plants 1.53 2 1 0.51 2.82 5 1 1.01 4.29 8 1 1.99 0.073
4 1.2.2 No overall consideration of infrastructure used in future precast-concrete production processes 1.47 2 1 0.51 2.88 4 2 0.86 4.00 6 2 1.17 0.017
N/A
4 1.4.3 Does not pay full attention to contractors’ and subcontractors’ 1.59 2 1 0.51 2.41 4 1 0.87 4.00 8 1 2.18 0.916
requirements: maximum number of men on-site
J. Archit. Eng., 2012, 18(2): 176-186
4 1.4.2 Does not pay full attention to contractors and subcontractors’ requirements: office space 1.47 2 1 0.51 2.71 4 2 0.69 3.94 8 1 2.14 0.861
4 1.7.2 Site-layout plan is not sent to contractors, subcontractors, and general supervisor 2.06 3 1 0.75 1.88 4 1 0.99 3.88 12 1 2.64 0.621
4 1.3 Does not comply with mandatory statutory requirements 1.00 1 1 0.00 3.53 5 1 1.01 3.53 5 1 1.01 0.254
4 1.4.1 Does not pay full attention to contractors’ and subcontractors’ requirements: duration 1.41 2 1 0.51 2.35 4 1 1.00 3.35 8 1 1.93 0.186
Note: 1. AR = Average Rating; LR = Largest Rating; SR = Smallest Rating; SD = Standard Deviation; A. ρ = Asymptotic Significance (2-tailed). 2. Double rows are used for factors that are the top factor of each
ranking group. It should be noted that N/A is used at the bottom row to indicate that the ρ value of one factor to itself was not applicable. 3. Sources: Richardson (1973); Low and Chan (1996); Low and Chan
(1997); Low and Mok (1999); Ballard et al. (2002); Shook (2003); Xin (2010).
JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012 / 181
Table 5. General Questions in the Delivery Management Section
Positive Positive
Question number Description response response rate Category
2.1 Is single sourcing adopted in the supply chain? 0 0% JIT sourcing
2.2 Is small lot size adopted in the supply chain? 0 0% JIT sourcing
2.3 Are long-term contracts awarded to achieve loyalty? 0 0% JIT sourcing
2.4 Is the Singapore precast-concrete industry vulnerable to supply disruptions? 8 47.06% Industry information
2.5 Is the company operating under a stable production schedule? 16 94.12% Industry information
2.6 Between the expected costs of small lot delivery and the savings of reduced 0 0 Continuous improvement
inventory, has the company conducted any trade-off investigation?
2.7 What is the current delivery method adopted in the company? Please refer to the explanations Delivery
2.8 How does the company evaluate suppliers? Please refer to the explanations Selecting suppliers
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
Table 6. Non-Value-Adding Activities in Delivery Management That May Increase the Level of Carbon Emissions
Probability (P) Impact (I) Severity (S)
Factor
Group number Description AR LR SR SD AR LR SR SD AR LR SR SD A. ρ
1 2.1.1 Large quantity supply base leads to inflexibility 4.12 5 3 0.60 3.47 5 2 0.80 14.29 20 8 3.77 N/A
1 2.1.2 No long-term contract to achieve loyalty between 4.29 5 3 0.59 3.24 4 2 0.66 13.94 20 8 3.58 0.833
suppliers and precasters
1 2.2.3 Lack of both advance order and order confirmation 4.18 5 3 0.53 3.06 4 2 0.75 12.82 20 8 3.83 0.434
1 2.1.4 No quality audits of the supplier prior to awarding contracts 2.94 5 1 1.39 3.35 5 2 0.93 12.88 20 3 5.16 0.409
2 2.1.3 Transportation not taken into consideration 3.94 5 1 1.25 3.71 4 2 0.59 10.71 20 3 6.11 0.035
N/A
2 2.2.1 Demand fluctuations 3.00 4 2 0.79 3.00 4 1 0.94 9.00 16 3 4.02 0.477
2 2.2.2 Not fully prepared for the arrival of raw materials 2.35 3 1 0.79 3.12 4 2 0.78 7.18 12 3 2.77 0.092
3 2.2.4 Unsatisfied data exchange with suppliers 1.47 2 1 0.51 3.06 4 3 0.24 4.53 8 3 1.74 0.002
Note: 1. AR = Average Rating; LR = Largest Rating; SR = Smallest Rating; SD = Standard Deviation; A. ρ = Asymptotic Significance (2-tailed). 2. Double
rows are used for factors that are the top factor of each ranking group. It should be noted that N/A is used at the bottom row to indicate that the ρ value of one
factor to itself was not applicable. 3. Sources: Tommelein and Li (1999); Lapinski et al. (2006); Blumenthal (2008); Evanson (2008); Wills (2009).
Three important aspects of JIT sourcing, namely single sourc- precasters may incur a cost increase by failing to choose the sup-
ing, small lot size, and long-term relationships, were not adopted at pliers with lower prices.
all in the Singapore precast-concrete industry. All precasters Eight precasters (47.06%) stated that the Singapore precast-
believed that single sourcing may cause interruptions to production concrete industry was vulnerable to supply disruptions. Delays that
if the supplier failed to deliver the materials in time. Small lot size were caused by suppliers occurred occasionally. However, nine pre-
was unnecessary because of the large storage area designed at the casters (52.94%) claimed that suppliers in Singapore operated well
start, which was 43% of the total area on average. In addition, the enough to deliver raw materials on time. Sixteen precasters
awarding of contracts to suppliers was made annually or biennially. (94.12%) had a stable production schedule on the basis of which
If a long-term relationship with suppliers was established, an estimate of the required quantities of raw materials could be con-
ducted. There appears to be a contradiction between the industry
background and the willingness to apply the JIT delivery system.
Site layout management Production management More than half of the precasters (52.94%) believed that the suppli-
Delivery management Stock management ers performed very well, and nearly all precasters (94.12%) had a
stable production schedule. However, none of them applied JIT
sourcing at the time of this study or intended to do so in the foresee-
able future.
Suppliers were evaluted on the basis of several criteria, includ-
Letter of ing a quantitative measure of quality, certification programmes, de-
Submit
award
preliminary
livery performance, and most importantly, the price structure.
received
drawings These criteria were applied by all precasters when selecting suppli-
Submit final
drawings Delivery ers. However, two other important aspects were missing: a quali-
of raw Mould Concreting tative evaluation conducted at the supplier’s plant (only applied by
materials set-up
two precasters) and the geographical location of the supplier (only
Demoulding
Build up applied by three precasters). According to the precasters inter-
stock viewed, a qualitative evaluation at the supplier’s plant was not nec-
essary because the quality could be guaranteed by different
Fig. 1. Value stream of precast-concrete production in precast-concrete
certification programs. In addition, as the cost of transportation
factories
was integrated into the price of the raw materials, the geographical
182 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
Step 1:
Identifying categories The precast-concrete industry in Singapore still follows
(Using P-I tables) routines originating from the mass-production system. There
were no long-term contracts between the suppliers and the pre-
Step 2: casters (factor 2.1.2). Most contracts were annual or a biennial
Identifying mitigation agreements in which the suppliers would be reevaluated at the
strategies end of the agreement. Large-quantity supply often occurs and
was rated greater than 4 on the five-point scale (factor 2.1.1).
Step 3: As the transportation cost was integrated in the price of raw
Allocating resources materials, transportation was usually not a prioritized consid-
(Non-parametric tests)
eration of the precasters (factor 2.1.3). In addition, a JIT man-
agement process proposed by Tommelein and Li (1999), which
Step 4: involves the use of both advance orders and order confirma-
Defining mitigation
actions
tion,was rarely adopted by the precasters (factor 2.3.3). Most
precasters preferred to place a single order, which is perceived
to have the same function with less complications. Data ex-
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
Step 5:
Evaluating mitigation change between the precasters and the suppliers appeared to
results be sufficient when unsatisfactory data exchange (factor 2.2.4)
received a rating of only 1.47.
Fig. 2. Process tree to manage non-value-adding activities in precast- 2. The impact of the non-value-adding activities in delivery man-
concrete factories agement were considered moderate to major. One precaster sta-
ted that a long-term contract had benefits in simplifying
communications with the suppliers and obtaining discounts
location of the suppliers was unimportant when selecting these sup- when purchasing materials (factor 2.1.2). However, this may
pliers. Two aspects are overlooked. A qualitative evaluation at the lead to price inflexibility, causing the precasters to lose the ben-
efit of choosing suppliers with lower prices. The reason that a
supplier’s plant was not only intended to guarantee the quality of
high rating was assigned to this long-term relationship was that
the products, but also the availability of the suppliers. Whether or
the effort required to choose suppliers could be saved when
not the suppliers were able to deal with a sudden increase in de-
such relationship was built, as long as the suppliers could pro-
mand could be identified by such a qualitative evaluation. Using the
vide reasonably low prices.
“all-in-one” price, instead of taking transportation into considera- 3. The most severe non-value-adding activity was factor 2.1.1
tion, may lead to delays caused by traffic conditions, that are not (large-quantity supply base leads to inflexibility), with a rating
indicated by comparing prices alone. Of all the delivery methods of 14.29. The precasters agreed that such a large-quantity sup-
provided (direct delivery, with an interposed warehouse, milk ply could cause disruption to production activities by building
round collection,or suppliers supply a number of components), a large stockpile. However, the precasters have not conducted
all precasters (100%) were using the direct delivery method. If di- any research to reduce storage, probably because of the poten-
rect delivery was used and the transportation cost was integrated tial costs associated with the research. Factors 2.2.4 (unsatis-
into the product price, precasters in Singapore have less control factory data exchange with suppliers) and 2.2.1 (demand
to guarantee a dependable delivery. fluctuations) had very low severity because of the associated
The precasters did not perform well on continuous improvement low probability — 1.47 and 3.00, respectively. Precasters per-
with respect to research. None of the precasters were conducting formed well when handling materials that arrived (factor 2.2.2)
any research related to small-lot delivery and reduced inventory. and communicating with suppliers (factor 2.2.4). The severity
However, the precasters were suffering from problems caused of these non-value-adding activities revealed that precasters
by large inventory, yet they were satisfied with current production performed poorly on JIT sourcing aspects, such as factor 2.1.1
in case the improvement strategies caused too many changes to the (large-quantity supply base leads to inflexibility) and factor
structure of the company, or indirectly increased production costs. 2.2.3 (lack of both advance ordering and order confirmation).
The lean management philosophy adopted the pull production 4. Three groups were identified by the nonparametric tests with
system. By adopting the pull production system, JIT sourcing was (paired samples). Large-quantity supply bases (factor 2.1.1),
necessary. The questionnaire for delivery management was there- no long-term contracts (factor 2.1.2), no JIT management pro-
fore designed to include two major categories: selecting suppliers cess (factor 2.2.3), and no quality audits (factor 2.1.4) were the
and the JIT management process. non-value-adding activities with high negative impact on the
Similar to on-site layout management, the non-value-adding ac- carbon emissions level in precast-concrete factories.However,
tivities in delivery management were rated by both the probability data exchange (factor 2.2.4) should not be an excessive focus
of occurrence and the impact on CO2 emissions with a five-point because the precasters were performing very well in these
scale. The results are shown in Table 6. A few implications can be areas.
inferred from Table 6, including:
Brief Findings Relating to Production and Stock
1. The most frequently occurring non-value-adding activities in
Management
delivery management examined from the perspective of the
lean concept were: The procedure described above was used to identify and quantify
a. 2.1.2 No long-term contract to achieve loyalty between sup- the non-value-adding activities with respect to production and stock
pliers and precasters (4.29) management. Only the most significant findings relating to produc-
b. 2.1.1 Large quantity supply base leads to inflexibility (4.12) tion and stock management are presented in this section.
c. 2.1.3 Transportation is not taken into consideration (3.94) The most severe non-value-adding activity in production man-
d. 2.2.3 Lack of both advance order and order confirma- agement was the large inventory in the precast-concrete factories,
tion (3.88). with a rating of 13.65. When the precast-concrete factories were
JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012 / 183
J. Archit. Eng., 2012, 18(2): 176-186
built, the inventory remained large, causing interruptions to produc- that may not be fully eliminated by the first application. The steps
tion activities.Transfer and singling-out activities increased the car- are explained further in the text.
bon emissions level of precast-concrete production. Waste of raw Step 1: Identifying categories. In this step, the characteristics of
materials during production was very common and was rated as the the non-value-adding activity should be identified. Four categories
second most severe non-value-adding activity in production man- could be identified: unlikely and minor, rare catastrophe, frequent
agement, with a rating of 12.35. According to the precasters in this nuisance, and probable disaster (Vose 2008). The category of
study, the average rate of waste during production was 3.04%, with unlikely and minor referred nonvalue adding activities with a low
the highest level at 5% and the lowest at 1%. Wastes, particularly probability of occurrence and a low impact on carbon emissions.
cement and steel, had a significant impact on the carbon emissions For activities that fell into this category, no actions were necessary
level because of their high emission factors. The lean production because of the low level of severity. Precasters were either perform-
philosophy could be applied to address these two problems. Its ing very well in these areas, or the impact of these activities was too
pull-based nature has proven to be effective to reduce inventory low to be considered. Focusing too much on these activities may
(Ko 2010). In addition, the principle of waste elimination has been lead to inefficiency caused by limited resources.
used in the prefabrication and construction industry to reduce waste Factors in the category of rare catastrophe were caused by low-
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
and improve efficiency (Höök and Stehn 2008; Mossman 2009). probability and high-impact operations. Strategies could be taken to
Similarly, the most severe non-value-adding activity in stock transfer the risk to parties who were better positioned to absorb the
management was the lack of sufficient care from the employees, impact (Vose 2008). Since precasters were performing very well
with a rating of 9.00. Without sufficient care taken by the employ- most of the time, it was not economical to discard the old training
ees, damages to the precast-concrete products could easily occur programs For example, factor 2.2.2 (not fully prepared for the
during inventory. The lean production philosophy advocates a re- arrival of raw materials) fell into the category of rare catastrophe,
spect for humanity (Monden 1993). The precasters should therefore with a low probability and high impact. Supervisors should be as-
utilize human resources to attain the goals and objectives, which signed to such an activity and training programs should be offered
were to reduce wastes and carbon emissions in precast-concrete to supervisors to ensure that materials are handled smoothly.
factories. The category of frequent nuisance referred to high-probability
and low-impact non-value-adding activities, such as factor 1.7.3
(site-layout plan is not placed on the notice board for information),
Discussion which could be eliminated by assigning appropriate persons to fix
the problem. Training programs to improve the competence of the
The precasters investigated in this study appear to perform poorly employees were sometimes required.
on a few lean pillars in site-layout management and delivery man- The category of probable disaster referred to non-value-adding
agement, such as continuous improvement, JIT sourcing, and lean activities with a high probability of occurrence and a high impact,
workforce. These pillars had a moderate to major impact on the such as group 1.6 (too much inventory), factors 2.1.1 (large-
level of carbon emissions, as rated by the project managers inter- quantity supply base), 2.2.3 (lack of both advance ordering and or-
viewed. As seen in Table 4, in site-layout management, the general der confirmation), and 3.1.3 (materials damaged during handling).
protocols to design the site layout, such as categories 1.4 (contrac- To eliminate these activities, a review and reexamination of the cur-
tors’ and subcontractors’ requirements) and 1.5 (temporary works rent precast-concrete production practice was necessary. These
and services), were strictly followed. However, these areas only had non-value-adding activities were probably caused by either the de-
minor to moderate impact on the level of carbon emissions. The sign of the site layout or the production method that accompanied
lean elements, such as continuous improvement (factors 1.1.3 the push production system. A review and reexamination was there-
and 1.1.4; i.e., the ability of the precasters to develop alternative fore necessary before mitigating actions could be developed.
designs and to use green building materials), the pull production Step 2: Identifying mitigation strategies. Detailed mitigation
system (category 1.6; i.e., the large storage area), and transparency strategies were developed in this stage. For example, when decid-
(factor 1.7.3; i.e., to display sufficient information on the notice ing the right mitigation strategies to avoid materials being damaged
board to support smooth production flow) were usually not adopted during handling, it was recommended that the handling process be
by the precasters. Ignoring these lean elements could significantly reviewed with the involvement of different participants, such as the
increase the level of carbon emissions, as observed by the precas- operator, the crane assistant, and the charge-hand. The decision to
ters. Interruptions to the production activities have occurred by provide either more training programs to operators or more super-
ignoring the lean elements, leading to double handling. vision during handling was dependent up on the review process. In
Similarly, in delivery management, the lean elements—such as this stage, the mitigation strategies were detailed within the four
small-quantity supply (factor 2.1.1), long-term contracts (factor categories identified earlier.
2.1.2), and JIT sourcing (factors 2.1.3, 2.1.4 and 2.2.3)—were Step 3: Allocating resources. This step was conducted by com-
not adopted by the precasters. These elements had a moderate paring the relative priorities of the non-value-adding activities us-
to major impact on the level of carbon emissions, as rated by ing nonparametric tests. Factors within the same group of severity,
the precasters, because the waste of raw materials and rearranging but with higher average ratings (AR), should be allocated with
transportation of raw materials were caused by ignoring these el- more resources, such as more training programs and more eligible
ements. The two areas with satisfactory performance were the data supervisors.
exchange (factor 2.2.4) and the preparation for the arrival of raw Step 4: Defining mitigation actions. In this step, the mitigation
materials (2.2.2). strategies identified above were elaborated into detailed mitigation
When the non-value-adding activities were identified for the actions. If training programs were proposed as mitigation strate-
precasters, the development of mitigating strategies to eliminate gies, the number of persons who should be trained, as well as
such activities should be investigated. The development followed the frequency of such training should be developed as mitigation
a standard procedure, shown in Fig. 2. The procedure was a con- actions.
tinually improving loop process. Continual monitoring and impro- Step 5: Evaluating mitigation results. The non-value-adding ac-
vemnet were necessary to eliminate non-value-adding activities tivities should be monitored when the mitigations actions are
184 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
implemented. A looped application of the procedure should be Ansari, A., and Modarress, B. (1988). “JIT purchasing as a quality and
implemented because the non-value-adding activities may not be productivity centre.” Int. J. Prod. Res., 26(1), 19–26.
fully eliminated by the first application. Attorney General’s Chambers. (2011). “Singapore statutes online.” 〈http://
statutes.agc.gov.sg〉 (Jun. 16, 2011).
Ballard, G., and Arbulu, R. (2004). “Making prefabrication lean.” Proc.
IGLC-12, International Group for Lean Construction, 1–14.
Conclusions Ballard, G., Harper, N., and Zabelle, T. (2002). “An application of lean
concepts and techniques to precast concrete fabrication.”Proc. IGLC-
In accordance with previous literature, this study found that many
10, C. T. Formoso and G. Ballard, eds., International Group for Lean
areas in the prefabrication system can be improved to achieve sus- Construction, 1–12.
tainability. The environment was put as the first priority in this Ballard, G., Harper, N., and Zabelle, T. (2003). “Learning to see work flow:
study for an effective and efficient application of prefabrication An application of lean concepts to precast concrete fabrication.”
in the Singapore construction industry. In addition, to overcome Eng. Constr. Archit. Manage., 10(1), 6–14.
the fragmented nature of the construction industry, as suggested Ballard, G., and Howell, G. (1998). “Shielding production: An essential
by previous literature, this study examined the whole precast- step in production control.” J. Const. Eng. Manage., 124(1), 18–24.
concrete production cycle to identify the non-value-adding activ- Blumenthal, A. (2008). “Lean logistics, lessons learnt from Japan.”〈http://
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
ities from the lean perspective. These non-value-adding activities www.leanconstruction.org.uk/lci_uk_summit_2008〉 (Aug. 9, 2010).
were described, evaluated, and ranked by a weighted-factor model. Building and Construction Authority. (2010). “Directory of BCA-
Followed by a general analysis procedure, non-value-adding activ- registered contractors and licensed builders.” 〈http://dir.bca.gov.sg/
bca/index.asp#〉 (Jun. 4, 2010).
ities in two value stages, site-layout management and delivery man-
Building Research Establishment. (2004). “Climate change: impact on
agement, were classified into several ranking groups categorized by building design and construction.” BRE Workshop., BRE, Watford, UK.
their severity. The most severe non-value-adding activities were re- Carothers, G. H. J., and Adams, M. (1991). “Competitive advantage
lated to a large-quantity supply base, no long-term contracts, too through customer value: The role of value-based strategies.”Competing
much inventory, lack of both advance ordering and order confirma- globally through customer value, M. J. Stahlm and G. M. Bounds, eds.,
tion, as well as no quality audits of the suppliers. Many non-value- Quorum Books, New York, 32–66.
adding activities with intermediate severity that may cause an Construction Industry Research and Information Association. (1995). Envi-
increase in the carbon-emissions level were also identified in this ronmental impact of materials, Volume A: Summary, CIRIA, London.
paper. The lean production philosophy could therefore be applied Das, A., and Handfield, R. B. (1997). “Just-in-time and logistics in global
in the precast-concrete industry to reduce carbon emissions by sourcing: An empirical study.” Int. J. Phys. Distrib. Logistics Manage.,
eliminating these non-value-adding activities, which may lead to 27(3/4), 244–259.
Evanson, D. (2008). “Lean construction logistics requirements within
waste of raw materials, double handling, and double delivery.
London.” 〈http://www.leanconstruction.org.uk/lci_uk_summit_2008〉
Knowing the sources of waste, appropriate actions could there- (Aug. 20, 2010).
fore be adopted to reduce the probability of occurrence of these Garnett, N., Jones, D. T., and Murray, S. (1998). “Strategic application of
non-value-adding activities. These factors could be classified lean thinking.” Proc. IGLC-6, C. T. Formoso, ed., International Group
into four categories: unlikely and minor, rare catastrophe, frequent for Lean Construction.
nuisance, and probable disaster. In each of the four categories, re- Glass, J. (2000). The future for precast concrete in low-rise housing, British
spective mitigation strategies could be taken. By reducing the prob- Precast Concrete Federation, Leicester, UK.
ability of occurrence of such activities, precasters could achieve Gorgolewski, M. T. (2005). “The potential for prefabrication in UK housing
some environmental benefits, such as lowcarbon emissions in this to improve sustainability.” Smart and sustainable built environments, J.
study. Yang, P. S. Brandon, and A. C. Sidwell, eds., Blackwell,
Although this research aims to introduce the lean production Oxford, UK, 121–128.
philosophy and its applications to reduce carbon emissions in Greif, M. (1991). The visual factory, Productivity Press, Cambridge, MA.
Hines, P., and Taylor, D. (2000). Going lean, Lean Enterprise Research
precast-concrete factories, this research may face some limitations.
Centre, Cardiff, UK.
First, the definition of life cycle in this study is restricted to the Höök, M., and Stehn, L. (2008). “Applicability of lean principles and prac-
production cycle. However, the true life cycle of precast-concrete tices in industrialized housing production.” Const. Manage. Econ.,
products should include transportation, on-site installation, opera- 26(10), 1091–1100.
tion, and demolition. It is therefore proposed that the whole life Howell, G. (1999). “What is lean construction.” Proc. IGLC-7,
cycle of precast-concrete products should be examined in future I. D. Tommelein, ed., International Group for Lean Construction, 1–10.
studies when applying the lean principles to achieve low carbon Howell, G., and Ballard, G. (1998). “Implementing lean construction:
emissions. In addition, quantitative studies should be conducted to Understanding and action.” Proc. IGLC-6, C. T. Formoso, ed.,
assess the carbon emissions that can be reduced through the appli- International Group for Lean Construction, 1–9.
cation of the lean production philosophy in precast-concrete Intergovernmental Panel on Climate Change. (2007). “Climate change
factories. Non-value-adding activities in production and stock man- 2007: Synthesis report.”〈http://www.ipcc.ch/ipccreports/ar4-syr.htm〉
(Mar. 9, 2008).
agement were only briefly discussed in this paper. However, this
Ko, C. H. (2010). “Application of lean production system in the construc-
does not mean that these two stages were not important to reducing
tion industry: An empirical study.” J. Eng. Appl. Sci., 5(2), 71–77.
carbon emissions. Production and stock management activities in Koskela, L. (1992). “Application of the new production philosophy to con-
precast-concrete factories rely heavily on the use of equipment and struction.” CIFE technical report #72, Stanford University, Palo Alto,
plants and should not be overlooked by precasters. CA.
Kruse, C. (2004). “IIGCC briefing note: Climate change and the construc-
tion sector.” 〈http://www.iigcc.org/docs/PDF/Public/Construction
References Sector_2004.pdf〉 (Jun. 17, 2008).
Lapinski, A. R., Horman, M. J., and Riley, D. R. (2006). “Lean processes
American Institute of Architects. (2007). “Architects and climate change.” for sustainable project delivery.” J. Constr. Eng. Manage., 132(10),
〈http://www.aia.org〉 (Feb. 20, 2008). 1083–1091.
Ansari, A., and Modarress, B. (1987). “Potential benefits of JIT purchasing Liker, J. K. (2004). The Toyota way: 14 management principles from the
for US manufacturers.” Proc. Inventory Manage. J., 28(2), 30–35. world’s greatest manufacturer, McGraw-Hill, New York.
JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012 / 185
J. Archit. Eng., 2012, 18(2): 176-186
Low, S. P., and Chan, Y. M. (1996). “The application of just-in-time prin- implementation and assessment of lean construction techniques.” Lean
ciples to process layout for precast concrete production.” Singapore Constr. J., 2(2), 1–21.
Manage. Rev., 18(2), 23–40. Sanders, C. H., and Phillipson, M. C. (2003). “UK adaptation strategy and
Low, S. P., and Chan, Y. M. (1997). Managing productivity in construction: technical measures: The impacts of climate change on buildings.” Build.
JIT operations and measurements, Ashgate Publishing Co., Brookfield, Res. Inf., 31(3&4), 210–221.
VT. Shingo, S. (1988). Non-stock production, Productivity Press, Cambridge,
Low, S. P., and Mok, S. H. (1999). “The application of JIT philosophy to MA.
construction: A case study in site layout.” Constr. Manage. Econ., Shook, J. (2003). “Helpful hints on mapping off the plant floor in support or
17(5), 657–668. administrative operations.” 〈http://www.lean.org/common/display/?
Ministry of the Environment and Water Resources. (2008). “Singapore’s o=913〉 (Apr. 5, 2010).
national climate change strategy.” 〈http://app.mewr.gov.sg/data/Img Stendel, H. J., and Desruelle, P. (1992). Manufacturing in the Nineties: how
Upd/NCCS_Full_Version.pdf〉 (Jun. 16, 2011). to become a mean, lean, world-class competitor, Van Nostrand
Monden, Y. (1993). Toyota production system: An integrated approach to Reinhold, New York.
just-in-time, Industrial Engineering and Management Press, Norcross, Tam, V. W. Y., Tam, C. M., Chan, J. K. W., and Ng, W. C. Y. (2006).
GA. “Cutting construction wastes by prefabrication.” Int. J. Constr. Man-
Mossman, A. (2009). “Creating value: A sufficient way to eliminate waste age., 6(1), 15–24.
Downloaded from ascelibrary.org by Anna University on 01/02/20. Copyright ASCE. For personal use only; all rights reserved.
in lean design and lean production.” Lean Constr. J., 13–23. Tam, V. W. Y., Tam, C. M., Zeng, S. X., and Ng, W. C. Y. (2007). “Towards
Nahmens, I. (2009). “From lean to green construction: A natural exten- adoption of prefabrication in construction.” Build. Environ., 42(10),
sion.”Proc. 2009 Construction Research Congress, S. T. Ariaratnam 3642–3654.
and E. M. Rojas, eds. ASCE, Reston, VA, 1058–1067. Tang, K., and Yeoh, R. (2007). Cut carbon, grow profits: Business strat-
Nakajima, S. (1988). Introduction to TPM, Productivity Press, Cambridge, egies for managing climate change and sustainability, Middlesex
MA. University Press, London.
Ohno, T. (1988). Toyota production system: Beyond large-scale produc- Tommelein, I. D., and Li, E. Y. (1999). “Just-In-Time concrete delivery
tion, Diamond, Tokyo. mapping alternatives for vertical supply chain integration.” Proc.
Pavez, I., and Alarcón, L. F. (2006). “Qualifying people to support lean IGLC-7, I. D. Tommelein, ed., International Group for Lean Construc-
construction in contractor organizations.” Proc. IGLC-14, International tion, 97–108.
Group for Lean Construction, 513–524. Voss, D. (2008). Risk analysis: A quantitative guide, Wiley, Chichester,
Pelling, M., Maskrey, A., Ruiz, P., and Hall, L. (2004). Reducing disaster UK.
risk: A challenge for development, United Nations Development Bank, Williams, T. M. (1993). “Risk-management infrastructures.” Int. Proj.
Bureau for Crisis Prevention and Recovery, New York. Manage., 11(1), 5–10.
Picchi, F. A., and Granja, A. D. (2004). “Construction sites: Using lean Wills, B. (2009). “The business case for environmental sustainability
principles to seek broader implementations.” Proc. IGLC-12, (green): Achieving rapid returns from the practical integration of lean
International Group for Lean Construction, 1–12. and green.” 〈http://www.leanandgreensummit.com/LGBC.pdf〉 (Oct. 9,
Raia, E. (1990). “JIT delivery: Redefining ‘on time.’” Purchasing, 109(3), 2010).
64–76. Womack, J. P., and Jones, D. T. (1996). Lean thinking, Simon and Schuster,
Rebitzer, G., et al. (2004). “Life cycle assessment: Part 1: Framework, goal New York.
and scope definition, inventory analysis, and applications.” Environ. Womack, J. P., Jones, D. T., and Roos, D. (1990). The machine that
Int., 30(5), 701–720. changed the world: The story of lean production, 1st Ed., Harper
Richardson, J. G. (1973). Precast concrete production, Cement and Perennial, New York.
Concrete Association, London. Worrell, E., Price, L. K., Martin, N., Hendriks, C., and Meida, L. O.
Rother, M., and Harris, R. (2002). Creating continuous flow, Lean (2001a). “Carbon dioxide emissions from the global cement industry.”
Enterprise Institute, Brookline, MA. Annu. Rev. Energy Environ., 26(1), 303–329.
Rother, M., and Shook, J. (1999). Learning to see: Value stream mapping Worrell, E., Price, L., and Martin, N. (2001b). “Energy efficiency and car-
to create value and eliminate muda, Lean Enterprise Inst., Brookline, bon dioxide emissions reduction opportunities in the US iron and steel
MA. sector.” Energy, 26(5), 513–536.
Rutter, M. F. (1985). Occupier’s liability in Singapore and Malaysia, Xin, N. (2010). A construction site layout planning decision-making
Butterworths, Singapore. system: for dynamic, unequal-area and multi-objective optimization
Salem, O., Solomon, J., Genaidy, A., and Luegring, M. (2005). “Site problem, VDM Verlag, Saarbrücken, Germany.
186 / JOURNAL OF ARCHITECTURAL ENGINEERING © ASCE / JUNE 2012
J. Archit. Eng., 2012, 18(2): 176-186
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Mechanics of Materials Solutions Chapter08 Probs19 30 PDFDocument15 pagesMechanics of Materials Solutions Chapter08 Probs19 30 PDFVirgilio VelascoNo ratings yet
- Maquina de Anestesia Pelon Prima - sp2 - Service - ManualDocument110 pagesMaquina de Anestesia Pelon Prima - sp2 - Service - Manualperla_canto_1No ratings yet
- Catalogo Fisher 122 (Kits)Document164 pagesCatalogo Fisher 122 (Kits)Jesus Bolivar75% (4)
- Pandit 1998Document51 pagesPandit 1998debaprasad ghoshNo ratings yet
- Engineering Utilities 2: Adu Civil Engineering FacultyDocument30 pagesEngineering Utilities 2: Adu Civil Engineering FacultyKhaycee DejarloNo ratings yet
- HGM7200 HGM7100A V1.6 enDocument71 pagesHGM7200 HGM7100A V1.6 enSteven BaynesNo ratings yet
- Diffusion Make Welding ElectrodeDocument9 pagesDiffusion Make Welding ElectrodeSarah FrazierNo ratings yet
- CHM207 PDFDocument2 pagesCHM207 PDFAisya IzoraNo ratings yet
- Fabrication Erection Installation Procedure For Piping PDFDocument35 pagesFabrication Erection Installation Procedure For Piping PDFTaofiq100% (1)
- Cathodic ProtectionDocument15 pagesCathodic ProtectionmiraNo ratings yet
- Blackmer Corporate Brochure PDFDocument20 pagesBlackmer Corporate Brochure PDFJonathanNo ratings yet
- TimberlineCatalog 2008Document68 pagesTimberlineCatalog 2008Danilo Lopez RNo ratings yet
- K. P. C. Flexi Tubes Haryana IndiaDocument10 pagesK. P. C. Flexi Tubes Haryana IndiaK. P. C. Flexi TubesNo ratings yet
- Lss-A286 Astm A453 PDFDocument2 pagesLss-A286 Astm A453 PDFmazolasboNo ratings yet
- Experience KnowledgeDocument5 pagesExperience KnowledgeHeryy TanujayaNo ratings yet
- The Chemsep/Coco Casebook: Air Separation UnitDocument5 pagesThe Chemsep/Coco Casebook: Air Separation UnitBenito.camelasNo ratings yet
- Tds Cross 0430Document1 pageTds Cross 0430manox007No ratings yet
- Portfolio in TleDocument16 pagesPortfolio in TleAileen Javines50% (2)
- Ibb Mcup & Modification of K-12 Building: Safco/Ibb Mobile Coating Unit PojectDocument19 pagesIbb Mcup & Modification of K-12 Building: Safco/Ibb Mobile Coating Unit PojectShewale PravinNo ratings yet
- Consolidated: Consolidated Safety Relief Valve Type 1900Document8 pagesConsolidated: Consolidated Safety Relief Valve Type 1900Peerasak ArunNo ratings yet
- AOS Voltex Hybrid Electric Heat Pump English CANXE50004 - 1015Document2 pagesAOS Voltex Hybrid Electric Heat Pump English CANXE50004 - 1015Pat AuffretNo ratings yet
- IMA-Europe - Recycling Sheets - 2018Document24 pagesIMA-Europe - Recycling Sheets - 2018Nazanin SabetNo ratings yet
- Estimation of Naproxen and Esomeprazole Simultaneously in Tablet Dosage Form by RPHPLC MethodDocument14 pagesEstimation of Naproxen and Esomeprazole Simultaneously in Tablet Dosage Form by RPHPLC MethodiajpsNo ratings yet
- Amirkhanian NanocompositeDocument13 pagesAmirkhanian NanocompositeLeonardo JaimesNo ratings yet
- HP CP 6015 Error 50.7Document1 pageHP CP 6015 Error 50.7JY96No ratings yet
- Ecovio F23B1: Biodegradable Polyester For Compostable FilmDocument3 pagesEcovio F23B1: Biodegradable Polyester For Compostable FilmSiddharthBhasneyNo ratings yet
- Sha-Kc64Ag: Pub. OI-85464189661000 © SANYO 2004Document57 pagesSha-Kc64Ag: Pub. OI-85464189661000 © SANYO 2004David Lemos Sanchez0% (1)
- S 1611018 Chapter2Document36 pagesS 1611018 Chapter2Adji SetiaNo ratings yet
- Answer Book - (Section-2 Tooling)Document27 pagesAnswer Book - (Section-2 Tooling)Sagar PatelNo ratings yet
- RX 8500 DataSheetDocument2 pagesRX 8500 DataSheettruongNo ratings yet