You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Spinning Mill ListDocument4 pagesSpinning Mill ListJigneshSaradava73% (15)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Quotation of 1MWDocument10 pagesQuotation of 1MWJigneshSaradava50% (4)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Exploring Surface Texture 2014Document110 pagesExploring Surface Texture 2014nikle_DNo ratings yet
- Maat Hydro Software GuidDocument7 pagesMaat Hydro Software GuidMohamed ElmaadawyNo ratings yet
- QPRO AlarmsDocument2 pagesQPRO AlarmsJigneshSaradava80% (5)
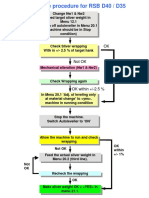
- COunt Change in RSB PDFDocument1 pageCOunt Change in RSB PDFJigneshSaradavaNo ratings yet
- Paper Published in Fibres Textile in Eastern Europe 1608209136Document6 pagesPaper Published in Fibres Textile in Eastern Europe 1608209136JigneshSaradavaNo ratings yet
- CMT of Faults PDFDocument1 pageCMT of Faults PDFJigneshSaradavaNo ratings yet
- R.a.suthar GRV 23-12-2019Document8 pagesR.a.suthar GRV 23-12-2019JigneshSaradavaNo ratings yet
- Cone Defects and Remadials-1Document16 pagesCone Defects and Remadials-1JigneshSaradavaNo ratings yet
- CMT of FaultsDocument1 pageCMT of FaultsJigneshSaradava100% (1)
- KTTM Yarn Quality and End Breakage ControlDocument22 pagesKTTM Yarn Quality and End Breakage ControlJigneshSaradava100% (1)
- Waste DataDocument1 pageWaste DataJigneshSaradavaNo ratings yet
- Yarn Hot ReportDocument15 pagesYarn Hot ReportJigneshSaradavaNo ratings yet
- Cotton: World Markets and Trade: Record World Consumption Helps Lower Stocks in 2019/20Document29 pagesCotton: World Markets and Trade: Record World Consumption Helps Lower Stocks in 2019/20JigneshSaradavaNo ratings yet
- New Doc 2019-07-01 09.52.51 - 1Document1 pageNew Doc 2019-07-01 09.52.51 - 1JigneshSaradavaNo ratings yet
- Adtu/-: Mill Name Inspector 6437Document9 pagesAdtu/-: Mill Name Inspector 6437JigneshSaradavaNo ratings yet
- New GeneralDocument18 pagesNew GeneralJigneshSaradavaNo ratings yet
- Spinning Mill QualityDocument8 pagesSpinning Mill QualityJigneshSaradavaNo ratings yet
- Cotton and Yarn Count ClassificationDocument4 pagesCotton and Yarn Count ClassificationJigneshSaradavaNo ratings yet
- Various Cotton GradesDocument3 pagesVarious Cotton GradesJigneshSaradavaNo ratings yet
- Wind Energy Cost and Feasibility of A 2 MW Wind Power ProjectDocument7 pagesWind Energy Cost and Feasibility of A 2 MW Wind Power ProjectJigneshSaradavaNo ratings yet
- Productivitybenchmarkingdgl2016 160810162308 PDFDocument60 pagesProductivitybenchmarkingdgl2016 160810162308 PDFJigneshSaradavaNo ratings yet
- 0 - New Doc 2019-06-19 19.04.53Document2 pages0 - New Doc 2019-06-19 19.04.53JigneshSaradavaNo ratings yet
- Simple Harmonic MotionDocument17 pagesSimple Harmonic MotionAbdul Raafay AnsariNo ratings yet
- 10 Plus - Multi DOF - Modal AnalysisDocument15 pages10 Plus - Multi DOF - Modal AnalysisYanuar Susetya AdiNo ratings yet
- 1756-XXXX ControlLogix Digital I-O ModulesDocument312 pages1756-XXXX ControlLogix Digital I-O Modulesdaovanthanh_bk2007100% (1)
- Possibilities With New GLDocument5 pagesPossibilities With New GLWayne WilliamNo ratings yet
- WindCatcher Plus Quick Start GuideDocument24 pagesWindCatcher Plus Quick Start GuideFikri MochamadNo ratings yet
- 1 - Final - Tutorial On Review of Single Three Phase AC CircuitDocument2 pages1 - Final - Tutorial On Review of Single Three Phase AC Circuitnitai.naicker21No ratings yet
- TECOM Pressure RegulatorDocument4 pagesTECOM Pressure RegulatorRagu RajanNo ratings yet
- Gate Leakage Mechanisms in AlGaN-GaN and AlInN-GaN HEMTs - Comparison and ModelingDocument9 pagesGate Leakage Mechanisms in AlGaN-GaN and AlInN-GaN HEMTs - Comparison and ModelingSreenidhi TuruvekereNo ratings yet
- RzaluDocument414 pagesRzaluJorge GiraldoNo ratings yet
- VMX User ManualDocument86 pagesVMX User ManualzakreaNo ratings yet
- Horiba ABX Micros 60 - Technical Manual 2Document205 pagesHoriba ABX Micros 60 - Technical Manual 2yoraikarNo ratings yet
- Operations On Fractions-Lesson 1Document18 pagesOperations On Fractions-Lesson 1Mye BeltranNo ratings yet
- P H RefinementDocument6 pagesP H RefinementVikas TopeNo ratings yet
- Endodontic Instruments Endodontic InstrumentsDocument11 pagesEndodontic Instruments Endodontic InstrumentsMubashir ZamanNo ratings yet
- IR270Document2 pagesIR270JULIETH PAOLA CAMACHO HERNANDEZNo ratings yet
- Voltage/var Optimization in Active Distribution NetworksDocument12 pagesVoltage/var Optimization in Active Distribution NetworksNokhum MarkushevichNo ratings yet
- End of Life ForecastingDocument84 pagesEnd of Life ForecastingVikas SharmaNo ratings yet
- Simplex Method FlowchartDocument2 pagesSimplex Method FlowchartRezaNo ratings yet
- Textron Placement Papers PDF DownloadDocument28 pagesTextron Placement Papers PDF DownloadvinodNo ratings yet
- Bandsaw Machine 8inDocument1 pageBandsaw Machine 8inManufaktur Sinar JoyoboyoNo ratings yet
- Service Manual: 14U-FM1 CU14FM1Document48 pagesService Manual: 14U-FM1 CU14FM1Xavier LgNo ratings yet
- Material de Clase 3 PDFDocument57 pagesMaterial de Clase 3 PDFPiero ZeaNo ratings yet
- Sub NettingDocument24 pagesSub NettingRudy CarlosNo ratings yet
- Wireless CommunicationDocument1 pageWireless CommunicationVikas ChandraNo ratings yet
- XJTLU - Steelwork CW - Portal Frame (2019-20)Document3 pagesXJTLU - Steelwork CW - Portal Frame (2019-20)FanisNo ratings yet
- Keep504 PDFDocument14 pagesKeep504 PDFRamite BhattacharjeeNo ratings yet
- CMP 214Document66 pagesCMP 214Ezekiel JamesNo ratings yet
- Using PivotTDocument36 pagesUsing PivotTZara RamisNo ratings yet