You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (843)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- B257.OL3 005 Conventional Island Rev01mDocument91 pagesB257.OL3 005 Conventional Island Rev01mmegapoulpeNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
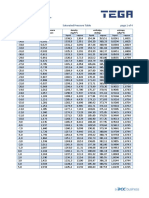
- R 1234ze (E) : Page 1 of 4 Saturated Pressure TableDocument4 pagesR 1234ze (E) : Page 1 of 4 Saturated Pressure TableRodoudoudou The crazy bearNo ratings yet
- Water Cooled Chiller ManualDocument52 pagesWater Cooled Chiller Manualkhamsone pengmanivongNo ratings yet
- Part 180 Ir and BCF Weld Differences For Thermoplastic PipingDocument1 pagePart 180 Ir and BCF Weld Differences For Thermoplastic Pipingravindra_jivaniNo ratings yet
- Part 185 Project Saves Time and Money For Amerada HessDocument1 pagePart 185 Project Saves Time and Money For Amerada Hessravindra_jivaniNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- Part 177 BS en 287-1 and BS en Iso 9606-1 For Welder QualificationDocument2 pagesPart 177 BS en 287-1 and BS en Iso 9606-1 For Welder Qualificationravindra_jivaniNo ratings yet
- PART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I UseDocument2 pagesPART 171 When Manual Metal Arc Welding, Which Electrode Polarity Should I Useravindra_jivaniNo ratings yet
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDocument2 pagesPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniNo ratings yet
- PART 161 Resistance and Mechanical JoiningDocument2 pagesPART 161 Resistance and Mechanical Joiningravindra_jivaniNo ratings yet
- PART 158 What Is Narrow Gap WeldingDocument1 pagePART 158 What Is Narrow Gap Weldingravindra_jivaniNo ratings yet
- PART 157 What Is Submerged Arc Welding ProcessDocument5 pagesPART 157 What Is Submerged Arc Welding Processravindra_jivaniNo ratings yet
- PART 149 What Is Fusion WeldingDocument2 pagesPART 149 What Is Fusion Weldingravindra_jivaniNo ratings yet
- PART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG WeldingDocument2 pagesPART 152 Metal Transfer Mode For MIG & MAG, Advantages & Disadvantages of MIG MAG Weldingravindra_jivaniNo ratings yet
- PART 142 What Is Corrosion - Definition and PreventionDocument3 pagesPART 142 What Is Corrosion - Definition and Preventionravindra_jivaniNo ratings yet
- Prediction of The Chemical Equilibrium Constant For Peracetic Acid Formation by Hydrogen PeroxideDocument3 pagesPrediction of The Chemical Equilibrium Constant For Peracetic Acid Formation by Hydrogen PeroxideDaniella Denleschi100% (1)
- Laboratory Report F3: Coefficient of Difusivity: ObjectivesDocument7 pagesLaboratory Report F3: Coefficient of Difusivity: ObjectivesCristhianRondónNo ratings yet
- Performance With PCMDocument6 pagesPerformance With PCMAnonymous 73gEYyEtLNo ratings yet
- Practical Boiler Operation Engineering and Power PlantDocument581 pagesPractical Boiler Operation Engineering and Power Plantferez pasaribuNo ratings yet
- Shell and Tube Heat ExchangerDocument19 pagesShell and Tube Heat ExchangerMangesh MandgeNo ratings yet
- Thermo 2 SlideshowDocument60 pagesThermo 2 SlideshowQuenee GuntangNo ratings yet
- Global Physical Climatology 2Nd Edition Hartmann Full ChapterDocument51 pagesGlobal Physical Climatology 2Nd Edition Hartmann Full Chapterrichard.rump917100% (9)
- Copeland: Your Local, WholesalerDocument16 pagesCopeland: Your Local, WholesalersugirinNo ratings yet
- Internship Report Mohammad AktharDocument39 pagesInternship Report Mohammad AktharJunaid KhanNo ratings yet
- 07HEAT - WS 03: Solve The Crossword On "Heat" Within 10 MinutesDocument2 pages07HEAT - WS 03: Solve The Crossword On "Heat" Within 10 MinutesSHUBHAM KUMARNo ratings yet
- Air Cooled Scroll Chiller Start-Up ReportDocument4 pagesAir Cooled Scroll Chiller Start-Up ReportAguzmuhhamadd Pecinthamusicksejathiand ThevikingspersibzNo ratings yet
- Candy Cdi1012/1 Service ManualDocument28 pagesCandy Cdi1012/1 Service ManualPavel KellerNo ratings yet
- Aer Conditionat DUCT Midea MTB 24HWN1 Q 24.000 BTU Fisa TehnicaDocument1 pageAer Conditionat DUCT Midea MTB 24HWN1 Q 24.000 BTU Fisa TehnicakiradavidNo ratings yet
- Exmn 3 TermoDocument7 pagesExmn 3 TermoJailene Gómez CollazoNo ratings yet
- Density of Water TablesDocument1 pageDensity of Water TablesHaha ZazaNo ratings yet
- BKF 2453 Chemical Reaction EngineeringDocument6 pagesBKF 2453 Chemical Reaction EngineeringThurgah VshinyNo ratings yet
- Icengine Tut2Document3 pagesIcengine Tut2Satyam SharmaNo ratings yet
- Detailed Analysis From The Second Phase of The Energy Saving Trust's Heat Pump Field TrialDocument123 pagesDetailed Analysis From The Second Phase of The Energy Saving Trust's Heat Pump Field TrialmaxmanfrenNo ratings yet
- Lab 16 (Specific Heat of Copper)Document4 pagesLab 16 (Specific Heat of Copper)tua87538No ratings yet
- MarineDocument2 pagesMarineMichael NettoNo ratings yet
- Mobile Equipment Air Conditioner Repair GuideDocument3 pagesMobile Equipment Air Conditioner Repair GuideGhanshyam PatilNo ratings yet
- Heat TransferDocument9 pagesHeat TransferHectorCabzNo ratings yet
- MS Samsung Ar9000 Inverter Airconditioning PDFDocument2 pagesMS Samsung Ar9000 Inverter Airconditioning PDFMacSparesNo ratings yet
- Graph 1: Temperature,° C of Mixture 1 (Naoh-Hcl) Against Time Taken, (Min)Document8 pagesGraph 1: Temperature,° C of Mixture 1 (Naoh-Hcl) Against Time Taken, (Min)LeeshaaLenee Paramanantha KumarNo ratings yet
- TDS Thermo 32Document2 pagesTDS Thermo 32Boris Popov100% (1)
- FT - JURNAL - An Update of Second Law Analysis and Optimization of A Single-Flash - BAYU RUDIYANTODocument10 pagesFT - JURNAL - An Update of Second Law Analysis and Optimization of A Single-Flash - BAYU RUDIYANTOWahyu Dwi TarunaNo ratings yet