You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Hyundai Engineering & Construction Co., Ltd. HAMAD MEDICAL CITY Construction Package CP-300B Hospital Fit Out ProjectDocument4 pagesHyundai Engineering & Construction Co., Ltd. HAMAD MEDICAL CITY Construction Package CP-300B Hospital Fit Out ProjectYounis Khan100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Procedure For OffloadingDocument10 pagesProcedure For OffloadingStansilous Tatenda Nyagomo100% (1)
- Rigging TechniquesDocument27 pagesRigging TechniquesDeepak ShettyNo ratings yet
- CPWD Part-2 External 2023Document238 pagesCPWD Part-2 External 2023Assistant Engineer Elect CED III CCU100% (1)
- Ceteau ManualDocument37 pagesCeteau ManualHaytham RedaNo ratings yet
- Hiab XS-144Document12 pagesHiab XS-144jairomarcano100% (1)
- Kesla 2024 OperationDocument68 pagesKesla 2024 Operationacostajorgeluis05No ratings yet
- Brevini Winch J # 14Document52 pagesBrevini Winch J # 14Shag ShaggyNo ratings yet
- Cranes AccidentsDocument16 pagesCranes AccidentsGogyNo ratings yet
- HH400 1518 4 PDFDocument240 pagesHH400 1518 4 PDFSyam Sankar Sivam100% (1)
- Jump Form MethodologyDocument30 pagesJump Form MethodologyyusufuNo ratings yet
- Safe Use of Crane in Construction IndustryDocument56 pagesSafe Use of Crane in Construction Industryshailesh vaja67% (3)
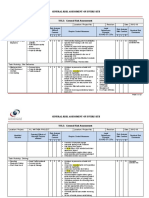
- AL - WATHBA PROJECT General - Risk - Assessment-OHSDocument27 pagesAL - WATHBA PROJECT General - Risk - Assessment-OHSMuhammad YounasNo ratings yet
- Old Technology: Roller Bearing Cranes Seatrax Kingpost Marine CranesDocument2 pagesOld Technology: Roller Bearing Cranes Seatrax Kingpost Marine CranesIrwan DiharjoNo ratings yet
- Altec AC45 127SDocument4 pagesAltec AC45 127SRafa CortesNo ratings yet
- Re77502 2004-05Document20 pagesRe77502 2004-05pamururamuNo ratings yet
- Know Your CraneDocument30 pagesKnow Your Craneisonwas 1966No ratings yet
- F250as 22Document38 pagesF250as 22Денис ЧерныйNo ratings yet
- Optimum Tower Crane Selection and Supporting Design ManagementDocument13 pagesOptimum Tower Crane Selection and Supporting Design ManagementAnggy de RinconNo ratings yet
- SRC900T Spec MT enDocument14 pagesSRC900T Spec MT enlaureljhonwilsonNo ratings yet
- 5.module 21-26 FRROHS COSH Manual 2020 Rev1Document44 pages5.module 21-26 FRROHS COSH Manual 2020 Rev1camlbassigNo ratings yet
- MJ 50Document27 pagesMJ 50Brandon HernandezNo ratings yet
- The Masterbuilder - July 2013 - Concrete SpecialDocument286 pagesThe Masterbuilder - July 2013 - Concrete SpecialChaitanya Raj GoyalNo ratings yet
- HYVA Hb-Range Usa LRDocument7 pagesHYVA Hb-Range Usa LRasdNo ratings yet
- Salient Features:: Pipe LayerDocument4 pagesSalient Features:: Pipe LayerJackson Phinni100% (1)
- Palfinger PK 40002 EH GDocument8 pagesPalfinger PK 40002 EH Gjose lozadaNo ratings yet
- Risk Assessment of Dropped Objects On Topside Facilities and Subsea PipelinesDocument4 pagesRisk Assessment of Dropped Objects On Topside Facilities and Subsea PipelinesAswad HambaliNo ratings yet
- Baldner, McKenzie & Slingluff, Ke Liilah Project-Collapse of A Mobile Crane at The National CathedralDocument13 pagesBaldner, McKenzie & Slingluff, Ke Liilah Project-Collapse of A Mobile Crane at The National CathedralKé Liilah SlingluffNo ratings yet
- Shinano: Class No: ImonoDocument10 pagesShinano: Class No: ImonoFotini HalouvaNo ratings yet
- World Crane Report SamplesDocument7 pagesWorld Crane Report SamplesTarek HareedyNo ratings yet