Professional Documents
Culture Documents
OM621 636 Reparaturanleitung
Uploaded by
storvargOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
OM621 636 Reparaturanleitung
Uploaded by
storvargCopyright:
Available Formats
"
73
I
/
I
. I
"
.~ ~-!' ~1,~ __ ~ .,',._J_
Inha!tsiibersicht:
Ventilspiel einstellen
Einspritzdusen und Gliihkerzen kontrollieren Beobachtung der Auspuffgase
Lauf- und Klangprobe
Kompressionsdruck messen
Forderbeqinn der Einspritzpumpe priifen und einstellen
Nockenwelleneinstellung und Steuerzeiten priifen
Saug- und Druckwirkung der KraftstoffF5rderpumpe messen und das Uberstrornventll kontrollieren
Kraftstoffanlage entliiften
Leerlauf einstellen '
Einstellen der Hochstdrehzahl, unbelastet Drahtzug vorn GliihanlaBschalter zur Einspritzpumpe einstellen
Motor zerlegen und zusammenbauen Wasserpumpe
Zylinderkopf
Vorkammer aus- und einbauen
D~senhalter mit Einspritzdiise einbauen Klpp,hebel, Kipphebelbocke und Schwinghebel VentJist5Bel, Venti le, Ventilsitze K,etten,spanner, Spannrad und Spannradlager EInspntzanlage
Steuergehausedeckel Steuerrader Oberdruck-
ventil ' ,
53 - 56 Olwanne, Olpumpe
56 - 64 Kurbeltrieb, Pleuel Kolben
64 - 66 Nockenwelle '
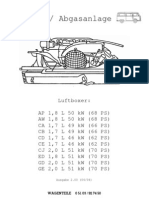
66 - ,8H r- , ... MaB- und Einstelltabelle
"""i;.,',
3 4 5 - 9
17
22-25 25 30 31
32-33 33-36 36-40 40-50 50-53
• Titelbild
3734
1 2
9
10
11 12
14
Links: Motoransicht Typ 636, far Fahrzeug 1800 Rechts: Motoransicht Typ 621, fOr Fahrzeug 190 D
Copyright © by
Verlag A, Bucheli, Inhaber: Paul Pietsch CH-6301 Zug I Schweiz
Samtliche Rechte der Verbreitung, einschlieBlich der Wiedergabe durch Film, Funk, Fernsehen, Fotomechanik und andere Reproduktionsmittel, sind verboten,
Die in diesem Buch enthaltenen Ratschlage werden nach bestem Wissen und Gewissen erteil!, jedoch unter AusschluB jeglicher Haftung,
Satz und Druck:
Buch- und Offsetdruckerel Walter Sprangli AG, CH-5612 Villmergen
Verlag Alfred Bucheli Inhaber Paul Pietsch
BaarerstraBe 61, CH-6301 Zug, Postfach 281 Telefon (042) 211247
Alleinauslieferung fiir die Bundesrepublik Deutschland:
Motorbuch-Verl~g, D-7 Stuttgart 1 Boblinqer StraBe 18, Postfach 1370
Alleinauslieferl.lng tiir tJsterreich:
Buchhandlung H. Godai, Wien XV MariahilferstraBe 169
Alleinauslieferung fiir Danemark:
Buchhandlung Jul. Gjellerup, Kopenhagen Solvgade 87
Alleinauslieferung tiir die Niederlande:
Stamboekhandel N. V .
Houtweg 13, Culemborg, Niederlande
MERCEDES-BENZ
Typ: OM 621 fur Fahrzeug-Typ: 1900 und 1900b Typ: OM 636 Iur Fahrzeug-Typ: 1800 und 1800b
Kontrollarbeiten
Ventilspiel einstellen
OM 636: Das Ventilspiel ist nur bei kaltem Motor zu prtlfen bzw. einzustellen. Luftfilter und Zylinderkopfhaube abnehmen. Den Anzug der Zylinderkopfschrauben und der Sechskantmuttern zur Befestigung der Kipphebelbocke prOfen und eventuell mit vorgeschriebenen Anzugsdrehmoment (siehe Tabelle) anziehen. Den Kolben des ersten Zylinders auf ZOndtotpu nkt stellen. Der Kolben des ersten Zylinders steht im ZOndtotpunkt, wenn das Einlal3- und Auslal3ventil des ersten Zylinders geschlossen ist. Dabei sind die Kipphebel1 und 2 entlastet und die Venti Ie 7 und 8 des vierten Zylinders Oberschneiden sich, das heil3t das Auslal3ventil schlief3t und das Einlal3ventil offnet sich,
Achtung! Um Verwechslungen zu vermeiden, wird empfohlen, die Reihenfolge der Ventilspiel-Einstellung nach der Zilndfolqe vorzunehmen. Die ZOndfolge ist 1-3-4-2. Mittels FOhlerlehre das Ventilspiel der Ventile des jeweiligen Zylinders zwischen Ventilschaftende und Kipphebel prOfen. Es soli beim Einlaf3ventil 0,20 mm und beim Auslaf3ventil 0,15 mm betragen.
Lage der Ein- und Auslal3ventile Fahrtrichtung
1. Zylinder A E
2. Zylinder E A
3. Zylinder A E
4. Zylinder E A
Bei unvorschriftsmaf3igern Ventilspiel ist die Sechskantmutter des entsprechenden Kugelbolzens zu lo sen und der Kugelbolzen z u verstellen. Beim Wiederanziehen der Sechskantmutter ist der Kugelbolzen festzuhalten und das Ventilspiel nochmals zu prOfen.
Anmerkung. Wenn die FGhlerlehre klemmt, so lst zuerst der Kipphebel zu bewegen, um festzustellen, ob er nicht verkantet war.
Die Zylinderkopfhaube darf nicht zu fest angezogen werden, da sie 'sich sonst durchbiegt und die Gummidichtung nach aul3en gedrOckt wird.
DIESEL-MOTOREN
In dieser Ausgabe werden ausschlieGlich die beiden nebenstehenden Dieselmotoren behandelt. - FOr die Reparatur der Obrigen Fahrzeugteile verweisen wir auf die beiden Ausgaben Nr.54 (Typ 190) und Nr.70 (Typ 180).
Luftfilter montieren, Motor laufen lassen und Zylinderkopfhaube auf Dichtheit prOfen.
OM 621: Das Ventilspiel darf nur bei kaltern Motor gepruft bzw. eingestellt werden.
Luftfilter und Zylinderkopfhaube abnehmen: Den Anzug der Zylinderkopfschrauben und der Dehnschrauben zur Befestigung der Schwinqhebelbocke prOfen bzw. mit vorgeschriebenem Anzugsdrehmoment (siehe Tabelle) anziehen.
Den zu dem jeweiligen Ventil gehorigen Nocken der Nokkenwelle so stellen, dal3 der Grundkreis des Nockens der Gleltfldche des Schwinghebels zugekehrt ist,
Beim Einlaf3ventil soli das Ventilspiel 0,15 mm und beirn Auslal3ventil 0,30 mm betragen.
Bild 1 Ventilkipphebel mit eingebautem Ventil
a Nut im Ventilschaft 8 Mutter .
1 Dehnschraube 9 Ventilfeder'tier
2 Schwinghebelachse mit Dichtringhalter
3 Schwinghebelbock 10 Ventilfeder
4 Zylinderkopf 11 Gummidichtring
5 Nockenwelle 12 Ventilschaft
6 Schwinghebel 13 VentilfOhrung
7 Hutmutter
Mercedes 180 0/ 190 0
MuG das Ventilspiel eingestelit werden, so ist die Sechskantmutter am Ventil zu lo sen : hierbei ist die Hutmutter gegenzuhalten. Dann durch Verstellen der Hutmutter das vorgeschriebene Spiel einstellen. Dreht sich dabei das Ventil mit, so rnuf das Venti I am Sechskant des Ventiltellers festgehalten werden. Nach erfolgter Einstellung der Hutmutter diese durch Festziehen der Sechskantmutter kontern und das Ventilspiel nochmals ilberpruten. Zylinderkopfhaube montieren. Eventuell die Dichtringe fUr die Befestigungsschrauben erneuern. Ferner ist zu kontrollieren, daG sich beim Gasgeben der Drahtzug fOr die Leerlaufeinstellung frei im Schlitz des Anschlagwinkels am Winkelhebel bewegen kann.
Bild 26 Schwinghebel 7 Hutmutter
8 Mutter
14 Spezialschllissel 15 FGhleriehre 16.17 SpezialschlOssel
9 Ventillederteller mit Dichtringhalter
Einspritzdusen und GlUhkerzen kontrollieren.
VorglUhprobe: VorglOhen; leuchtet der GIOhOberwacher am Armaturenbrett nicht oder zu stark auf, dann GIOhanlage OberprOfen und feststelien, welche GIOhkerze defekt ist. Dazu die einzelnen GIOhkerzen nacheinander an den AnschlOssen OberbrOcken bzw. Funkenziehen und dabei den GlOh-AnlaG-Schalter auf Stellung « 1 » drehen.
Achtung! Eine defekte GIOhkerze kann ein Zeichen dafOr sein, daf3 die zuqehoriqe DOse nicht in Ordnung oder ein Kugelstift-Defekt in der Vorkammer eingetreten ist.
Die defekte GIOhkerze erneuern und die zuqehoriqe EinspritzdOse und Vorkammer ausbauen. EinspritzdOse reinigen und Vorkammer ersetzen.
2
15/54
6
Bild 3 GliihanlaB- und Stopschaiter beirn OM 621
1 Hauptschalter 5 Gllihkerze
2 Zug-Druckschalter 6 Lichtmaschine
3 Gllihliberwacher 7 Batterie
4 Vorwiderstand
8 Anlasser
61
Bild 4
GliihanlaB- und Stopschalter beirn OM 636
1 Hauptschalter 5 GIGhkerze
2 Gllihanlall- und Stopschalter 6 Lichtmaschine
3 GllihGberwacher 7 Batterie
4 'Vorwiderstand
8 Anlasser
Beobachtung der Auspuffgase: Kurze Zeit im Stand Voligas, bzw. Teilgas geben und dabei den AuspuffgasStof3 beobachten und an der Auspuff-MOndung auf Gerausche (Blubbern) achten.
Oualmt der Auspuff sto!3weise schwarz, so ist dies oft ein Zeichen dafiir, daf3 eine oder mehrere DOsen nicht gleichma!3ig arbeiten. Ebenso kann eine Zunahme der
Einspritzmenge auch durch ein zu starkes Nachlassen des DOsendruckes bzw. durch normalen Verschleil3 oder durch unolchteUnterdruckaniaqe oder Einspritzpumpenmembran entstanden sein. EinspritzdOsen ausbauen, reinigen und prOfen, wie an anderer Stelle beschrieben. Unterdruckanlage und Einspritzpumpen-Regler auf Dichth eit prOfen.
Wird an der Auspuff-Miindung ein unregelmaJ3iges Gerausch (Blubbern) vernommen, so setzt ein Zylinder ganz oder teilweise aus.
Mercedes 180 0/190 0
Lauf- und Klangprobe: 1m Leerlauf und Schnell-Lehrlauf die Oberwurfmuttern der einzelnen Einspritzleitungen an der Einspritzpumpe nacheinander zirka eine halbe Umdrehung lo sen und wiederfestziehen und dabei Rundlauf und Klang des Motors beobachten. Bleiben Lauf und Klang bei geloster Oberwurfmutter unverandert, so ist unter anderem die zugehorige DOse gestort und mul3 ausgebaut und OberprOft werden. Lauft der Motor bei Lcsen einer Uberwurfmutter unrund, so ist die zuqehorige EinspritzdOse in Ordnung.
Bild 5 Ouerschnitt durch den OM-636-Motor
3
Mercedes 180 D /190 D
Kompressionsdruck messen: Ventilspiel ilberprufen und eventuell berichtigen; Motor auf normale Betriebstemperatur bringen (KOhlwassertemperatur 70-BO°C). Stromschienen und GIOhkerzen ausbauen. Mittels Anlasser den Motor kurz durchdrehen, wodurch OlkohleROckstande und Rul3 herausqe schleudert werden.
Das Anschlul3-Stuck des KompressionsprOfers in die GIOhkerzenbohrung des zu messenden Zylinders einschrauben und gut anziehen, damit es richtig abdichtet.
Achtung! Beim Typ OM 621 ist zur Messung des zweiten und dritten Zylinders an das Anschlul3sWck zusatzlich noch das WinkelstOck 0005890090 mit der Uberwurfmutter anzuschlief3en.
Dann den KompressionsdruckprOfer mit Schlauch an das Anschlul3stuck bzw. WinkelstOck anschliel3en.
Mittels Anlasser den Motor zirka fOnf Sekunden durchdrehen; dabei die Regelklappe ganz Bffnen (Voligas geben), damit eine gute ZylinderfOliung erreicht wird.
4
Bild 6 Langsschnitt durch den OM-636-Motor
Die anderen Zylinder in der Reihenfolge 1-4 sinngemiH3 prOfen. Die Dauer des Durchdrehens ist bei allen Zylindern moglichst gleich zu halten.
Bei Verwendung des Kompressionsdruckschreibers 0005896921 wird im Durchschnitt ein Kompresssionsdruck von zirka 22-23 atO erreicht. Die MeJ3ergebnisse d er einzelnen Zylinder sollen nicht mehr als 2 atu voneinander abweichen. 1st die Abweichung an einem Zylinder grol3er, so ist eine zweite Messung vorzunehmen. Liegt der Kompressionsdruck bei 17 atu oder darunter, so ist eine Bearbeitung der Ventile, Kolben oder Kolbenringe erforderlich. 1st bei zwei nebeneinanderliegenden Zylindern der Druck wesentlich niedriger als bei den anderen Zylindern, so ist wahrscheinlich die Zylinderkopfdichtung zwischen diesen beiden Zylindern undicht.
Bild 7 Der Kompressionsdruck wird gemessen 1 AnschluLlstUck
2 beweglicher Schlauch
3 Kompressionsdruckschreiber
Forderbeginn
Einspritzpumpe prufen und einstellen OM 636, 621
Kontrolle der Markierungen furOT (obererTotpunkt) und FB (Fbrderbe qinn)
Aile Motoren der Typen 1800, 180Db, 1900 und 190Db sind zur besseren Kontrolle und Einstellung des Fortierbeginns mit einem Einstellzeiger und mit einer OT-Markierung sowie einer Gradeinteilung an der Riemenscheibe
Mercedes 180 0/190 0
auf der Kurbelwelle versehen. Dadurch ist eine Kontrolle der Markierungen bei ein- und ausgebautem Motor jederzeit moglich.
Bild 8 Markierungen an der unteren Riemenscheibe
Kontrolle bei ein- und ausgebautem Motor. Den Kolben des ersten Zylinders auf ZOndtotpunkt stellen (siehe Ventilspiel einstellen); diese Stellung an der Riemenscheibe kontrollieren. Der Einstellzeiger mul3 auf die OTMarke an der Riemenscheibe zeigen.
Bild 9 Die durch das Schauloch im 'Kupplungsgehause sichtbare Markierung am Schwungrad
5
Mercedes 180 D / 190 D
Kontrolle des Forderbeginns der Einspritzpumpe nach der Uberlaufmethode bei ein- oder ausgebautern Motor
Den Kolben des ersten Zylinders auf ZGndtotpunkt einstellen und die Markierung GberprGfen. Die GIGhkerze des ersten Zylinders herausschrauben, die Kurbelwelle etwa 50° entgegen der Drehrichtung drehen, so daB die Kurbelwelle um zirka 50° vor oberem Totpunkt bzw. um zirka 20° vor F6rderbeginn steht.
Das Zahnflankenspiel wird dadurch ausgeschaltet, bzw. die Kette auf Zug gehalten, daB der Motor von zirka 50° vom oberen Totpunkt bis zum F6rderbeginn wieder in Drehrichtung gedreht wird. Deshalb die Kurbelwelle auf aile Faile bis zirka 50° vom oberen Totpunkt zurGckdrehen und nicht nur bis zum F6rderbeginn.
Achtung! Bei Motoren mit Spritzversteller darf der Motor grundsatzlich nur in Drehrichtung gedreht werden, damit die Fliehgewichte nicht aus ihrer Leerlaufendstellung herausgedrGckt werden. Deshalb ist die' Kurbelwelle
in diesem Faile um 1 % Urndrehunqen in Drehrichtung zu drehen. Ferner ist vor jeder Forderbeginn-Kontrolle der Spritzversteller auf seine Leerlaufendstellung zu GberprGfen. Hierzu den VerschluBdeckel zum Spritzversteller abnehmen. Dann mit einem Finger kontrollieren, ob die Fliehgewichte 9anz innen in der Leerlaufendstellung anliegen.
Mit geeignetem RingschlGssel, der durch eine lange Feder gespannt wird, den Spritzversteller in der Leerlaufendstellung festhalten, um sicher zu sein, daB beim Einstellen des F6rderbeginns die Fliehgewichte in der Leerlaufendstellung bleiben. Mit dieser Vorrichtung ist ein Verschieben der Fliehgewichte beim Durchdrehen des Motors ausgeschlossen.
Die Einspritzleitung am Rohranschlul3 des ersten Pumpenzylinders abschrauben, das Druckventil und die Druckfeder herausnehmen; den Rohranschlul3 wieder einschrauben und das Oberlaufrohr (Teil-Nr. 6365890223) aufschrauben. Dann den Kraftstoftbehalter an der Einspritzpumpe anschlieBen, mit Kraftstoff fGllen und den Absperrhahn 6ffnen.
6
Bild 10 Typ OM 621
Nockenwellenrad
2 Sechskantschraube 3 Kettenspanner
4 EntlUftungsleitung far Wasserpumpe 5 Wasserpumpe
6 Lichtmaschine
7 Riemenscheibe auf der Kurbelwelle 8 Bundschraube
9 Gegengewicht mit Gradeinteilung 10 Einstellzeiger
11 Motortriiger vorn links
12 Gleitschiene auaen mit Sicherungsdraht
am Zylinderkopf .
13 VerschluOschraube zum Lagerbolzen
fOr das Spannradlager 14 Sechskantschraube
15 Halter fOr Gleitschiene, in nen 16 Gleitschiene, innen
17 Lagerbolzen fOr Gleitschiene am Zylinderkopf
18 Verschlullschraube zum Lagerbolzen fOr
das Umlenkrad 19 ROckzugfeder 20 Spritzversteller
21 VerschluBschraube fOr OIOberdruckventil 22 VerschluBschraube mit Lagerbolzen fOr
Gleitschiene, unten im Zylinderkurbelgehiiuse
23 RingschlOssel
24 Zwischenblech am Zylinderkurbelgehiiuse fOr Anlasserbefestigung
Bird 11 Motor OM 636
1 Lager der Fliehgewichtsrollen kontrollieren
2 Schius sel zum Festhalten des Spritzverstellers 3 Ruckzugfeder
Nun fliel3t der Kraftstoff aus dem Oberlaufrohr; dann die Kurbelwelle langsam in Drehrichtung weiterdrehen, bis der Kraftstoff zu tropfen beginnt bzw. gerade kein Kraftstoff mehr aus dem Oberlaufrohr tropft.
In dieser Stellung verdeckt der Pumpenkolben genau die Zulaufbohrung im Pumpenzylinder, das heil3t der Kolben des ersten Zylinders der Einspritzpumpe steht auf Forderbeginn. Wenn aul3erdem in dieser Stellung der Einstellzeiger mit der entsprechenden Gradzahl auf der Riemen scheibe iibereinstimmt, dann ist der F6rderbeginn einwandfrei eingestellt. Andernfalls ist der Forderbeqinn neu einzustellen.
Bird 13
A
B
Mercedes 180 0/ 190 0
Bild 12 Zur Kontrolle des Forderbeginns der Einspritzpumpe 1 Kraftstoffbehalter
2 Absperrhahn
3 Anschlul3 an der Einsprltzpurnpe
4 Oberlaufrohr, auf den Rohranschlul3 des t.Purnpenzylinders aufgeschraubt
c
Der Kraftstoff fliel3t aus dem Oberlaufrohr
Der Kraftstoff beginnt aus dem Oberlaufrohr zu tropfen
Nachdem kein Kraftstoff mehr aus dem Ober/aulrohr tropft, dart nach 15-20 Sekunden noch der letzte Tropfen folgen
Einstellen des Forderbeginns nach der Oberlaufmethode bei ein- oder ausgebautem Motor
Ziindtotpunkt einstellen; GlOhkerze des ersten Zylinders herausschrauben; Kurbelwelle auf zirka 500 Yom oberen Totpunkt bzw. 200 vor F6rderbeginn stellen (siehe vorher-
gehenden Abschnitt); Spritzversteller festhalten; Einspritzleitung des ersten Pumpenzylinders abschrauben, Druckventil und Druckfeder entfernen und Oberlaufrohr aufschrauben; Kraftstoffbehalter an der Einspritzpumpe anschliel3en und mit Kraftstofffiillen. Nun die Kurbelwelle langsam in Drehrichtung weiterdrehen, bis der Einstell-
7
Mercedes 180 D /190 D
zeiger mit der entsprechenden Gradzahl an der Riemenscheibe Obereinstimmt.
Die Einspritzpumpe am Befestigungsfiansch soweit 10- sen, bis sie sich gerade verdrehen laf3t. Dann durch Schwenken der Einspritzpumpe in entsprechender Richtung den Forderbeginn der Pumpe richtigstellen.
Bild 14 RohranschluB einbauen 1 RohranschluB
2 Dichtring (Gummi) 3 Schraubenfeder
4 Druckventil
Achtung! Beim OM 636 gibt Schwenken der Einspritzpumpe zum Motor hin spateren und Schwenken vom Motor weg fruheren Forderbeginn.
Beim OM 621 gibt Schwenken der Einspritzpumpe zum Motor hin frtiheren, Schwenken vom Motor weg spateren Forderbeqinn,
Die Einspritzpumpe steht auf Forderbeq i nn,wenn aus dem Oberlaufrohr gerade kein Kraftstofl mehr tropft. Nach zirka 15-20 Sekunden darf ein weiterer Tropfen folgen. In dieser Stellung die Einspritzpumpe mit zwei Sechskantmuttern festziehen und die Einstellung nochmals uberprOfen. Dann die restlichen Befestigungsmuttern fest anziehen. (Siehe Bild 13)
Kraftstoffbehalter und Oberlaufrohr abschrauben. Rohranschlul3 herausschrauben, Druckventil und Druckfeder einsetzen, Rohranschlul3 wieder einschrauben und mit einem Drehmoment von 4,5 mkg festziehen. Die Einsprltzleitung anschliel3en.
Achtung! Beim Einsetzen des Druckventils ist auf peinlichste Sauberkeit zu achten, da verschmutzte Ventilezu Motorstorungen fOhren konnen.
Kraftstoffanlage entlOften, Motor laufen lassen und AnschlUsse auf Dichtheit prUfen.
Anbringung einer Markierung bei ein- oder ausgebauten Motoren OM 636 ohne jegliche bisherige Markierung
Den Kolben des 1. Zylinders auf ZOndtotpunkt stellen. Die GIOhkerze des 1. Zylinders ausbauen, die Kurbelwelle etwa 500 entgegen der Drehrichtung drehen, so dal3 die Kurbelwelle um zirka 500 vor OT steht.
8
Anmerkung: Bei Motoren mit Spritzversteller ist die Kurbelwelle um 1 X Umdrehungen in Drehrichtung zu drehen. Auf3erdem ist der Spritzversteller auf seine Leerlaufendstellung zu OberprOfen.
Aus SicherheitsgrOnden das Massekabel am Minuspol der Batterie abklemmen. Das Einlal3ventil mit einem Vantilheber nach unten drOcken und zwischen Ventilschaftende und Kipphebel eine FOhlerlehre mit einer bestimmten Starke (a) schieben.
FOr einen Forderbeqinn von
320 vor OT = eine 12,0 mm starke FOhlerlehre 300 vor OT = eine 10,5 mm starke FOhlerlehre 260 vor OT = eine 8,75 mm starke FOhlerlehre
Bild 15 Zur Anbringung von Markierungen bei bisher unmarkierten OM-636-Motoren. a = Starke der FOhleriehre (siehe Text)
Eine Mal3ungenauigkeit von 0,375 mm entspricht XO an der Kurbelwelle. Die Kurbelwelle vorsichtig von Hand drehen, bis der Kolbenboden am Ventilteller anliegt. Die Kurbelwelle an der Befestigungsschraube, mit der die Riemenscheibe an der Kurbelwelle befestigt ist, mit einem Steckeinsatz und einer Ratsche oder mit einem Lufter drehen.
Den Motor auf keinen Fall mit dem Anlasser durchdrehen.
Wenn die Kurbelwelle auf den richtigen Forderbeginn eingestellt ist, einen Einstellzeiger am Steuerqehause und an der Riemenscheibe eine Markierung anbringen. Markierung und Einstellzeiger rnussen Obereinstimmen. Mit
dem Einstellzeiger und der Markierung an der Riemenscheibe kann in Zukunft der Forderbeginn jederzeit einwandfrei kontrolliert und eingestellt werden.
Die Kurbelwelle zirka 30° entgegen der Drehrichtu ng drehen. Das EinlaBventil mit dem Ventilheber etwas nach unten drOcken und die zwischen Ventilschaftende und Kipphebel eingesetzte FOhlerlehre entfernen.
Das Massekabel am Minuspol der Batterie anbringen. Den Forderbeginn kontrollieren bzw.einstellen.
Einstellung der Nockenwelle zur Kurbelwelle kontrolJieren
OM 636
Den Kolben des ersten Zylinders unqefahr auf den ZOndtotpunkt einstellen (wie im Abschnitt «Ventilspiel einstellen »), Dann die Kurbelwelle noch so weit drehan, bis die obere Totpunkt-Markierung an der Riemenscheibe gen~u mit dem Einstellzeiger Obereinstimmt. Bei eingebautem Steuerqehausedeckel den VerschluGdeckel abnehmen. Bei richtig montiertem Nockenwellenrad mul3 der markierte Zahn des Antriebsrades auf der Nockenwelle zwischen den beiden markierten Zahnen des Antriebsrades auf der Antriebswelle fOr die Einspritzpumpe stehen.
Bei ausgebautem Steuerqehausedeckel muG bei richtig montiertem Nockenwellenrad der markierte Zahn des Kurbelwellenrades zwischen den beiden markierten Zahnen des Nockenwellenrades stehen.
1st eine Korrektur notwendig, so ist der Steuerqehausedeckel auszubauen. Das Kurbelwellenrad so weit abziehen, bis sich das Kurbelwellenrad mit der Kurbelwelle ohne die Nockenwelle drehen lal3t. Die Kurbelwelle so weit drehen, bis der markierte Zahn des Kurbelwellenrades zwischen den beiden markierten Zahnen des Nokkenwellenrades steht. In dieser Stellung das Kurbelwellenrad wieder auf seinen Sitz schlagen. Dell Steuergehausedeckel einbauen.
OM 621
Der Typ OM 621 mit obenliegender Nockenwelle durch eine Zweifach-Rollenkette angetrieben, hat zur Kontrolle der Einstellung der Nockenwelle zur Kurbelwelle auf dem ersten Nockenwellenlager und der Ausgleichsscheibe der Nockenwelle je eine Strichmarkierung. (Bild 16)
Die Kurbelwelle an der Bundschraube vorn auf der Kurbelwelle mittels Steckeinsatz SW 22 und Ratsche in Drehrichtung des Motors so lange drehen, bis der Einstellzeiger auf die obers Totpunkt-Markierung der Gradeinteilung auf dem Gegengewicht zeigt.
Mercedes 1800/190 0
Bild 16 Die Strichmarken auf der Ausgleichsscheibe und dem Nockenwellenlager sind gefluchtet (OM 621)
1 Steckglied
2 FederverschluLl
Achtung! Die Kurbelwelle nur in der Drehrichtung des Motors drehen, damit die linke Seite der Kette gespannt ist.
Die Strichmarken auf der Ausgleichsscheibe der Nockenwelle und auf dem ersten Nockenwellenlager mOssen jetzt Obereinstimmen. In dieser Stellung sind der erste und vierte Kolben im oberen Totpunkt. Dabei steht der Kolben des ersten Zylinders im Verdichtungshub.
1st eine Korrektur notwendig, so ist die Zweifach-Rollenkette umzusetzen. Eine Versetzung um einen Zahn am Nockenwellenrad ergibt 180 an der Kurbelwelle.
Steuerzeiten priifen
FOr die PrOfmessung werden die Steuerzeiten bei einem Ventilspiel von 0,4 mm fOr Ein- und Auslal3-Ventil angegeben. Dieses PrOfventilspiel von 0,4 mm wird nicht eingestellt, sondern vielmehr die Messung bei einer Ventilerhebung von 0,4 mm vorgenommen, da diese Methode wesentlich genauer ist. Bei einer Ventilerhebung von 0,4 mm ergeben sich die gleichen Steuerzeiten, wie bei einem Ventilspiel von 0,4 mm.
Normalerweise genOgt es, die Steuerzeiten am Ein- und Auslal3ventil des ersten Zylinders zu messen.
Achtung! Beim OM 621 kann die Gradscheibe (TeilNr. 1805890723) mit 3600 Teilung statt an der Kurbelwelle an der Nockenwelle angebracht werden. Hierbei miissen jedoch die auf der Nockenwelle abge'esenen Werte verdoppelt werden!
Aile GIOhkerzen herausschrauben und die Zylinderkopfhaube abnehmen. Den Kolben des ersten Zylinders auf Zilndtotpunkt stellen. Nun die Gradscheibe so drehen,
9
Mercedes 180 0/ 190 0
dal3 der Zeiger auf die OO-Marke zeigt. In dieser Stellung die Gradscheibe festziehen. Zur Ausschaltung des vorhandenen Betriebsventilspiels ein Toleranzband zwischen Ventilschaftende und Kipphebel (beim OM 636) bzw. zwischen Schwinghebel und Hutmutter des Ventils (beim OM 621) einschieben.
Bild 17 In 5tellung gebrachte Gradeinstellscheibe 1 Gradscheibe
2 Einstellzeiger
Achtung! Das Toleranzband mul3 SO stark sein, damit das vorhandene Betriebsventilspiel mit Sicherheit aufqs-' hoben ist. Das Venti I kann dabei ohne weiteres etwas angehoben werden.
Den Taststift in die MeBuhr einschrauben und die MeBuhr mit dem MeBuhrenhalter so am Stehbolzen fUr die Kipphebelbocke befestigen, dal3 der Taststift mit einer Vorspannung von 2,0 mm senkrecht auf dem Federteller des Einlal3ventils des ersten Zylinders aufsitzt.
Anmerkung! Wenn der Taststift der Mel3uhr nicht genau senkrecht auf dem Federteller aufsitzt, konnen erhebliche MeBfehler entstehen! Beim OM 621 muB ferner der Kettenspanner einwandfrei entlGftet sein!
Nun die Skala der Mel3uhr auf «0» einstellen.
Die Kurbelwelle jetzt so weit in Drehrichtung des Motors drehen, bis die Mel3uhr 0,4 mm weniger anzeigt, das heil3t bis das Ventil um 0,4 mm angehoben ist. Den auf der Gradscheibe angezeigten Wert ablesen, welcher der Offnungsbeginn des Ventils. ist.
10
Achtung! Wurde die Gradscheibe beim OM 621 auf der Nockenwelle befestigt, so ist der abgelesene Wert zu verdoppeln!
Die Kurbelwelle in der Drehrichtung des Motors weiterdrehen, bis das Ventil beim Schliel3en noch 0,4 mm abgehoben ist, das heil3t die Mel3uhr wieder den gleichen Wert anzeigt wie beim Offnungsbeginn. Dabei die eingestellte Vorspannung der Mel3uhr von 2,0 mm beachten. Den angezeigten Wert auf der Gradscheibe ablesen, welcher das Schliel3ende des Einlal3ventils ist.
Achtung! Wahrend der Messung den Motor auf keinen Fall ruckwartsdrehen, da sich sonst erhebliche Mel3fehler ergeben. Zur Kontrolle nach dem Ablesen des Wertes den Motor weiterdrehen, bis der Zeiger an der Gradscheibe wieder auf die OO-Marke zeigt. Die Mel.luhr mul3 dabei wieder auf «0» zurGckgehen.
Die Steuerzeiten des Auslal3ventils werden auf die gleiche Weise geprGft.
Muf3 eine versetzte Scheibenfeder verwendet werden, so ist folgendes zu beachten: Eine Versetzung der Scheibenfeder nach rechts (in Fahrtrichtung gesehen) ergibt einen frGheren, eine Versetzung nach links einen spateren Offnungsbeginn. Eine Versetzung von 0,20 mm der Scheibenfeder ergibt eine Verschiebung an der Kurbelwelle von etwa 1 ° 30'.
Nach Einbau einer versetzten Scheibenfeder ist der Forderbeginn neu einzustellen.
Saug- undOruckwirkung der Kraftstoff-Forderpumpe messen und das Uberstromventil kontrollieren
Die KraftstoffrGcklauf-Schlauchleitung am Anschluf3 zur RGcklaufleitung zum Tank abschlief3en und das Schlauchen de in ein geeignetes Gefaf3 leiten. Motor anlassen, tritt bei laufendem Motor Kraftstoff aus, so liegt der Forderdruck Gber dem Offnungsdruck des Uberstromventtls von 1-1,5 atu, Bei Oberstromventilen, die zur Vermeidung des Tickens in den Kraftstoffleitungen von und zum Tank in ihrer Ventilplatte eine Nut bzw. ein Loch haben, ist die Feststellung des F6rderdruckes bzw. Offnunq sdruckes schwieriger. In diesem Fall muf3 ein starkerer Kraftstoffstrahl aus dem Schlauchende kommen.
Uberprufen der Forderleistung mit dem Forderpumpenprufqerat 0005894921
Die Druckleitung zwischen Kraftstoff-Forderpumpe und Kraftstoff-Hauptfilter abschlief3en und das PrGfgerat anschliel3en.
Das Prufgerat und das Kraftstoff-Haupffilter an der Entluftun qss ch raube des Kraftstoff-Hauptfllters entluften und den Motor laufen lassen. Der im PrufgeriH angezeigte Druck ist der Ofinunqsdruck des Oberstromventtle und soli 1-1,5 atu betragen. 1st der Druck hoher als 1,5 ani oder niedriger als 1 atii, so ist das Uberstrornventil zu kontrollieren bzw. zu erneuern.
Bild 18 Das Priifgerat fiir die Forderkontrolle der Einspritzpumpe wurde montiert
1 Anschlul3 auf der Druckseite der F6rderpumpe 2 AnschluLl am Kraftstoff-Hauptfilter
3 Glasrohr
Durch Zusammendrucken des Schlauches zwischen Prufgeriit und Kraftstoff-Hauptfilter wird der griil3te Forderdruck der Fiirderpumpe angezeigt. Bei einer einwandfrei arbeitenden Forderpurnpe soli der Druck mindestens 2,0 atli betragen. Zur Prufung des Unterdrucks im Saughub sind die Anschlusse des Prufgeriites auf der Ansaugseite der Forderpumpe anzuschliel3en. Der SaugUnterdruck mul3 mindestens 0,5 atu betragen.
Weist die Fiirderpumpe die angegebenen Werte nicht auf, so ist sie auszutauschen bzw. zu Oberholen.
Bei der Messung der Druck- und Saugwirkung durch das Glasrohr des PrOfgeriites beobachten, ob sich im Kraftstoff Luft beflndet. Um feststellen zu kiinnen, an welch em Punkt der Anlage falsche Luft angesaugt wird, ist das PrOfgeriit zuerst auf der Saugseite und dann auf der Druckseite der Forderpurnpe anzuschliel3en. Zeigen sich beim Anschlul3 auf der Saugseite Luftblasen im Kraftstoff, so lst eine Undichtheit zwischen Kraftstoffbehi:ilter und Kraftstoff-Forderpumpe vorhanden. Zeigen sich nur auf der Druckseite Luftblasen, so liegt die Undichtheit an der Forderpurnpe selbst. In solchem Faile ist die Forderpumpe zu tauschen oder zu reparieren.
Mercedes 180 0/ 190 0
Das PrOfgeriit dient ferner zum kontrollieren des Filterdurchganges. Hierzu das Geriit zwischen KraftstoffHauptfllter und Einspritzpumpe anschliel3en. Der hier gezeigte Druck darf n ur gering von dem vor dem Filter gemessenen Druck abweichen. Stark verschmutzte Filtereinsiitze fUhren zu Druckabfall und eventuell zu Motorstiirungen.
Kraftstoffanlage entlUften
Kraftstoff-Hauptfilter und Einspritzpumpe: Die EntIOftungsschraube am Kraftstoff-Hauptfilter um 1-2Giinge herausdrehen.
Den 8etiitigungsknopf an der Handf6rderpumpe in Richtung links drehen und so lange pumpen, bis blasenfreier Kraftstoff an der Entluftunqs schraube austritt. Dann die Entluftunqsschraube wieder schliel3en.
Die beiden Entltlftunqsschrauben an der Pumpe (beim OM 636) einige Umdrehungen herausschrauben. Die Handpumpe wieder so lange betiitigen, bis an den Entli.iftungsschrauben blasenfreier Kraftstoff austritt, dann die EntiOftungsschrauben wieder festziehen. Durch Drehen des Betatigungsknopfes der Handf6rderpumpe im Uhrzeigersinn denselben wieder festschrauben.
Achtung! Beim OM 621 sind die bisher an der Seite angeordneten EntiOftungsschrauben weggefallen und durch eine EntlOftungsschraube oben an der Einspritzpumpe, am hinteren Ende des Saugraumes ersetzt worden. Wichtig ist, dal3 der 8etiitigungsknopf der Handfiirderpumpe gut angezogen wird; dadurch wird der Pumpenkolben auf einen Dichtungsring gedruckt und dichtet dadurch die Handpumpe nach aul3en abo Bei geliistem Beti:itigungsknopf lenkt die Handfiirderpumpe wahrend des Betriebes.
Einspritzleitungen entli.iften: Da beim Typ OM 621 die Einspritzleitungen sehr ~urz sind, ist ein Enthiften nicht erforderlich. Nur wenn die Leitungen gelost und dadurch viillig entleert wurden, ist ein Enthlften notwendig.
Den seitlichen Abschlul3deckel an der Einspritzpumpe abnehmen. Durch Drehen der Kurbelwelle die jeweiligen Pumpenelemente so stellen, dal3 sie auf Vollfiirderung, das heil3t dal3 die Pumpenkolben und Stol3el im unteren Totpunkt stehen. Mittels stabilem Schraubenzieher zwischen der Feststellmutter und der Einstellschraube des Rollenstiil3els ansetzen und so lange pumpen, bis die zugehorige Dtise abspritzt. Unn6tig langes Einspritzen ist jedoch zu vermeiden.
Die anderen Einspritzleitungen werden auf die gleiche Weise entlOftet.
11
Mercedes 180 D 1190 D
Den seitlichen Deckel wieder anbringen, Motor Iaufen lassen und prufen, ob aile Anschlusse und EntlUftungsschrauben dicht sind.
Leerlaufdrehzahl einstellen
Zum Einstellen der Leerlaufdrehzahl 5011 sich der Motor im betriebswarmen Zustand befinden (mindestens 60°C Kuhlwassertemperatur). Die Einregulierung der vorgeschriebenen Leerlaufdrehzahl darf nur am Klappenstutzen vorgenommen werden und nicht am Einspritzpumpen-Regier.
Den Drehknopf an der Instrumententafel ganz nach rechts drehen. Der Drosselhebel darf auf keinen Fall am Stellring des Drahtzuges anliegen, gegebenenfalls den Stell ring losen.
Durch Hinein- oder Herausschrauben der Leerlauf-Anschlagsschraube die Leerlaufdrehzahl einstellen. Sie 5011 b eirn OM 636 zirka 550~00 U/min. und beim OM 621 zirka 700--800 U/min. betragen. Wird die Leerlaufdrehzahl ohne Drehzahlmel3gerat eingestellt, so dient die LadekontrollLampe als Anhaltspunkt. Die Leerlaufdrehzahl ist so einzustellen, dal3 die Ladekontroll-Lampe gerade erlischt.
.,' 'd 19 Zur Einstellung der Leerlaufdrehzahl am Klappenstutzen 1 Voliast-Anschlagschraube
2 Leerlauf-Anschlagschraube
3 Unterdruckanschlul3
4 Drosselhebel mit Langloch zum Einhangen des Bowdenzuges
5 Befestigungsschelie fOr den Bowdenzug der Leerlaufver-
steliung
6 Gliihkerze
7 Stromschiene 8 Massekabel
Beirn OM 621 ist aul3er den vorgenannten Arbeiten die Verbindungsstange der mechanischen Zusatzregulierung auf die richtige Lange zu kontrollieren bzw. einzustellen. Dazu die Verbindungsstange vorn Winkelhebel an der Zylinderkopfhaube zum Hebel der mechanischen
12
Zusatzregulierung am Einspritzpumpenregler aushanqen und bis zum Leerlaufanschlag nach unten drilcken.
In dieser Stellung, also Regelklappe in Leerlaufstellung und Hebel am Einspritzpumpenregler im Leerlaufanschlag, mul3 ein Abstand zwischen Kugelpfanne der Verbindungsstange und Kugelkopf am Winkelhebel von zi rka 1 mm vorhanden sein, das heil3t zum Einhanqen der Verbindungsstange in den Kugelkopf des Winkelhebels mul3 sich die Verbindungsstange um zirka 1 mm anheben lassen. Mul3 man die Verbindungsstange zum Einhariqen mehr als 1 mm anheben, so istdie Verbindungsstange durch Herausschrauben der Kugelpfanne zu verlanqern. 1st der Abstand zum Einhanqen kleiner als 1 mm, muG man die Verbindungsstange kurzer machen.
Einstellen des Drahtzuges fUr Leerlaufverstellung Ais Vorarbeit ist der Leerlauf an der Leerlauf-Anschlagsschraube einzustellen.
Den Drehknopf an der Instrumententafel ganz nach rechts drehen.
Den Stellring auf dem Drahtzug so festklemmen, daf zwischen Stellrlng und Drossel- bzw. Winkelhebel ein Abstand von 0,1 bis 0,2 mm vorhanden ist, damit die Leerlauf-Anschlagschraube mit Sicherheit an ihrem Anschlag am Klappenstutzen anliegt. Bei dieser Einstellung erhoht sich die Drehzahl des Motors beim Drehen des Drehknopfes nach links etwa ab der vierten Raste des Drehknopfes.
Beirn OM 621 mul3 aul3erdem kontrolliert werden, dal3 sich beim Gasgeben der Drahtzug frei im Schlitz des Anschlagwinkels am Winkelhebel bewegen kann.
Einstellen der Hochstdrehzahl unbelastet
Bei normaler Betriebstemperatur durch VolIgasgeben die Regelklappe bis zum Vollast-Anschlag 6ffnen und dabei die H6chstdrehzahl unbelastet mit einem Drehzahlmesser feststellen. 1st die H6chstdrehzahl unbelastet h6her als 3850--4000 U/min. (beim OM 636 bzw. 1800) oder 4300 bis 4400 U/min. (beim OM 621 bzw. 1900), somul3 die VolIlast-Anschlagschraube so weit hineingedreht werden, bis die vorgeschriebene Drehzahl erreicht ist.
Wird die H6chstdrehzahl unbelastet nicht erreicht, dann durch Herausdrehen der Vollast-Anschlagschraube die Regelklappe welter 6ffnen bzw. die Drehzahl erh6hen. 1st die Regelklappe bereits ganz ge6ffnet, mul3 die Regelfeder der Einspritzpumpe durch Unterlagringe mehr vorgespannt werden.
Es ist zweckmal3ig, den nachtraqlichen Einbau eines Unterlagringes beirn zustandiqen Bosch-Dienst durchfiihren zu lassen.
Mercedes 180 0/ 190 0
Bild20 Zur Einstellung der Leerlaufdrehzahl 10 Sechskantschraube 21 Lagerbock
am Klappenstutzen 11 Obergangsstutzen 22 Verbindungsstange (200 mm lang)
1 Verstellhebel 12 Spannmutter 23 Regelklappenwelle mit Hebel
2 Olstandkontrollschraube 13 EntlUftu nqsschraube .24 Winkelhebel
3 EntlOfterschraube 14 En!lOftungsleitung vom Filter zum 25 Leckleitung
4 Sechskantschraube fur Klemmbacken KreuzsWck 26 VerbIndungsstange zum Hebel fUr
5 Rohranschlul3 15 Sechskantschraube fUr Filterbefestigung mechanische ZusatzreguJierung
6 Verschlul3schraube (Anschlul3 fUr Dreh- 16 Beilage 27 Unterdruckleitung vom Einspritz-
zahlmesser) 17 Biegsamer Schlauch von Leckleitung zum pumpenregler zum Klappenstutzen
7 Einspritzleitung Kreuzstuck 28 Hebel fur mechanische ZusatzreguJierung
8 Biegsamer Schlauch vom Oberstromventil 18 Drahtzug fur Leerlaufeinstellung 29 Abstutznlccke
der Einspritzpumpe zum Kreuzstuck 19 Hohlschraube 30 Abstiitztriiger
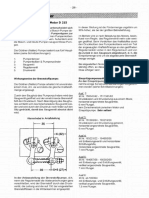
9 Kreuzstuck 2J EntlOftungsleitung 31 SchraubstOtzen Bild 21 Teillast- oder Leerlaufstellung, OM 636
1 ·BelGftungssieb fUr die Atmospharenkarnrner
2 Klanpoler zur Schmierung des Reglergestanges
3 Membrane
4 Regelfeder
5 Unterdruckanschlul3 an der Unterdruckkammer
6 Einstellschraube mit Zusatzfeder (Stupser)
7 Feststellmutter fur Einstellschraub<:
8 Zusatzfeder
9 Anschlagbolzen (Stupser)
10 Feststellmutter
11 Einstellschraube mit Vollastanschlag
12 Feder
13 Anschlagbolzen
14 Doppelhebel
15 Verstellhebel
16 Regelstange
17 Verschlul3deckel im Membranblockgehausedeckel
18 Membranbolzen
19 Druckbolzen der Angleichfeder .
20 Unterlagring
13 Mercedes 180 D / 190 0
3------#;:=;== 4----,r----~--~
5---i----."a 6 ----ir---;-nf- 1
7-p~~ 8-tTr===;~~
20 21 22 23
Bild 22 Leerlaufstellung, OM 621 1 Luftfilter
2 FOhrungsstange 3 FOhrungshebel 4 Angleichfeder
5 Membranbolzen
6 Druckbolzen der Angleichfeder 7 Startmengenanschlag
8 Regelstange
9 Doppelhebel
10 Membrane
11 Gummipuffer
12 UnterdruckanschluC an der Unterdruckkammer 13 Regelfeder
14 Unterlagring
15a Einschaltnocken, Vollaststellung 15b Einschaltnocken, Leerlaufstellung
16 Hebel fOr automatische Zusatzregulierung 17 Anschlagbolzen (Stupser)
18 Zusatzfeder
19 Stunserqehause bzw. Federkapsel, gleitend 20 Anschlagbolzen fUr Vollastanschlag
21 Feststell m utter
22 Feder
23 Einstellschraube mit Vollastanschlag
Drahtzug vom GUihanlaD-Schalter zur Einspritzpumpe einstellen
OM 636: Den Griff des GluhanlaB-Schalters ganz nach links drtlcken (Stopstellung) und gleichzeitig durch eine zweite Person die Stellung des Verstellhebels an der Einspritzpumpe kontrollieren. Der Verstellhebel muB in dieser Stellung durch die Ose des Drahtzuges ganz nach hinten in Stopstellung gezogen sein.
Die Kolben der Elemente der Einspritzpumpe stehen dabei auf .Nullf5rderung, der Motor erhiilt keinen Kraftstoff mehr und bleibt stehen.
14
Durch Verschieben der Drahtspirale in der Befestigungsschelle oder durch Verschieben des Drahtzuges im Hebel des GluhanlaB-Schalters karin der Drahtzug verstellt werden. Der Verstelihebel muG auf der Welle der Einspritzpumpe festsitzen.
2
A"" __ '''-L r--T--- 4 ':"";r---5
Z-1123
2
3
Bild 23 Stopstellung
1 GlUhanschluCschalter
2 Griff des GIOhanschluCschalters in Stopstellung 3 Einspritzpumpe
4 Ose des Drahtzuges
5 Verstellhebel ganz nach hinten gezogen
BUd 24 Anl~Bstellung
1 GIGhanschluCschalter
2 Griff des GliihanschluCschalters in AnlaCsteliung 3 Einspritzpumpe
4 Ose des Drahtzuges
5 Verstellhebel ganz nach vorn gedrOckt
Das Massekabel am Minuspol der Batterie abklemmen. Dann den Griff des GIOhanlaG-Schalters ganz nach rechts bis zum Anschlag drOcken (AnlaB-Stellung) und gleichzeitig durch eine zweite Person die Stellung des Verstellhebels an der Einspritzpumpe kontrollieren lassen. In dieser Stellung muB der Bolzen des Verstellhebels auf der anderen Seite der Ose anliegen und dabei den Verstellhebel ganz nach vorne drucken, Dadurch ist die Regelstange in Richtung «voll» Ober den Voll-Lastanschiag hlnaus auf Startrnenqe verschoben.
Den Griff des GlGhanlal3-Schalters loslassen, der Griff geht auf Fahrtstellung (Stellung «0») zuruck. In der Fahrtsteliung «0» sowie in der Vorqlllhstellunq «1» darf der Bolzen des Verstellhebels auf keiner Seite der Ose anliegen.
Das Massekabel am Minuspol der Batterie anklemmen. Den Motor laufen lassen und dann wieder abstellen.
OM 621: Beim Fahrzeug Typ 1900 und 190Db wird ein Zuq-Druck-Schalter als GIOhanlal3- und Stopschalter verwendet.
Aul3erdem steht der Verstellhebel der Einspritzpumpe nach unten, im Gegensatz zurStellung des Verstellhebels beim OM 636.
Bild 25 Zum Ausbau des Diisenharters mit Einspritzdiise
1 Oberwurfmut1er zur Befestigung der Einspritzleitung
2 Sechskantmutter zur Befestigung des DurchgangsstUckes 3 Durchgangsstiick
4 Anschlul3kopf der Leckdlleltunq 5 Hohlschraube
6 Dusenhalter
7 Gluhkerze
8 Stromschiene
9 Anschlul3isolator
10 Anschlul3kabel bzw. Massekabel (an den beiden iiul3eren Glilhkerz en)
11 Riindelmutter
Das Massekabel am Minuspol der Batterie abklemmen. Den Zug-Druck-Schalterknopf ganz hineindrOcken (Stopstellung) und zur gleichen Zeit durch eine zweite Person die Stellung des Verstellhebels an der Einspritzpumpe kontrollieren lassen, welcher ganz nach vorne gedrOckt sein mul3 (S-Stopstellung).
Mercedes 180 D /190 0
Bild 26 Zum Ausbau der Vorkammer 1 Druckspindel
2 Sechskantmut1er zum Andrucken der Zapfenhulse an den Gewindering
3 Zapfanhulse mit 5- oder 9-mm-Zapfen
Den Knopf des Zug-Oruck-Schalters unter Uberwindung des kleinen Widerstandes ganz herausziehen bis zum Anschlag (Anlaf3-Stellung) und zur gleichen Zeit durch eine zweite Person die Stellung des Verstellhebels an der Einspritzpumpe kontrollieren lassen, wobei der Bolzen des Verstellhebels auf der anderen Seite der (he anliegen mul3 (A-Anlal3-Stellung).
Bird 27 Zum Ausbau der Vorkammer 1 Druckspindel
2 Ausschnitt in der Abdruckglocke
3 Nute im Zylinderkopf fUr die Sicherungsnase an der Vorkammer
Nute im Gewindering zum Einsetzen der Zapfenhulse Nutenbreite bei der 1. AusfUhrung = 5 mm Nutenbreite bei der 2.Ausfiihrung = 9 mm
5 Sechskantmutter 6 Abdriickglocke
15
Mercedes 180 0/ 190 0
Bild 28 Kugelstift fUr die Vorkammer Oben: AusfUhrung IV, r = 10 mm
Unlen: AusfUhrung V, r = 4 mm
Dann den Schaltknopf loslassen, welcher durch Federkraft automatisch in die Fahrtstellung (F) zurGckgeht. In der Fahrt- sowie VorglGhstellung (V) darf der Bolzen des Verstellhebels auf keiner Seite der Ose anliegen.
Bild 29 Kugelstift fiir die Vorkammer, OM 621
Bild 30 Zum Einbau von Diisenhalter und Einspritzdiise a Nute im Zylinderkopf
b Sicherungsnase der Vorkammer gegen Verdrehung cAbstand zwischen Vorkammer (5) und Zylinderkopf
dO,S mm, hochslzulal3iges Mal3 eines zuruckgegangenen Kugelslilles gegenuber dem aul3eren Durchmesser der Vorkammer
DOsenhalter bzw. Oberwurfmulter des DOsenhalters 2 Gewindering
3 Dichtring zwischen Vorkammer und Zylinderkopf Dichtung zwischen Vorkammer und DOsenhalter (Dusenplattchen)
5 Vorkammer (AusfOhrung mit Kugelstift) 6 Kugelstill in der Vorkammer
7 GlUhkerze
16
Bild 31 Zum Einbau von Diisenhalter und Einspritzdiise 1 Oberwurfmutter der Einspritzleitung
2 Sechskantmutter
3 Kraftstoff-Leckleitung 4 DOsenhalter
5 Zylinderkopfschraube 6 Zylinderkopf
7 GIOhkerze
7a Dichtring
8 Zylinderkopfdichtung
9 , Zylinder-Kurbelgehause 10 Durchgangsstuck
11 Oberwurfmutter des Dtisenhalters 12 Gewindering
13 Dichtring
14 Vorkammer
15 Dichtung
16 DOsennadel 17 Kolben
a Kugelstift
b Austrittsbohrungen des MehrJochbrenners
cAbstand zwischen Stlrnflache der Vorkammer und Trennflache des Zylinderkopfes = 5,5 bis 5,9 mm
d Kleinster Abstand zwischen Stirnflache der Vorkammer und Kolbenbodenaussparung = 1,35 mm
e Bohrung fOr GlOhkerzenheizdraht
Max, Seifenschlag gegenuber dem Gewinde 0,05 mm
Bild 32 Gewindering zur Befestigung der Vorkammer
Das Massekabel am Minuspol der Batterie wieder anklemmen. Den Motor anlassen, kurze Zeit laufenlassen und dann wieder abstellen. Kann die Start- und Stopstellung nicht einwandfrei eingestellt werden, so ist zugunsten einer einwandfreien Stopstellung auf einen kleinen Teil der Startmenge zu verzichten.
~ ~
Bild 33 Zur Vermeidung von Start- und Fahrnageln wurde die neue Dichtung (rechts) hergestellt. Diese Dichtung wurde neuerdings beim zylindrischen Teil urn einen weiteren Millimeter' verlangert, so daB diese jetzt eine H6he von 3 mm aufweist
Motor zerlegen und zusammenbauen
Das Zerlegen und Instandsetzen des Motors erfordert aul3er den Fachkenntnissen und Erfahrung Spezialwerkzeuge, Mel3werkzeuge, Lehren und Spezialeinrichtungen. Es wird daher ernpfohlen, im Bedarfsfalle von Austauschmotoren oder einzelnen Teilen im Tausch wie zum Beispiel Zylinderkurbelqehause, Kurbelwelle, komplettes Triebwerk, ()I-, Wasser-, Kraftstoff- und Einspritzpumpe usw., weitgehendst Gebrauch zu machen. Normalerweise werden nur die fOr eine Instandsetzung oder PrOfung in Frage kommenden Aggregate und Teile des Motors ausgebaut. Aus diesem Grunde sind die einzelnen Arbeitsgange beschrieben.
Mul3 ein Motor zwecks GeneralOberholung vollstandiq zerlegt werden, so sind die nachstehenden Arbeiten in der aufgefOhrten Reihenfolge durchzufOhren.
OM 636: Luftfilter- aus- und einbauen; Saugleitung mit Klappstutzen sowie AuspuffkrOmmer aus- und einbauen; Anlasser aus- und einbauen; Lichtmaschine ausund einbauen; Einspritzleitungen, Unterdruckleitung und Kraftstoff-Hauptfilter aus- und einbauen; Zylinderkopf aus- und einbauen; Olfllter aus- und einbauen; Elnsprltzpumpe und Kraftstoff-Forderpumpe aus- und einbauen; LOfterlagerbock mit Rlernenschelbe und Trager fOr den LOfterlagerbock aus- und einbauen (sofern angebaut); Spritzversteller aus- und einbauen; Steuergehausedeckel aus- und einbauen; Steuerrader aus- und einbauen; ()IOberdruckventil aus- und einbauen; Olwanne aus- und einbauen; Olpurnpe aus- und einbauen; Kurbelwelle mit Schwungrad aus- und einbauen; Kolben mit Pleuelstangen aus- und einbauen; Nockenwelle, Nockenwellenlager und VentilstOf3el aus- und einbauen.
Mercedes 180 0/190 D
OM 621: Lufffilter aus- und einbauen; Saugleitung mit Klappstutzen und AuspuffkrOmmer aus- und einbauen; Anlasser aus- und einbauen; Lichtmaschine aus- und einbauen; Wasserpumpe mit Uifter aus- und einbauen; Einspritzleitungen, Unterdruckleitung und Kraftstoffhauptfilter aus- und einbauen; Zylinderkopf aus- und einbauen; Olfllter aus- und einbauen; Einspritzpumpe und Kraftstoff-Forderpumpe aus- und einbauen; Antrieb fOr Olpurnpe aus- und einbauen; Spritzversteller aus- und einbauen; Antrieb (Zwischenradwelle) fOr Einspritzpumpe aus- und einbauen; OlUberdruckventii aus- und einbauen; Olwanne aus- und einbauen; Olpurnpe ausund einbauen; Kurbelwelle mit Schwungrad aus- und einbauen; Kolben mit Pleuelstangen aus- und einbauen; Zyilnderkurbelqehause zerlegen und zusammenbauen; vorderen Abdichtring fOr Kurbelwelle in Fahrzeug ausund einbauen; Zweifach-Rollenkette bei montiertem Motor aus- und einbauen.
Luftfilter aus- und einbauen
Die EntlOftungsleitung abnehmen. Die Sechskantschraube am Klappenstutzen fOr den Bsfestlqunqshalter des Luftfllters (nur beim OM 636) sowie die Spannschelle am Lufffilter Icsen und den Filter abnehmen.
Der Einbau erfolgt in umgekehrter Reihenfolge.
Saugleitung mit Klappenstutzen
Ausbau: Den Luftfllter abbauen; das Gastanqe und den Drahtzug fOr die Leerlaufregulierung am Klappstutzen aushanqen, Die Unterdruckleitung am Klappenstutzen abschrauben. Die vier Sechskantschrauben beim OM 636 bzw. die vier Sechskantmuttern beim OM 621, welche die Saugleitung am Zylinderkopf beiestigen, herausschrauben und die Saugleitung entfernen.
Einbau: Soli die alte Saugleitung wieder verwendet werden, so ist zu OberprOfen, ob die Flanschlaschen verzogen sind. Undichtheiten an der Saugleitung fOhren zu falscher Regelung des pneumatischen Reglers der Einspritzpumpe, was starke Rauchentwicklung untJ Obersteigen der Leerlauf-Hochst-Drehzahl zur Foige hat.
Beim OM 636 die Saugleitung mit neuen Dichtungen an den Zylinderkopf montieren; die Dichtungen dOrfen nicht verrutschen und dadurch die Bohrungen im Saugrohr verdecken. Die Dichtungen deshalb mit z ahern Fett auf die Befestigungsflansche kleben und dieSaugleitung vorsichtig aufsetzen. Letztere gleichmaf3ig anziehen; die Schrauben mit Beilagscheiben montieren. Mit der zweiten Schraube das Massekabel befestigen.
17
Mercedes 180 D /190 D
3
()
~~
42 41
31
~Q
33 34 (;9~
~27
40
cP17 2
~
~ ~9
22 23
~O
20 ~
~ 21
063
~61
®60
r 1"
U62
53~
52~
53@
Bild 34 Montagebild des zerlellten Motor- 20 Verschlul3schraube 41 Sechskantschraube
gehiiuses (OM 621) 21 Verschlul3schraube 42 Federscheibe
1 Zyli n d erku rbelg eha u se 22 Verschlu13schraube 50 Olwanne
2 Verschlul3schraube 23 Dichtring 51 Flihrungsrohr
3 Verschlu13schraube 25 Zylinderstift 52 Kniestlick
5 Kurbelwellenlagerdeckel 27 Stiftschraube 53 Dichtring
6 Kurbelwellenlagerdeckel 28 Stiftschraube 54 Dichtring
7 Spannstift 29 Stiftschraube 55 Olme13stab
8 An la ufs c hei ben h alfte 30 Abla13ventil 56 Verschlul3schraube
9 Sechskantschraube 31 Dichtung 57 Dichtring
10 Schraube 32 Verschlul3deckel 58 I nnensechskantschraube
11 Federscheibe 33 In nensechskantschraube 59 Innensechskantschreaube
13 Zylinderstift 34 Federscheibe 60 Scheibe
14 Zylinderstift 35 Lagerbuchse 61 In nen sech skantschrau be
16 Zylinderstift 36 Sicherungsstift 62 Inn ensec hskants ch rau be
17 Zylinderstift 40 Zwischenblech 63 Scheibe Beim OM 621 die Saugleitung montieren, dabei den Halter fOr die Unterdruckleitung befestigen. 1st jedoch die Dichtung beschadiqt oder zusammengeprel3t, so mul3 zum Auswechseln der Dichtung der Auspuffkrummer aus- und eingebaut werden. Das Gestange und den Drahtzug fOr die Leerlaufregulierung ei nhanqen. Leerlaufdrehzahl am Klappenstutzen einstellen und Drahtzug regulieren, wie bereits vorher beschrieben.
Die Unterdruckleitung mit neuen Dichtringen an den Klappenstutzen anschlief3en. Den Luftfllterauf den Klap-
penstutzen aufsetzen u-nd mit der Klemmschelle und der Befestigungsschraube befestigen.
Auspuffkrummer
Ausbau: Das Auspuffrohr vorn Auspuffkrurnrner abschrauben. Die Befestigungsmuttern des Auspuffkrurnmers entfernen und den Auspuffkrurnmer vom Zylinderkopf abnehmen.
Einbau: Nur verkupferte selbstsichernde Muttern mit der Bezeichnung M 10 AGGN 14441 verwenden.
18
Mercedes 180 0/ 190 0
~2
@31 ®30
Gf:9
6'153
62
52
11963
g64
6F~" 56 58
~57 ~
@ 55 @
60 ~ 59
Bild 35 Ansaug- und Auspuffleitung mit 35 EntlUftungsrohr 63 Sechskantmutter
Klappenregler (OM 621) 36 Schlauch 64 Kugelpfanne
1 Klappenregler 37 Schlauchschelle 70 Sauggerauschdampfer
2 Zusatzlufttrichter 39 Schraubstutzen 71 Sauggerauschdampfer
3 Schraube 40 Dichtring 72 Deckel
4 Drosselklappenwelle 45 Lagerbock 73 Dichtung
5 Drosselklappe 46 Einstellschraube 74 Deckel
6 Federscheibe 47 Sechskantmutter 75 Dichtung
7 Drosselklappenwelle 48 Federring 76 Dichtung
11 Linsensenkschraube 49 Sechskantmutter 77 Dichtung
15 Widerlager 50 Winkelhebel 79 Innensechskantmutter
16 Druckfeder 51 Sicherungsscheibe 79a Vierkantmutter
17 Sechskantschraube 52 Zugstange 80 Saugrohr
18 Sechskantschraube 53 Sechskantmutter 81 Stiftschraube
19 Sechskantmutter 54 Kugelpfanne 85 AuspuffkrOmmer
20 Hebel 55 Lagerbock 86 Dichtung
21 Drosselhebel 56 Lagerbolzen 87 Scheibe
22 Sicherungsscheibe 57 Federscheibe 87a Federscheibe
23 Sechskantmutter 58 Innensechskantschraube 88 Sechskantrnutter
24 Ruckzugfeder 59 Scheibe 89 Halter
29 Dichtung 60 Winkelhebel 90 Schutzblech
30 Scheibe 61 Sicherungsscheibe 91 Sechskantschraube
21 Sechskantmutter 62 Zugstange 92 Federring Beim OM 636 neue Dichtungen einsetzen und den Auspuffkrurnmer am Zylinderkopf festschrauben.
Beim OM 621 den AuspuffkrLimmer anmontieren. 1st jedoch die Dichtung beschadiqt oder zusammengeprel3t, so muS zum Auswechseln der Dichtung die Saugleitung aus- und eingebaut werden.
Bei eingebautem Motor das Auspuffrohr mit einem neuen Dichtring am AuspuffkrLimmer festschrauben.
Die Schrauben rnussen gJeichmal3ig angezogen werden, da GuS leicht bricht. Nachdem der Motor warmgelaufen ist, sind sarntliche Schrauben und Muttern am Auspuffkrtimrner nachzuziehen.
19
Mercedes 180 0 /190 0
101r
28tJ
~ ~
s-,
~
C)25
tj23 ~ 22
Bild 36
Kraftstoff-Filler mit Z ... und Ableitungen (OM 636)
21 Kraftsloff-Fill~r mil Filzrohr-Einsalz 22 Venlilfeder
23 Venlilmanlel
24 Filzrohr-Filtereinsatz
25 Dichtring (zum Gehiiusedeckel) 28 VerschluBmutter zum Deckel
30 Entliiflungsschraube
36 Oberslr6mvenlil
42 Beilage (fOr Kraftstofl-Filler an Steuergehiiusedeckel)
50 Kraftstoffleitung (vom biegsamen Schlauch zur Kraftstoffpumpe)
51 Belesligungsschelle (lOr Krallstoffleitung an Halter)
53 Biegsamer Schlauch (von der Kraftstoffpumpe zum Filler)
55 Hohlschraube (liir Anschlu8 Kraftstoffleitung an Filter)
56 Biegsamer Schlauch (vom Kraftstofl-Filter zur Einspritzpumpe)
59 Kraftstoff-Oberslr6mleitung
62 Unterdruckleitung (vom Einspritzpumpenregler zum Klappenregler
Kraftstoff-Filter mit Filzrohr-Einsatz Druckleder mit Deckscheibe (unter dem Filterrohr)
4 Filzrohr-Filtereinsatz
Dichtring (zum Gehiiusedeckel) Spannmutter (zum Gehiiusedeckel)
10 Entliiftungsschraube (zur Spannmutter) 12 SchraubverschluB M18 x 1,5
1Co EntlOftungsschraube (fiir Schraubverschlu8) ,,, Uberstremventi! (am Kraftstolf-Filter auf
der Kraftstoff-ROcklaufseite)
Einspritzleitungen, Unterdruckleitung und Kraftstoffschlauche
Die Rohrschellen am AuspuffkrOmmer und an der Wasserpumpe vom Halter abschrauben und die Einspritzleitungen abnehmen. Den Zuleitungsschlauch zwischen der Forderpumpe und dem Filter sowie den Verbindungsschlauch zwischen Filter und Einspritzpumpe abschliel3en.
Mul3 eine Einspritzleitung erneuert werden, so ist auf den Innendurchmesser der Leitung zu achten. Neuerdings werden Leitungen mit einem Innendurchmesser von 2,0
OM 636. Ausbau: Die Einspritzleitungen an der Einspritzpumpe und an den EinspritzdOsen abschrauben:
Verschlul3kappen auf die AnschlOsse an der Einspritzpumpe und Einsprttzdtlsen aufstecken.
Die Unterdruckleitung am Membrangeh§use der Einspritzpumpe und am Klappenstutzen abschrauben.
20
Mercedes 180 0/190 0
an
~22
62 Unteroruckleitung
30 Dichtring 43 BeiJage 63 Hohlschraube
31 Obergangsstutzen 53 Kraftstoflschlauch 64 Dichtring
32 Dichtring 54 Hohlschraube 66 BefestigungsscheJle
33 VerschluBschraube 55 Dichtring 67 Gummischlauch
34 Dichtring 56 Kraftstoffsch lauch 68 Zylinderschraube
35 Kreuzstiick 57 Hohlschraube 69 Federscheibe
36 Sechskantschraube 58 Dichtring 70 Gummiunterlage
37 Dichtring 59 Kraftstoflschlauch 71 Ringstutzen
41 Sechskantschraube 60 Kraftstoflschlauch 72 Hohlschraube
42 Scheibe 61 Kraftstoflleitung 73 Dichtring 53
Bild 37 Kraftstoff-Filter mit Zu- und Ableifungen, zerlegt (OM 621)
1 Kraftstofl-Filter 13 VerschluJ3schraube
2 Druckfeder 14 Dichtring
4 Filzrohr-Filtereinsatz 21 Kraftstofl-Filter Dichtring
Dichtring
22 Ventilfeder
23 Ventilmantel
24 Filzrohr-Filterei n satz
25 Dichtring
27 VerschluBmutter
28 Dichtring
29 EntlOftungsschraube 8 Spannmutter
9 EntlGftungsschraube 10 Dichtring
11 Obergangsstutzen 12 Dichtring
Millimeter eingebaut. Unterschiede in der Lange und im Innendurchmesser beeinflussen die Einspritzung und kiinnen zu Stiirungen f(jhren.
Einbau: Nur einwandfrei saubere Einspritzleitungen montieren!
Die Einspritzleitungen mit den Oberwurfmuttern an die Einspritzpumpe und an die EinspritzdOsen anschrauben, wobei die Oberwurfmuttern mit 3-3,5 kg anzuziehen sind. Die Leitungen dOrfen nicht unter Spannung eingebaut werden, da diese leicht brechen.
Die Rohrschellen anmontieren und mit denbeiden Haltern an der Wasserpumpe und am AuspuffkrOmmer befestigen. Die Rohrschellen rnilssen an den Leitungen satt
29d/T 30©
27t/
@42
~3! ~32
28.0
~ ~
anliegen, um Schwingungen und Gerauschs zu vermeiden.
Die Gummiunterlage zwischen die Leitungen und den Zylinderkopf schieben, damit die Leitungen nicht am Zylinderkopf anliegen.
Die- Unterdruckleitung am Membrangehause und am Klappenstutzen und die 611eitung am Zylinderkopf befestigen. Die Kraftstoflschlauche mit neuen Dichtungen an Filter, Fiirderpumpe und Einspritzpumpe anscnllefien, wobei die Schlauche nirgends scheu ern dOrfen und spannungsfrei sein mOssen.
Die Kraftstoffanlage entlOften, wie bereits an anderer Stelle beschrieben.
21
7 AbstandhOlse, 15,5 x 20 mm 111,21,5 mm lang 8 Sicherungsring, 15 x 1 mm, DIN 471
9 Ring-Rillenlager, ts xas x t: mm, 6202, DIN 625
10 Dichtring (Simmerring), 15 x 30 mm 111,7 mm breit
11 Wasserpumpenwelle, 15 mm 111,139 mm lang
12 Lagergehause 13 FIOgelrad
Mercedes 180 0/190 0
OM 621
Der Aus- und Einbau der Einspritzleitungen, Unterdruckleitung und Kraftstoffschlauche ist im wesentlichen gleich wie beim OM 636, jedoch ist die Anordnung verschieden. Der Innendurchmesser der serienmal3ig eingebauten Einspritzleitungen betraqt 2,0 mm.
Wasserpumpe
OM 636. Ausbau: Anmerkung: Bei eingebautem Motor braucht der KUhler nicht qelo st und der LUtter nicht abgenommen werden.
Die Lichtmaschine nach innen drUcken und den Keilriemen abnehmen.
Die Einspritz- und Unterdruckleitung am Halter lo sen. Die funf Befestigungsschrauben am Wasserpumpengehause herausschrauben, den HalterfUr die Rohrschelle zur Seite drUcken und die Wasserpumpe aus dem Zylinderkopf herausnehmen.
Wasserpumpen sind im Austausch erhaltlich,
Einbau: Es ist darauf zu achten, dal3 sich auf der Trennflache arn Zylinderkopf keine Dichtungs-RUckstande befinden. Die neue Dichtung leicht einfetten und auf den Anschlul3flansch der Wasserpumpe auflegen. Nun die Wasserpumpe so in den Zylinderkopf einsetzen, dal3 die
4--+'0(-/ 5---l7'I,--_/
10'1 12 13
Bild 38 Schnitt durch die Wasserpumpe, Ausfiihrung b und c (OM 636)
1 Riemenscheibe
2 Eingegossene BOchse
3 Zwischenring, 15 x 20 mm 111,14,5 mm lang 4 Dichtring (Simmerring), 20 x 35 mm 111,7 mm
breit
5 Dichtringhalter
6 Ring-Rillenlager, 15x42x13 mm, 6302. DIN 625
22
61-AuffUllschraube mit der EntlUftungsbohrung genau oben liegt. Die Befestigungsschrauben montieren; den Rohrschellenhalter mit den zwei lanqeren Schrauben M 6 x 18 mit der Wasserpu mpe anschrau ben. Aile Schrauben gleichmal3ig festziehen. Die Sechskantschraube zur Befestigung der Rohrschelle am Halter festziehen, wobei zu beachten ist, dal3 die Rohrschelle an den Leitungen satt anliegt. Dann den Keilriemen auflegen und spannen. Den LUfter an die Riemenscheibe schrauben. Den KOhler so befestigen, dal3 zwischen Lutter und KUhler ein Abstand von a=20 mm (oben) und b=14 mm (unten) vorhanden ist.
Eine Korrektur ist durch Versetzen des KUhlers vorzunehmen. Das l.aqerqehause der Wasserpumpe mit Hypoidol SAE 90 auffUllen, bi s es seitlich an der Kontrollbohrung auslautt.
Achtung! Die Wasserpumpen werden ohne OlfUrlung geliefert.
OM 621. Ausbau: Bis einschliel3lich LUtter entfernen, sind die Arbeiten gleich wie beim OM 636.
Dann die Muttern der Lichtmaschinenaufhangung und der Spannvorrichtung lo sen und die Spannmutter so we it nach rechts drehen, bis der Keilriemen abgenommen werden kann. Die Entluftunqsleftunq von der Wasser-
Schnitt A-B
14 EinfUlischraube mit EntlQftungsbohrung 15 Olstandkontrollschraube
16 Schleifring
17 Dichtring
18 Schleifringkafig 19 Druckfeder
20 Deckel
Mercedes 180 0/ 190 0
Im~-19 ""'~~~20
SchnittA-8
Z·100fi
I
.': _9_1_0_1_1-<1~21 a
Sild 39 Schnitt durch die Wasserpumpe, Ausfiihrung d und e (OM 636)
245
6
13
Pumpe Nr. 6362001501 9 Ring-Rillenlager, 17x35x10 mm, 6303, DIN 16 Schleifring
625 17 Dichtring
Riemenscheibe 10 Dichtring (Simmerring), 17x32 mm 111 18 Schleifringkiifig
2 Eingegossene, 61 mm lange Biichse in der 10 mm breit 19 Druckfeder
Riemenscheibe mit 17-mm-Bohrung 11 Wasserpumpenwelle, 17 mm 111,10 mm breit 20 Deckel
4 Dichtring (Simmerring), 20 x 35 mm 111,7 mm 12 Lagergehause, 93,5 mm lang mit 40-mm- 21 Ventilator
breit Bohrung 22 Ausgleichscheibe (8 mm stark und 66 mm
5 Dichtringhalter Bohrung f(ir das Ring-Rillenlager (7) AuOendurchmesser)
6 Ring-Rillenlager, 17x40x12 mm, 6203, DIN 13 Flugelrad 23 Zylinderschraube M8 x 28, DIN 912-8 G, mit
625 14 EinfOlischraube mit EntlGftungsbohrung Federscheibe A 8
7 Ahstandhulse, 17,6 x 22 mm 111,41,5 mm lang 15 Olstandkontrollschraube mit Dichtring a=31,5mm
8 Sicherungsring, 17 x 1 mm, DIN 471 A8x12" DIN 7603 b = 66 mm Pumpe Nr. 1362002901 1 Riemenscheibe
2 Eingegossene, 46,5 mm lange Buch se in der Riemenscheibe mit 15-mm-Bohrung, dazu Zwischenring, 15 x 20 mm 111, 14,5 mm lang Dichtring (Simmerring), 20 x 35 mm 111,7 mm breit
5 Dichtringhalter
6 Ring-Rillenlager, 15 x 42 x 13 mm, 6302, DIN 625
7 AbstandhOlse, 15,6x20 mm 111,42,5 mm lang
8 Sicherungsring, 15 x 1 mm, DIN 471 9 Ring-Rillenlager, 15x35x11 mm
10 Dichtring (Simmerring), 15 x 30 mm 111,7 mm breit
11 Wasserpumpenwelle, 15 mm 111,167 mm lang 12 Lagergehause, 72,5 mm lang, mit 42-mm-
Bohrung fur das Ring-Rillenlager (7) 13 FIOgelrad
14 EinfOlischraube mit EntlOftungsbohrung 15 Olstandkontrollschraube mit Dichtring
A8x12, DIN 7603
pumpe zum Zylinderkopf abschrauben und entfernen. Zuletzt die drei Sechskantschrauben an der Wasserpumpe herausschrauben und die Wasserpumpe abnehmen.
Einbau: Beim Anmontieren der Wasserpumpe die Dichtbeilage und den Dichtring hinter dem oberen Befestigungsauge an der Wasserpumpe erneuern. Die EntlOftungsleitung spannungsfrei einbauen und an den AnschlOssen je zwei neue Dichtringe verwenden. Den Keil-
16 Schleifring
17 Dichtring
18 Schleifringkafig
19 Druckfeder
20 Deckel
21 Ventilator
22 Ausgleichscheibe 23 Zylinder- oder Sechskantschraube a = 31,5 mm
b = 66 mm
riemen auflegen und den LOfter befestigen; den Keilriemen spannen. Den KOhler so befestigen, daB zwischen LOfter und KOhler ein Abstand von 20 mm oben und 14 mm unten vorhanden ist.
Bei eingebautem Motor sarntllche Leitungen an derWasserpumpe wieder anschlieBen und KOhlwasser auffallen.
Das Lagergehause der Wasserpumpe mit Hypoidol SAE 90 auffOllen, bis es seitlich an der Kontrollbohrung auslauft,
23
Mercedes 180 0/190 0
~
21
~~\ 35 ~
Bild 40 Montagebild der zerlegten Wasser- 15 Verschlul3schraube 30 Federscheibe
pumpe (OM 636) 16 Dichlring 32 Entl uftunqsleitu ng
1 Wasserpumpe 17 Dichtringhalter 33 Hohlschraube
2 Lagergehiiuse 18 Dichtring 34 Dichtring
3 Wasserpumpenwelle 19 Verschlul3schraube 35 Rohrbogen
4 Flugelrad 19a Dichlring 36 Oberwurfschraube
5 Deckel 20 Zwischenring 37 Kuhlwas seraustautstutzen
6 Druckfeder 21 Nabe 38 Dichlung
7 Schleifringkiifig 22 Wasserpu m pengehiiuse 39 Scheibe
8 Dichlring 23 Dichlung 40 Sechskanlmutter
9 Schleifring 24 Sechskanlschraube 41 t.uftsr
10 Dichlring 25 Verschlul3schraube 42 Sechskanlschraube
11 Rillenkugellager 26 Riemenscheibe 43 Federscheibe
12 Sicherungsring 27 Dichlung 44 Schmalkeilriemen
13 Abstandhulse 28 Dichlring
14 Rillenkugellager 29 Sechskanlschraube Instandsetzen der Wasserpumpe OM 621
Das l.aqerqehause auf einen Auflagering legen und die Pumpenwelle mit dem FIOgelrad herausdrUcken. Der Sicherungsring wird dabei herausgeschoben.
Mittels passendem Dorn die Ring-Rillenlager sowie die AbstandhOlse und den Dichtring nach vorne heraustreiben. Dann Schleifring, Dichtring, Schleifrin qkafiq, Druckfeder und Deckel von der Welie entfernen.
Nachdem aile Teile grOndlich gereinigt wurden, dieselben auf Verschleil3 prOfen. Dies gilt besonders fOr die Welle und die Ring-Rillenlager.
Zerlegen: Das Wasserpumpengehause vom Lagergehause abschrauben. Die Nabe von der Welle abziehen. Hierzu die Welle mit dem FIOgelrad in einem Schraubstock einspannen.
Nun das Laqerqehause in den Schraubstock spannen und den Dichtringhalter mit dem Dichtring abdrOcken. Dann den Dichtring aus dem Dichtringhalter heraus-
1:1:",'
pressen.
24
17 18 W.
Mercedes 180 0/ 190 0
Bild 41 Schnilt durch die Wasserpumpe (OM 621)
2 Nabe
3 Zwischenring, 15x20 mm e , 11,4 mm lang 4 Dichtring (Simmerring), 20 x 35 mm e , 7 mm breit
5 Dichtringhalter
6 Ring-Rillenlager, 15 x 42 x 13 mm, 6302, DIN
625
7 Abstandhulse, 15,5x20mm ilJ,15,5mmlang 8 Sicherungsring, 15 x t mm, DIN 471
9 Ring-Rillenlager, 15 x 35 x 11 mm, 6202, DIN 625
10 Dichtring (Simmerring), 15 x 30 mm e , 7 mm
breit
11 Wasserpumpenwelle, 15 mm e , 127 mm lang 12 Lagergehause. 13 Flugelrad
14 Einfiillschraube mit EntlOftungsbohrung 15 Olstandkontrollschraube
16 Schleifring. 17 Dichtring
15 18 Schleifringkafig
19 Druckfeder. 20 Deckel
a = 23 ± 0,2 (Pumpe mit 4 Flanschlochern) b = 72,7 ± 0,1 (Pumpe mit 4 Flanschlochern)
a = 23 ± 0,2 (Pumpe mit 3 Flanschldchern) b = 75,6 ± 0,2 (Pumpe mit 3 Flanschlochern)
2 3 4 5 6
7 8 9 10 11 12 13
Dichtringe, Sicherungsring und Dichtring mit Schleifring sind grundsiitziich zu erneuern.
Die Anlauffliiche fur den Schleifring am Lagergehiiuse mul3 absolut glatt und plan sein. Mittels einem Draht die Entluftunqsbohrunq in der Oleinftlllschraube auf Durchgang prufen,
Zusammenbauen: Die Oleinfiills chraube und die ()Istandkontrollschraube mit Dichtring in das Gehiiuse einschrauben.
Deckel, Druckfeder, Schleifringkiifig, Dichtring und S-chleifring auf die Welle aufschieben,
Den Simmerrring 15x 30 mm mit der Montaqehulse in das Lagergehiiuse einpressen.
Anmerkung: Die Dichtringe aul3en sowie die Bohrungen im Gehause leicht mit ()I bestreichen, damit die Dichtringe beim Einpressen besser gleiten.
Das Lagergehiiuse Gber die Welle schieben, wobei auf die Dichtringlippen zu achten ist.
Mittels Montagedorn das Ring-Rillenlager 6202 DIN 625 in das Gehiiuse einpressen. Den Sicherungsring in die Nute der Welle einsetzen. Die Ab standhulse auflegen und das Lagergehiiuse mit 10 9 Hypotd-Ol SAE 90 auffullen. Mit MontagehUise das Ring-Rillenlager in das Lagergehiiuse einpressen,
Den Dichtring in den Dichtringhalter einpressen und diesen auf das Lagergehiiuse mit der Montaqehulse aufpressen, Den Zwischenring auf die Welle aufpressen,
Die Nabe auf die Wasserpumpenwelle aufpressen; die Nabe muf mit dem Wellenende bundig sein.
Den Abstand «a» vom Flansch des Lagergehiiuses bis
zur Anschriigung des Flugelrades und den Abstand «b » vom Flansch des Lagergehiiuses bis zur Nabe prUfen, Unter Verwendung einer neuen Dichtbeilage das Lagergehiiuse an das Wasserpumpengehiiuse anschrauben. Nach Einbau der Wasserpumpe diesel be auf Dichtheit prufen.
Zylinderkopf OM 636
Ausbau: Den Ausbau des Zylinderkopfes rnoqlichst nur in kaltem Zustand vornehmen. Kuhlwasser ablassen; Luftfilter, Saugleitung und Auspuftkrurnrner ausbauen, Die beiden Befestigungsschrauben am Lichtmaschinentriiger, die Mutter und die Befestigungsschraube am Lichtmaschinenhalter lo sen : die Lichtmaschine nach innen drucken und den Keilriemen abnehmen,
Das Schlauch band der Ausgleichleitung lo sen und den Kuhlwasserstutzen abbauen. Die Einspritzleitungen, die
@ @ f6\ ®~\J
~0
@@ 0 0)
CD
o
®
Bild 42 Anzugsreihenfolge der Zylinderkopfschrauben, OM 636
Erster Anzug 4 mkg
Zweiter Anzug 6 mkg
Dritter Anzug 8 mkg'
• Der Leichtmetall-Zylinderkopf wird in kill!em Zustand mit 7 mkg angezogen
25
Mercedes 180 0/190 0
Unterdruckleitung abbauen und die Leck611eitung abschlieGen. Die Olleitungen fur die Kipphebelschmierung am Zylinderkopf abschrauben. Das AnschluGkabel zu den GIOhkerzen abschlieBen und den WarmefOhler fOr das KOhlwasser-Fernthermometer herausschrauben. Die Zylinderkopfhaube abnehmen. Die Befestigungsmuttern fOr die Kipphebelbocke abschrauben und diese mit den Kipphebeln herausnehmen. Die StoG-Stangen herausziehen, wobei darauf zu achten ist, daf die StoGel nicht hanqenbleiben, Jede StoG-Stange vorsichtig anheben und eventuell so lange drehen, bis sie sich vom StoBel gelost hat. Aus der Bohrung herausgezogene Stol3el konnen nach dem Abnehmen des seitlichen Verschlul3- deckels wieder eingesetzt werden.
Die Zylinderkopfschrauben von auGen nach innen lo sen
und entfernen. Den Zylinderkopf und Kopfdichtung abnehmen.
Anmerkung! Die Zylinderkopfschrauben werden in urngekehrter Reihenfolge wie beim Anziehen gel6st.
Priif- und Vorarbeiten. Nachdem der Zylinderkopf grOndlich gereinigt wurde, ist die Trennflache auf Verzug, Riefen, Kratzer, Risse usw. zu OberprOfen.
Die groGte Unebenheit darf in der Langsrichtung nicht mehr als 0,1 mm und in der Querrichtung nicht mehr als 0,01 mm betragen.
1st eine Ventilbearbeitung erlorderlich, so ist diese gemaG spater angefOhrter Anleitung durchzufOhren.
Ferner siehe «Zerlegen» des Zylinderkopfes beim Typ OM 621
51~ fi58 ~6J IT62
52~ ®59
~57 ©64 ~50a
~ 59
®60 :~
55 ~
[i"
Bild 43 Montagebild des zerlegten Zylin· 22 Stiftschraube 43 Inn en sech skants c hraube 54 Rohrschelle
derkopfes (OM 621) 23 Stiftschraube 44 I nnensechskantschraube 55 Innensechskantschraube
Zylinderkopf 10 Wasserverteiler 25 Kegelstopfen 45 I nnensechskantschraube 56 Federring
2 Verschluf3schraube 11 Wasserverteiler 26 Schraubstutzen 46 Scheibe 57 Entliiftungsrohr
3 Verschluf3schraube 12 Stiftschraube 27 Dichtring 47 Bugel 58 Hohlschraube
4 Stutzen 13 Zylinderstift 30 Dichtring 48 I nnensechskantschraube 59 Dichtring
4a Scheibe 15 Satz Nockenwellenlager 35 Vorkammer 49 Scheibe 60 Scheibe
5 Ventilsitzring 17 Sechskantmutter 36 Gewindering 50 Zylinderkopfhaube 61 Dichtung
6 Ventilsitzring i' 18 Ventilflihrung Einlaf3ventil 40 Zylind erkopfd ichtung 50a Stiftschraube 62 Sech ska ntschrau be
7 Ventilsitzring 19 VentilfUhrung Auslaf3ventil 41 In nensechskantschrau be 51 Schraubdeckel 63 Sechskantschraube
8 Wasserverteiler 20 Stiftschraube 42 Scheibe 52 Dichtring 64 Dichtring
9 Wasserverteiler 21 Stiftschraube 42a Federscheibe 53 E:1t1iiftungsrohr
26 Die Wasserdurchgangslocher am Zylinderkopf und Zylinderkurbelgehause reinigen.
Die Wasserverteilungsrohre im Zylinderkopf mOssen fest sitzen, wenn nicht, dann verstemmen bzw. erneuern.
Die Olb ohrunqen mit Prel3luft durchblasen. Starken <JIkohlebelag auf dem Kolbenboden entfernen. Hauptsachlich bei alteren Zylinderkurbelgehausen ist das Gewinde fOr die Zylinderkopfschrauben mit einem Gewindebohrer M 12 X 1,75 nachzusch neiden. Die Zylinderkopfschrauben mOssen sich genOgend tief in die Gewindebohrungen einschrauben lassen. Das Gewinde der Zylinderkopfschrauben leicht mit graphitiertem <JI einolen. Die Pal3-Stifte im Zyllnderkurbelqehause auf Beschadlqunq prOfen bzw. neue einschlagen.
Einbau: Die Original-Zylinderkopfdichtung und den Zylinderkopf auflegen, welcher sich leicht in die Paf3-Stifte einsetzen lassen mull Dann die Zylinderkopfschrauben einschrauben.
Achtung! Beim Leichtmetallzylinderkopf mOssen unter die Schrauben Scheiben gelegt werden. Die Schrauben sind 5 mm lanqer als beim Graugul3-Zylinderkopf. Die Zylinderkopfschrauben stufenweise mit einem DrehmomentschlOssel nach abgebildetem Schema anziehen.
Die Stol3-Stangen in die Ventllstojlel einsetzen und in die Kugelpfannen der Stol3-Stangen einige Tropfen L>I geben.
Die Klpphebelb ocke mit Kipphebelachsen und Kipphebel in die Stiftschrauben des Zylinderkopfes einsetzen.
Das Ventilspiel einstellen (siehe «Ventilspiel einstellen»). Einlal3ventile 0,20 mm, Auslal3ventile 0,15 mm.
Die beiden L>Jleitungen fOr die Kipphebelschmierung anbauen. Den KOhlwasserauslaufstutzen anbauen. Die Saugleitung mit neuen Dichtungen montieren; Keilriemen fOr Wasserpumpen- und Lichtmaschinenantrieb aufleqen und spannen. Einspritzleitungen und Unterdruckleitung montieren; Leckolleltunq anschlieBen. AuspuftkrOmmer mit neuen Dichtungen anbauen. AnsehluBkabel an den GIOhkerzen anschliefien und WarmefOhler fOr KOhlwasser-Fernthermometer einschrauben. Gestanqe und Drahtzug fOr Leerlaufregulierung einhiingen und einstellen. Lufffilter aufsetzen und befestigen. KOhlwasser auffOllen, Motor kurz laufen lassen und dabei prOfen, ob aus den Nuten der vier Kipphebelbocke genOgend <JI ausspritzt. Zylinderkopfhaube mit neuer Dichtung montieren. Motor bis auf zirka 70-80°C Wassertemperatur warmlaufen lassen. Dann die Zylinderkopfschrauben naeh abgebildetem Schema mit 8 mkg nachziehen.
Mercedes 180 0/190 0
Ebenfalls aile Muttern und Schrauben am AuspuftkrOmmer und an der Saugleitung naehziehen.
Nach einer Probefahrt von 15-20 km sind die Zylinderkopfschrauben und das Ventilspiel nochmals zu uberprOfen.
Zylinderkopf OM 621
Ausbau: Den Zylinderkopf nur in kaltem Zustand ausbauen, um ein Verziehen zu verhindern.
Kuhlwasser ablassen. Den Wassersehlauch vom Kuhlwasser-ROcklaufstutzen, die EntlOftungsleitung von der Wasserpumpe zum Zylinderkopf und die Zuleitung zum Warmetauscher am Zylinderkopf tosen. Luftfilter abnehmen. Reguliergestange am Klappenstutzen aushanqen.
@)@@C00®@)®@ ® @0G) CD @®@ @
6294
Bild 44 Anzugsreihenfolge der Zylinderkopfschrauben beim OM 621
1.Anzug 3 mkg
2. Anzug 6 mkg
3. Anzug 8 mkg (bei 80DC KOhlwassertemperatur)
4. Anzug 8 mkg (Kontrollanzug nach Probefahrt)
Die Oberwurfmutter des EntlUftungsrohres am Klappenstutzen abschrauben. Die Befestigungsschrauben des Lagerbockes mit Winkelhebel der Zusatzregulierung und die der Zylinderkopfhaube lo sen und die Zylinderkopfhaube abnehmen. Unterdruckleitung, Einspritzleitungen und Leckolleitunq absehlieBen. Das Kraftstoffhauptfllter lo sen und etwas zur Seite nehmen. Den Auspuffkrurnmer vom Auspuffrohr losen, Die Anschlul3kabel zu den GlUhkerzen absehlief3en und den WarmefOhler fOr das Fernthermometer heraussehrauben. Die Dehnsehrauben fOr die Befestigung der Schwinqhebelbocke lossn und die Boeke mit den Schwinghebeln ausbauen, dabei die Nockenwelle so drehen, daB die Schwinghebel nieht belastet sind. Die Befestigungsschraube fUr die innere Gleitsehiene losen, den Verbindungshalter herausziehen und die innere Gleitschiene ausbauen.
Das Nockenwellenrad gegenhalten und die Befestigungssehraube fOr das Noekenwellenrad abschrauben. Den Kettenspanner ausbauen und das Nockenwellenrad abnehmen.
Die Zylinderkopfschrauben von aul3en nach innen lo sen und die Bugel fUr die Zylinderkopfhaube abnehmen. Vorrr am Zylinderkopf die vier Innensechskantsehrauben nicht vergessen. Den Zylinderkopf mit Dichtung abnehmen.
27
Mercedes 180 0/190 0
27Q-@26
I
Bild 45
Zylinderkopf ausgebau! (OM 636)
Zylinderkopf mit VentilfUhrungen und Stiftschrauban
2 Ventilftlhrunq - AuslaB, normal 3 VentillUnrung - EinlaB, normal Wasserverteiler Wasserverteiler
10 Stiftschraubs (Iiir Kipphebelbock an Zylinderkopl)
~9
15 Zylinderkopldichtung
16 Sechskantschraube M12 x 85 17 Sechskantschraube M12 x 120 18 Sechskantschraube 10 x 95 M 19 Dichtring (Iiir Vorkammer)
20 Vorkammer
21 Gewindering (zur 8elestigung der Vorkammer)
25 Zylinderkopfhaube
26 Entliiftungslilter (VerschluBdeckel mit Dichtring)
27 Dichtring
28 Dichtung (Iiir Zylinderkoplhaube)
Zerlegen und zusammenbauen
Die aul3ere Gleitschiene ausbauen, dazu den Lagerbolzen mit dem Abzieher herausziehen und die Gleitschiene dabei festhalten.
Einbau: Den Lagerbolzen in die Bohrung im Zylinderkopf und in die Gleitschiene bis zum Einrasten in den Sicherungsdraht der Gleitschiene einschlagen.
28
Aus- und Einbau der Saugleitung mit Klappenstutzen und Auspuffknlmmer durchfUhren, wie bereits gesondert beschrieben.
Aus- und Einbau der Nockenwelle mit Lager erfolgt wie gesondert beschrieben. GIGhkerzen aus- und einbauen; Dusenhalter mit Elnspritzdusen aus- und einbauen; Vorkammern aus- und einbauen; Ventile aus- und einbauen; Spannrad und Spannradlager aus- und einbauen; Um-
lenkrad aus- und einbauen. All diese Arbeiten sind besonders beschrieben im Anschlul3 an «Einbau des Zylinderkopfes ».
Reinigen und PrOfen der Teile lst gleich wie beim OM 636.
Einbau des Zylinderkopfes: Die Kette aus dem Raderkasten hochziehen und den Motor in Drehrichtung so lange drehen, bis aus dem Rohranschlul3 des ersten Zylinders der Einspritzpumpe Kraftstoff austritt: dann weiterdrehen, bis der Kolben des ersten Zylinders auf oberem Totpunkt steht.
Eine neue Zylinderkopfdichtung auflegen und den Zylinderkopf aufsetzen. Die BOgel fOr die Zylinderkopfhaube aufsetzen, die Zylinderkopfschrauben sowie Unterlegscheiben mit graphitiertem 01 versehen und einschrauben. Nach dem abgebildeten Schema erfolgt nun das stufenweise Anziehen der Zylinderkopfsch rauben.
Wichtig! Nach dem Festziehen der Zylinderkopfschrauben mul3 sich die Nockenwelle von Hand leicht drehen lassen.
Die vier Innensechskantschrauben vorne am Zylinderkopf festziehen. An der Schraube unter dem Kraftstoff-Hauptfilter wlrd die Masseleitung von den GIOhkerzen befestigt.
Die Scheibenfeder in die Nockenwelle einsetzen und die Ausgleichsscheibe auflegen; die Nockenwelle so drehen, dal3 die Markierungen auf der Ausgleichsscheibe und auf dem ersten Nockenwellenlager Obereinstimmen.
Das Nockenwellenrad mit aufgelegter Kette auf die Nokken welle aufdrOcken, wobei die Markierungen zu beachten sind. Die Iinke Halfte der Kette mul3 dabei gespannt sein, da sic'; sonst die Nockenwelleneinstellung nach dem Durchdrehen des Motors verandert. Dann Scheibe un d Federring auflegen und das Nockenwellenrad betestigen. Anschliel3end das Axialspiel der Nockenwelle p rOfen, welches 0,05 bis 0,128 mm betraqen soli. Stimmt das Axialspiel nicht, so ist die Nockenwelle an der Stirnseite nachzuschleifen. Dann die innere Gleitschiene im Zylinderkopf einbauen, den Kettenspanner mit neuer Dichtung und ohne OlfOllung am Zylinderkopf anmontieren.
Mittels Schraubenzieher das Spannradlager bis zum Anschlag drOcken und die Oltasche im Zylinderkopf mit Motorenol auffOllen. Dann mit dem Schraubenzieher langsam zurOckgehen, dabei stets 01 nachfOllen, damit der Kettenspanner keine Luft ansaugt. Anschliel3end das Spannradlager mit dem Spannrad so oft langsam nach unten drOcken, bls sich am Kettenspanner keine Luftblasen mehr zeigen. Bei richtig entlOfteten Kettenspanner
Mercedes 180 0/190 0
kann dieser von Anfang an nur unter grol3er Kraftanwendung zusammengedrOckt werden.
Die Pal3hOlsen fOr die Schwinghebelb6cke in die Bohrungen im Zylinderkopf einschlagen, wonach diese satt aufsitzen milssen.
Die montierten Schwinghebelb6cke einbauen und die Dehnschrauben mit einem Anzugsdrehmoment von 3,75 mkg festziehen. Dabei die Nockenwelle so drehen, dal3 die Schwinghebel nlcht belastet sind.
Bei kaltem Motor das Ventilspiel einstellen, Leck611eitung Unterdruckleitung und Einspritzleitungen anschliel3en und den Kraftstoff-Haupffilter montieren. Den WarmefOhler fOr das Fernthermometer einschrauben und die Anschlul3leitung fOr die GIOhkerzen anschliel3en. Die EntlOftungsleitung von der Wasserpumpe zurn Zylinderkopf, die Zuleitung zum Warmetauscher am Zylinderkopf und den Wasserschlauch vom KOhlwasser-ROcklaufstutzen montieren. Den AuspuffkrOmmer am Auspuffrohrflansch befestigen.
Die Zylinderkopfhaube, das EntlOftungsrohr und den Lagerbock mit Winkelhebel der Zusatzregulierung montieren, wobei auf richtigen Sitz der Dichtung fOr die Zylinderkopfhaube zu achten ist. Ferner lst zu beachten, daf3 sich beim Gasgeben d~r Drahtzug im Schlitz des Anschlagwinkels am Winkelhebel frei bewegt. Das Reguliergestange slnhanpen, den Luftf1lter anbauen und KOhlwasser auffOllen. Nachdem der Motor mit geringer Last auf 80°C KOhlwassertemperatur warmgelaufen ist, sind die Zylinderkopfschrauben mit 8 mkg nach bereits abgebildetem Schema nachzuziehen. Dann ist eine Probefahrt von langstens 20 km durchzufOhren, wonach der Anzug der Zylinderkopfschrauben (8 mkg) abermals zu prOfen ist. Aul3erdem sind sarntllche 01-, Wasser- und KraftstoffleitungsanschlOsse und die Zylinderkopfhaube auf Dichtheit zu OberprOfen.
Nach 500 km wird der Anzugsdrehmoment der Zylinderkopfschrauben (8 mkg) bei betriebswarmem Motor nochmals kontrolliert.
Bearbeitung des Zylinderkopfes
Bei unebener Trennflache bzw. bei leichten Beschadlgungen wie zum Beispiel Riefen und Kratzer an der Oberseite des Zylinderkopfes ist die beschadiqte Flache zu egalisieren. Die grol3te Unebenheit darf in der Langsrichtung nicht mehr als 0,1 mm und in der Querrichtung nicht mehr als 0,01 mm betragen.
Bei einer Bearbeitung der ZylinderkopffJachen ist darauf zu achten, dal3 beim OM 636 die ~aterialabnahme auf beiden Seiten nicht mehr als insgesamt 1,0 mm betragen
29
Mercedes 180 0 J 190 0
dart. Beim OM 621 darf die Materialabnahme an derTrenntliiche bis 0,5 mm und an der Oberseite bis 0,3 mm betragen. Die Hohe (H) des Zylinderkopfes betriigt an einem neuen Zylinderkopf beim OM 636 - 105,80 bis 106,0 mm und beim OM 621 - 84,8 bis 85,0 mm.
a
Bild 46 Zum Ab- und Planfrasen des Zylinderkopfes (OM 636) H H6he eines neuen Zylinderkopfes = 101Hl,2 mm. Mindesth6he eines nachgearbeiteten Zylinderkopfes = 105-{),2 mm a Abstand von der Trennflache bis zum Einlallventil = 0,6 mm b Abstand von der Trennflache bis zum Auslallventil = 0,8mm
c Stegtiefe von der Trannflache aus gemessen = 2,6 bis 3,0 mm
Bezogen auf die Gesamtliinge, darf die Abweichung der Parallelitiit der beiden Fliichen nicht mehr als 0,1 mm betragen.
Es ist wichtig, nach der Trenntliichenbearbeitung die Abstiinde (a und b) zwischen der Trenntliiche und dem Ventilteller zu OberprOfen. Der Mindestabstand mul3 beim OM 636 beim Einlal3ventil (a) 0,6 mm und beim Auslal3- ventil (b) 0,8 mm und beim OM 621 beim Ein- und Auslal3- ventil (a) 0,5 mm betragen.
Wird der Mindestabstand (a bzw. b) nicht erreicht, dann mOssen die Ventilsitze tiefer gefriist und der Steg zwischen Ein- und Ausla!3ventil auf das vorgeschriebene Mal3 nachgearbeitet werden.
Achtung! Beim OM 621 mu!3 au!3erdem nach einer Materialabnahme an der Trenntliiche des Zylinderkopfes beim Einbau der Vorkammern der Abstand zwischen Stirntliiche Vorkammer und Trerinflache des Zylinderkopfes 5,5-5,9 mm OberprOft werden. Den Zylinderkopf
30
auf Dichtheit OberprOfen. Dazu den Zylinderkopf auf zirka 70°C erhitztes Wasserbad eintauchen und mit 4,5-5 atO Luft abpressen.
Bild 47 Zum Ab- und Planfrasen des Zylinderkopfes (OM 621)
Sicherungsring
2 Ventilfiihrung fUr Einlallventil 3 VentilfUhrung fUr Auslallventil
H H6he eines neuen Zylinderkopfes = 84,8-85,0 mm. Mindesth6he eines nachgearbeiteten Zylinderkopfes = 84,0 mm
a Abstand von der Trennflache des Zylinderkopfes bls zurn Ein- und Auslallventil = 0,5-0,6 rnm
c Stegtiefe von der Trennflache aus gemessen = 2,1 rnrn
d Abstand von der Trennflache bis zur Slirnseite der AuslallventilfGhrung = 31,55-32,5 mm
e Tiefe der Hinterlegung (Freifrasunc) des Einlal3venlils = 2,1 mm
Tiefe der Hinterlegung (Freifrasunc) des Auslallventils = 2,6 mm
Vorkammer aus- und einbauen
Dusenhalter mit Einspritzduse ausbauen: Luftfilter abnehmen; Oberwurfmutter der Einspritzleitung Io sen, Die Befestigungsmutter des DurchgangsstOckes, sowie die Holzschraube fOr den Anschlul3 und die Befestigung der Leckolleitunq herausschrauben. Beim Ausbau aller vier DOsenhalter ist zusiitzlich die Leckolleltunq am TStOck abzuschliel3en und zu entfernen.
Mittels SteckschlOssel-Einsatz den DOsenhalter mit EinspritzdOse herausschrauben und die DOsenpliittchen herausnehmen. Die Bohrung der Vorkammer ist mit einem Lappen abzudecken.
Gluhkerze ausbauen: Das Anschlul3kabel an der ersten oder vierten GIOhkerze durch Abschrauben der Riindelmutter losen, Dann die restlichen Randelrnuttern abschrauben, die Anschlul3isolatoren und die Stromschienen abnehmen. Mittels SteckschlOssel die GIOhkerze herausschrauben.
Vorkammer ausbauen: Den Gewindering zur Befestigung der Vorkammer mit SpezialschlGssel herausschrauben. Dazu die entsprechende ZapfenhGlse, je nach Breite der Nute des Gewinderinges uber die Druckspindel schieben.
Dann die Druckspindel in den Gewindering soweit wie m5glich hineindrehen, die Zapfenhillse in die Nute des Gewinderinges einsetzen, die Sechskantmutter auf die Druckspindel aufschrauben und mit einem RingschlGssel fest gegen die Zapfenhiilse anziehen.
Die Zapfenhiilse mul3 gut auf den Gewindering geprei3t werden, damit ein Abbrechen der Zapfen an der Zapfenhulse vermieden wird. Nun durch Drehen der ZapfenhGlse den Gewindering herausschrauben.
Mittels Auszieher die Vorkammer herausziehen; hierzu die Druckspindel soweit wie m5glich in die Vorkammer einschrauben, dann die AbdrGckglocke so drehen, dal3 der Ausschnitt der Ahdruckqlocke genau iiber der Nute im Zylinderkopf und damit uber der Nase der Vorkammer liegt. Die Sechskantmutter anziehen und dadurch die Vorkammer herausziehen.
Achtung! Die Gluhkerze mul3 vor dem Ausziehen der Vorkammer ausgebaut sein. Ferner ist darauf zu achten, dal3 sich die AbdrGckglocke beim Ausziehen nicht mitdreht.
Dann die Druckspindel bzw. Auszieher aus der Vorkammer herausschrauben und den Dichtring aus dem Zylinderkopf entfernen. Die Bohrung ist abzudecken, um das Eindringen von Schmutz zu vermeiden.
Neuerdings sind die Vorkammern auch im Austausch erhaltlich. Beim Typ OM 636 Kamen bisher fLinf verschiedene AusfUhrungen von Vorkammern zum Einbau. Die heutige SerienausfUhrung ist eine Vorkammer mit Kugelstift d = 4 mm und r = 4 mm Obergangsradius.
Nach einer Laufzeit von zirka 50000 km sollte unbedingt eine Oberprufung der Vorkammern vorgenommen werden. Der Kugelstift darf nicht mehr als 0,5 mm gegenuber dem aui3eren Durchmesser der Vorkammer zurilckqeqangen sein. Anderenfalls ist die Vorkammer zu erneuern.
Beim OM 621 wurden bisher zwei verschiedene Ausfuhrungen von Vorkammern eingebaut. Eine Uberprufunp der Vorkammern mui3 nach zirka 70000 km erfolgen bzw. sie sind dann durch dieVorkammern,Teile-Nr. 6210100754 zu ersetzen.
Der Kugelstift beider Vorkammer-AusfGhrungen hat einen Obergangsradius von 10 mm. Der Kugelstift ist auf der Seite mit dem groi3eren Durchmesser eingeprei3t und hat auf der anderen Seite einen Gleitsitz, wodurch er sich zwanglos dehnen und zusammenziehen kann.
Mercedes 180 0/ 190 0
Vorkammer einbauen: Einen Original-Dichtring in den Zylinderkopf einlegen.
Achtung! Beim OM 621 auf den Abstand zwischen Zylinderkopf-Trennflach e und Vorkammerstirnflikhe achten, welcher 5,7±0,2 mm betragen soli. Wurde ein Zylinderkopf an der Trerinflache uberfrast, so mOssen beim Einbau der Vorkamrnern starkere Dichtringe zwischen Zylinderkopf und Vorkammer b elqeleqt werden.
Dichtringe sind in folgenden Starken lieferbar:
Teile-Nr. 6360170119 - 1,9-2,1 mm (Serienmafllp) 6360170219 - 2,2-2,4 mm
6360170319 - 2,5-2,7 mm
6360170419 - 2,8-3,0 mm
Aul3erdem wird durch beilegen starkerer Dichtringe die Durchgangsbohrung der Vorkammer fur die GlGhkerze versetzt. Sie mui3 nach der Grundbohrung im Zylinderkopf nachgearbeitet und mit Prei3luft sauber ausgeblasen werden. Dann die Vorkammer in den Zylinderkopf einsetzen.
Mittels Spezlalschlussel ?365890107 den Gewindering einschrauben und mit einem Anzugsdrehmoment von 10 bis 11 mkg beim OM 636 und 12 mkg beim OM 621 anziehen. Entsprechend der Nutenbreite des Gewinderinges ist eine Hulse mit 9 mm oder 5 mm Zapfenbreite zu verwenden.
Gliihkerze einbauen: Bevor die GIGhkerzen eingebaut werden, sind die Kerzenkana!e und die Bohrungen in den Vorkammern mit einer 11-mm-Durchmesser-Reibahle zu reinigen. Die Reibahle darf jedoch nur zirka 55 mm tief eingefOhrt werden, damit der Kugelstift der Vorkammer nicht be schadiqt wird.
Wurden die GIOhkerzenkanale bei montiertem Zylinderkopf gereinigt, so ist der Motor einige Male mit dem Anlasser durchzudrehen, damit eventuell Ruckstande aus dem Verbrennungsraum herausgeblasen werden.
Die Gluhkerze am Gewinde leicht mit graphitiertem 01 versehen, einschrauben und mit5 mkgfestziehen.
Die GIOhkerzen mit den Stromschienen verbinden und mit den Randelmuttern festziehen. Dann die Gluhkerzen auf Funktion prOfen.
Diisenhalter mit Einspritzdiise einbauen: Mittels Anlasser den Motor einige Male durchdrehen, um eventuelle Ruckstande aus dem Verbrennungsraum herauszublasen. Dann die Dichtung (zwischen DOse und Vorkammer) einlegen, wobei der zylindrische Teil einwandfrei in der Vprkammerbohrung sitzen mui3. 1m Typ OM 621 und 636 wird die Dichtung 6360170120 mit einer Gesamth5he von 2 mm serienmai3ig eingebaut.
31
Mercedes 180 D /190 D
Anmerkung! Neuerdings wurde der zylindrische Teil der Dichtung urn 1 mm verlanqert, wonach die Gesarnthohe der Dichtung jetzt 3 mm betraqt,
Werden diese Dichtungen eingebaut, muB der Gewindering 6360170203 gegen den Gewindering 6360170303 ausgewechselt oder an seiner unteren Auflaqeflache urn 2,5 mm auf 11 mm abgedreht werden.
Den DOsenhalter mit EinspritzdOse in die Vorkarnrner einschrauben und mittels SteckschlOssel mit 7-8 mkg anziehen.
Das DurchgangsstQck auf den DOsenhalter aufsetzen, wobei zu beachten ist, daB die Auflagetlachen an DOsenhalter und DurchgangsstOck absolut plan und sauber sein mOssen. Die Sechskantmutter zur Sefestigung des Durchgangsstockes vorerst nur lose aufschrauben. Seiderseitig mit neuen Dichtungen die Leckolleitunq mit der Hohlschraube am DurchgangsstQck festschrauben. Jetzt die Sechskantmutter mit 5 mkg festziehen. Eine eventuelle Undichtheit ist immer auf schlechte Dlchtflachen zurOckzufOhren, weshalb auf keinen Fall der erwahnte Anzugsdrehmoment Oberschritten werden darf.
Durch Aufschrauben der Oberwurfmutter die Einspritzleitung am DOsenhalter anschlieBen.
Luftfilter montieren, Motor laufen lassen und aile AnschlOsse auf Dichtheit kontrollieren.
Klpphebelbocke mit Kipphebeln und StoB-Stangen OM 636
Ausbau: Luftfilter und Zylinderkopfhaube abnehmen. Die Befestigungsmuttern fOr die Klpphebelbocke abschrauben und diese mit den Kipphebeln herausnehmen. Die StoB-Stangen herausziehen, wobei darauf zu achten ist, daB die StoBel nicht hanqenbleiben, Jede StoBStange vorsichtig anheben und eventuell so lange drehen, bis sie sich vom Stol3el gelost hat.
Aus der Sohrung herausgezogene Sti:iBel konnen nach dem Abnehmen des seitlichen Verschlu13deckels wieder eingesetzt werden.
Einbau: Die Stol3-Stangen in die Ventilstdfie] einsetzen und in die Kugelpfannen der StoB-Stangen einige Tropfen 01 geben. Die Klpphebelbocke mit Kipphebelachsen und Kipphebel in die Stiftschrauben des Zylinderkopfes einsetzen. Federscheiben auf die Klpphebelbocke auflegen, die Sefestigungsmuttern aufschrauben und mit 2 mkg anziehen.
Das Ventilspiel einstellen; Motor kurz laufen lassen und dabei prOfen, ob aus den N uten aller vier Kipphebelbocke genOgend 01 ausspritzt.
32
~
Die Zylinderkopfhaube mit neuer Dichtung montieren,
Luftfilter aufsetzen, Motor laufen lassen und die Zylinderkopfhaube auf Dichtheit OberprOfen.
Kipphebellagerung zerlegen, prufen, instandsetzen und zusamrnenbauen: eM 636
Zerlegen: Die Sicherungsringe auf beiden Seiten der Kipphebelachsen herausnehmen. Anlaufscheiben, Kipphebel, Klpphebelbocke und Druckfedern von den Kipphebelachsen abnehmen.
Priifen und instandsetzen: 1st der Durchmesser der Kipphebelachsen kleiner als 16,96 mm bzw. sind diese riefig, so mOssen die Achsen erneuert werden. Die Verschlu13deckel auf beiden Seiten der Kipphebelachsen mOssen v611ig dicht sein, da sonst der Old ruck vermindert wird.
Sind die SOchsen in den Kipphebeln ausgeschlagen, riefig oder der Durchmesser kleiner als 17,02 mm, so sind diese zu erneuern. Hierzu die alte SOchse aus dem Kipphebel herauspressen und die Grundbohrung messen. Normalerweise kann eine neue BOchse mit einer Uberdeckung von 0,01<:-0,056 mm eingepreGt werden; bei unrunder Grundbohrung oder groBerem Durchmesser als 20,021 mm mu13 die Bohrung auf die Reparaturtiefe ausgerieben werden. Die SOchsen der Reparaturstufe haben einen Aul3endurchmesser von 20,256-20,235 mm. Nach dem Einpressen ist die SOchse auf das vorgeschriebene Ma13 von 17,000-17,018 mm auszureiben oder auszudrehen.
Beschadiqte Kugelbolzen und Muttern sind grundsatzlich zu erneuern; eingeschlagene Druckflachen an den Kipphebeln nachzuschleifen.
Zusammenbau: Auf einer Seite den Sicherungsring in die Nut der Kipphebelachse einsetzen; die KipphebelbOchsen und Kipphebelachse mit graphitiertem 01 einolen. Die Anlaufscheibe und den Kipphebel fOr Ausla13- ventil auf die Kipphebelathse schieben. Den Kipphebelbock so auf die Achse schieben, da13 die Olnut am Ful3 des Kipphebelbocks nach der Kugelbolzenseite des Kipphebels zeigt. Dies ist sehr wichtig, weil slch die Olnut am Fu13 des Kipphebelbocks mit der Olbohrung im Zylinderkopf decken mu13. Den Kipphebel fOr Einlal3ventil Zylinder 1 und 3, die Druckfeder und den Kipphebel fOr Einlal3- ventil Zylinder 2 und 4 auf die Kipphebelachse schieben. Den Kipphebelbock fOr zweiten und vierten Zylinder so auf die Achse schieben, da13 die Olnut am Ful3 des Kipphebelbocks sich mit der Olhohrunq im Zylinderkopf deckt; aul3erdem muG die Olnut oben am Kipphebelbock
fOr zweiten und vierten Zylinder auf den Kugelbolzen des Auslal3kipphebels fOi Auslal3ventil-Zylinder 2 und 4 zeigen. Dann den Auslal3kipphebel fOr Zylinder 2 und 4 und die Anlaufscheibe auf die Kipphebelsachse schieben und den Sicherungsring einsetzen.
Schwinghebelbocke mit Schwinghebeln; OM 621 Ausbau: Luftf1lter ausbauen und Zylinderkopfschraube abnehmen. Die Dehnschrauben zur Schwinghebelbockebefestigung lo sen und die Boeke mit den Schwinghebeln ausbauen.
Hierbei die Nockenwelle jeweils so drehen, dal3 die Schwinghebel nicht bela stet sind. Jedoch nicht an der Befestigungsschraube des Nockenwellenrades, sondern an der Bundschraube der Kurbelwelle drehen.
Einbau: Die montierten Schwlnqhebelbocke einbauen und die Dehnschrauben mit 3,75 mkg festziehen. Hierbei die Nockenwelle so drehen, dal3 die Schwinghebel nicht belastet sind. Die Spannbiigel miissen in die Kerben der Schwlnqhebelbocke einrasten.
Dann bei kaltem Motor das Ventilspiel einstellen. Zylinderkopfhaube, Entliiftungsrohr und Lagerbock mit Winkelhebel- der Zusatzregulierung einbauen. LuftfHter aufsetzen. Motor laufen lassen und Zylinderkopfhaube auf Dichtheit iiberpriifen.
VentilstoBel OM 636
Ausbau: Zylinderkopfhaube abnehmen. Nach Herausschrauben der beiden 8efestigungsschrauben den StOl3elkammerdeckel abnehmen. Die Klpphebelbocke mit den Kipphebeln abbauen; die Stol3-Stangen herausziehen. Dann die Ventllsto Sel aus den Bohrungen des Kurbelgehauses herausnehmen und markieren, damit sie wieder in die gleichen Bohrungen eingebaut werden konnen.
Priifen: Stol3el mit Rissen, eingeschlagenen Kugelpfannen bzw. einem Aul3endurchmesser unter 25,980 mm miissen erneuert werden. Stal3el mit eingelaufenenStirnflachen k6nnen nachgeschliffen werden.
Der Normalstol3elbohrungs-Durchmesser bstraqt 26,000 bis 26,021 mm.
Das Radialspiel zwischen Stol3el und Zylinderkurbelgehause soli 0,007-0,041 mm betragen.
Ventllstoflel:
Normalmal3
25,993-25,980 mm
A ul3en-Durch messer
1. Rep.Stufe, rote Farbmarkierung 26,007-25,994 mm
2. Rep.Stufe, weil3e Farbmarkierung 26,021-26,008 mm
3. Rep.Stute, gelbe Farbmarkierung 26,043-26,030 mm
Mercedes 180 D /190 D
Einbau: Nachdem die Bohrungen im Zylinderkurbelgehause mit Graphite! versehen wurden, sind die VentilstOl3el in die gleichen Bohrungen einzusetzen, aus den en sie ausgebaut wurden. Dabei mOssen die Ventilstofiel in der Bohrung von selbst nach unten gleiten. Dann die Stof3-Stangen in die Ventilst6f3el mit 01 einsetzen. Kippheb elbocke, Kipphebelachse u nd Kipphebel aufsetzen; die Federscheiben auf die Kipphebelb6cke auflegen, die Befestigungsmuttern aufschrauben und mit 2 mkg anziehen. Das Ventilspiel einstellen; eine neue Dichtung am St6f3elkammerdeckel aufkleben und den Deckel mit den zwei Sechskantschrauben am Kurbelgehause befestigen. Die Zylinderkopfhaube mit neuer Dichtung mentieren.
Ventile; OM 636
Ausbau: Den Zylinderkopf ausbauen. Dann mit dem Ventil heber die Ventile demontieren.
Ventilfederteller, Gummiring und Ventilfeder entfernen (bei Leichtmetallk6pfen auch den unteren Federauflageteller). Die Ventile markieren, um Einbau in die gleiche Lage zu gewahrleisten.
Priifen und instandsetzen: Die Ventile und den Zylinderkopf von Olkohle griindlich saubern. Mittels Priifgerat die Ventile auf Schlag am Ventilteller und am Ventilschaft priifen. Ein Schlag von maximal 0,03 mm ist zulassig.
Die Ventile unter einem Winkel von 90° + 30' auf einer Ventilschleifmaschine schleifen. Hierbei siehe auch im Teil «Technische Daten» beziiglich der Ventilabmessungen.
Die Ventilfedern sind auf einer FederprQfwaage zu uberpriifen (siehe «Technische Daten ») und die Ergebnisse mit der PrOftabelle zu vergleichen.
Die Ventilfiihrungen mit der ZylinderbOrste griindlich reinigen und mit einem Kontrolldorn von 9,0-9,015 mm Durchmesser beim OM 636 und einem Kontrolldorn von 10,0-10,015 mm Durchmesser beim OM 621 kontrollieren. Harte Olkohlenansatze in den Ventilfiihrungen sind mit dem Honwerkzeug mit Schaft und Steinauflage 9 mm Durchmesser, Teil-Nr.0005890367 beim OM 636 und mit Schaft und Steinauflage 10 mm Durchmesser Teil-Nr. 0005890567 beim OM 621 zu entfernen. Eine Reibahle ist fUr diese Arbeit ungeeignet. Ais Schmiermittel kann Petroleum oder Diesel61 verwendet werden. MOssen die VentilfOhrungen erneuert werden, so sind die alten herauszutreiben.
33
Mercedes 180 D / 190 D
Achtung! Beim OM 636 mit Leichtmetallzylinderkopf die VentilfOhrungen von unten nach aben herausschlagen, da auf der Oberseite der Sicherungsring sitzt.
Beim OM 621 die Einlal3ventilfOhrungen von unten nach oben und die Auslal3ventilWhrungen von oben nach unten herausschlagen.
BUd 50
Leich ':metallzyli nderkopf (OM 636)
1 Druckring filr Venlilfedern
2 Sicherungsring
Die Grundbohrungen im Zylinderkopf messen; das Normalmal3 betraqt 14,00-14,018 mm. Bei groGerer Bohrung prOfen, ob beim OM 636 mit einer VentilfOhrung der Zwischenstufe (rot gezeichnet = + 0,03 mm) noch eine genOgende Oberdeckung erreicht wird. Anderenfalls ist die Grundbohrung mit der Reibahle 0005890453 auf die erste Reparaturstufe aufzureiben.
Die neuen VentilfOhrungen so wahlen, daB sich eine Oberdeckung von O,01()....{),039 mm ergibt.
Die Bohrungen im Zylinderkopf mit etwas Talg bestreichen. Beim OM 636 mit GrauguBzylinderkopf die Venti 1- fOhrungen von unten nach aben so weit einpressen, bis
34
Bild ~8 (links) Heutige Ausfiihrung mit Ventilschafldichtung (OM 636)
1 Venti!fUhrung
2 Venlilfeder
3 Venlilfederteller mil
HOlse
4 Venlil
5 Venlilkegelhiilften 6 Dichlring
/
Bild 49 (rechts) Frlihere Ausfiihrung ohne Ventilschaftabdichtung (OM 636) 1 VentilfUhrung
2 Venlilfeder
3 Venlilfederleller 4 Ventil
5 Venlilkegelhiilfte
ein Abstand von 26 ± 0,5 mm bei der Einlal3ventilfOhrung und ein Abstand von 31 ± 0,5 mm bei der AuslaBventilfOhrung zwischen Trennflasche und Ventilfilhrunq vorhanden ist.
Beim OM 621 mit GrauguBzylinderkopf die AuslaBventilfOhrungen von unten nach aben so weit einpressen, bis ein Abstand von 32 ± 0,5 mm zwischen Trennflasche und VentilfOhrung vorhanden ist. Die EinlaBventilfOhrungen von aben nach unten so we it einpressen, bis der Sicherungsring am Zylinderkopf anliegt.
Beim OM 636 mit Leichtmetallzylinderkopf den Zylinderkopf auf zlrka 60°C anwarrnen oder die VentilfOhrungen unterkOhlen und von oben nach unten so we it einpressen, bis der Sicherungsring in der Anschraqunq am Zylinderkopf anliegt.
Durch Prufschlaqe mit einem geeigneten Dorn auf die VentilfOhrungen kontrollieren, ob diese fest sitzen. LaGt sich die VentilfOhrung herausschlagen, mufl eine im Aul3en-Durchmesser groBere FOhrung eingeprel3t werden.
Die Bohrungen mit dem entsprechenden Kontrolldorn nachmessen und eventuelle enge Stellen mit einer VentilfOhrungsreibahle egalisieren.
Die Ventilsitze im Zylinderkopf prOfen und eventuell nacharbelten, Bei einer Bearbeitung der Ventilsitze im Zylinderkopf mit einer exzentrisch schleifenden Ventilsitzschleifmaschine sind die Schleifkegel auf dem Abrichtqerat genau auf einen Winkel von 90°-30' a bzurlchten. Siehe auch im Teil «Technische Daten».
Auf die Sitze der Ventile eine kleine Menge feine Lappaste auftragen und die Ventilsitze kurz elnlappen, um Unebenheiten zu egalisieren.
2-1079
Ventilsitz mit einem Frelfraser von 900 oder mit einem Ventilsitzdrehwerkzeuc hinterlect
Mercedes 180 0/ 190 0
Bild 51 Zur Bearbeitung der Ventilsitze irn Zylinderkopf
a Ventilsitzbreite (1,25-1,75 mm)
b Hinterlegung mindestens 0,1 mm unter einem Winkel von goo
c Frastiefe fiir die Hinterlegung
2-1080
a Ventilsitzwinkel (90°-30') fJ Hinteriegunc (120°)
Ventllsitz mit einem Fraser von 1200 oder mit einem Ventilsitzdrehwerkzeug hinterlegt
Einbau der Ventile
Die Ventilschafte mit graphitiertem 01 ein61en und die Ventile in richtiger Reihenfolge einsetzen, Die Ventilfedern mit dem grol3eren Durchmesser auf die Anspiegelung far die Auflage der Ventilfeder im Zylinderkopf leqen.
Achtung! Beim Leichtmetallzylinderkopf mul3 zuerst der Druckring fOr die Ventilfedern aufgelegt werden.
Den Ventilfederteller mit HUlse auf die Ventilfeder auflegen. Den leicht einge6lten, neuen Dichtring uber den Ventilschaft schieben und so we it wie rndqlich nach unten drilcken. - Ventile mit Federn einbauen.
Blld 52 AuslaBventii (OM 621) a Nut im Ventilschaft 1 Dehnschraube
2 Schwinghebelachse 3 Schwinghebelbock 4 Zylinderkopf
5 Nockenwelle
6 Schwinghebel
7 Hutmutter
8 Kontermutter
9 Ventilfederteller mit
Dichtringhalter
10 Ventilfeder
11 Gummidichtring
12 Ventilschaft
13 VentilfOhrung Ventile: OM 621
Ausbau: Den Zylinderkopf ausbauen (wie bereits vorher beschrieben). Dann die Ventile wie folgt ausbauen. Die Hutmutter am Venti! I5sen und dabei die Kontermutter festhalten. Dann die Hutmutter und Kontermutter abschrauben, den Ventilfederteller, die Ventilfeder und bei den Einlal3ventilen die innere Ventilfeder, den Dichtrlnqhalter und den Silicon-Dichtring abnehmen. Die Ventile markieren u nd entfernen.
Anmerkung! Das Auslal3ventil besitzt nur eine Venti 1- feder; am Ventilteller ist ein Dichtringhalter fest angebracht, der ilber dei Ventilftlhrunq hineinragt. Zwischen Dichtringhalter und Ventilschaft befindet sich ein Gummidichtring.
Prtifen und instandsetzen der Ventile, Venttlsitze und Ventllfuhrunpen siehe im Abschnitt «Ventile OM 636».
Einbau: Die Ventllschafte mit graphitiertem 01 einolen und die Ventile in richtiger Reihenfolge in den Zylinderkopf einsetzen und auf Leichtgangigkeit oberprilfen.
Bild 53
4 EinlaBventii (OM 621)
a Nut im Ventilschaft
5 Hutmutter
2 Kontermutter
3 Ventilfederteller
7 4 Aul3ere Ventilfeder
8 5 Innere Ventilfeder
6 Dichtringhalter
9 7 Silicon-Dichtring
8 VentilfGhrung
9 Ventilschaf! 10 Sprengring
Bei den Einlal3ventilen den Silicon-Dichtring, den Dichtring halter, die innere und aul3ere Feder, den Ventilfederteller, die Kontermutter und die Hutmutter montieren. Bei den Auslaflventl.en in den Dichtringhalter des Ventilfedertellers den Gummidichtring eindrilcken, dann die
35
Mercedes 180 0/ 190 0
Ventilfeder, den Federteller, die Kontermutter und die H utm utter montieren.
Wichtig! Die Auslal3ventile sind natriumgefUllt. Solche Ventile dUrfen wegen Explosionsgefahr nicht eingeschmolzen werden. Es wird auch dringend abgeraten, aus solchen Ventilen Werkzeuge, w. B. M. Meil3el, Durchschlaqe usw., zu schmieden.
Kettenspanner; OM 621
Ausbau: Zylinderkopfhaube abnehmen, die beiden Befestigungsmuttern des Kettenspanners losen, den Ketten spanner herausziehen und die Dichtung abnehmen.
Pri.ifen: Eine genaue Prufung kann nur mit einer entsprechen den PrUfvorrichtung vorgenommen werden. Zur Not kann der Kettenspanner in einem GeHil3 mit Motorencl aufgefUllt und entlDHet werden, wonach er sich nur ganz langsam, gleichmal3ig und unter grol3er Kraftaufwendung zusammendrUcken lassen darf.
Bild 54 Ein- bzw. Ausbau des Kettenspanners
~ .•.• bau: Mit neuer Dichtung den Kettenspanner ohne 01- fQllung einsetzen und die Befestigungsmuttern gleichm§l3ig festziehen.
Entli.iften: Die Oltasche im Zylinderkopf mit Motorenol fullen. Mittels Schraubenzieher das Spannradlager bis zum Anschlag drilcken.
Jetzt mit dem Schraubenzieher langsam zuruckqehen, dabei stets 01 nachftlllen, dam it die Oltasche immer voll ist und der Kettenspanner keine Luft ansaugen kann. Diesen Vorgang so oft wiederholen, bis sich am Kettenspanner keine Luftblasen mehr z.eigen. Zylinderkopfhaube wieder montieren.
36
ScM";,, A-B
1-188
Bild 55 Zur Prilfung des Kettenspanners 1 Verschlul3mutter
2 Dichtring
3 Druckfeder 4 Gehause
5 Stift
6 Kugelkafig
7 Sprengring B Kugel
9 Druckbolzen a 76 mm
Langsnute im Kettenspannerqehauss
Spannrad und Spannradlaqer: OM 621
Ausbau: Die Zylinderkopfhaube abnehmen; den Halter mit der inneren Gleitschiene herausnehmen und die 8efestigungsschraube fur das Nockenwellenrad herausschrauben.
Die Kurbelwelle in Drehrichtung drehen, bis die obere Totpunkt-Markierung auf dem Gegengewicht mit dem Einstellzeiger und gleichzeitig die Markierung auf der
A
Bild 56 Zur Instand •• tzung von Spannrad und Spannradlager 1 Spannradlager mit Lagerbolzen
2 Spannrad mit LagerbOchse
3 Scheibe
4 Sic!1erungsring 5 Kegelstopfen
6 Lagerbolzen fur Spannradlager im Zylinderkopf 7 Lagerbolzen fOr Spannrad
A = Siehe Text Seite 38
Ausgleichscheibe mit der Markierung auf dem ersten Nockenwellenlager Obereinstimmt.
Jetzt steht der Kolben des ersten Zylinders auf ZOndtotpunkt.
Nun den Kettenspanner ausbauen; den Eingriff der Kette mit dem Nockenwellenrad auf Kette und Nockenwellenrad mit Farbe markieren. Das Nockenwellenrad abziehen, dabei die Kette auf dem Nockenwellenrad belassen und
Mercedes 180 0/190 0
zusammen in den Kettenkasten leg en. Die Verschlul3- Schraube zum Lagerbolzen fOr das Spannradlager herausschrauben. Den Lagerbolzen herausziehen und die hinter dem Spannradlager befindliche Druckfeder sowie das Spannradlager herausnehmen. Wenn der Lagerbolzen festsitzt, so kann er mit dem Abzieher und Gewindeeinsatz M 6 entfernt werden.
37
Den Sicherungsring, die Scheibe und dann das Spannrad abnehmen. Meistens ist die Nase des Spannradlagers an der Stelle (A), an welcher der Druckbolzen des Kettenspanners aufsitzt, eingeschlagen. Solche Stellen rnllssen egalisiert werden. (Bild 56)
Mercedes 180 0/ 190 D
I nstandsetzen
Bild 58 Nach dem Einpressen der neuen Spannradlaqerbucb se mull diese auf jeder Seite 0,75 mm uberranen
=32
41~~
~31
Bild 59 Montagebild der zerlegten Motorsteuerung (OM 621)
1 Nockenwelle
2 Yerschlulldeckel
3 Nockenwellenrad
4 Ausgleichscheibe
5 Scheibenfeder
6 Sechskantschraube
7 Federring
8 Scheibe
9 Lagerbuchse
10 Zwischenradwelle
16 Lagerbuchse
17 Sechskantschraube
18 Federring
19 Scheibe 20 Zweifach-Rollenkette 20a Steckglied
21 Gleitschiene
22 Gleitschiene
23 ' Sicherungsdraht 24 Sicherungsdraht 25 Halbrundkerbnagel 27 Lagerbolzen
38
@75
~~}
~~
70 ~ 62 61 ~60 ~73
. 61 ~59
e 73 @58
30e
~~ 22
~A\\\"
3~
~ ,
~a~ 52a
52e 52d
171819 ~. ~
O~ 9
~ ~ 10
"Jf
43
(J~/
~Q~~
~ W
23 !. 25
~56
·28 Lagerbolzen 49 Druckfeder
28a Dichtring 50 Lagerbolzen
29 Lagerbolzen 51 YerschluBschraube
30 Gleitschiene 52 Dichtring
31 Kettenspanner 52a Umlenkrad
30a Halter 52b Lagerbolzen
30b Sechskantschraube 52c Yerschlul3schraube
30c Federring 52d Dichtring
32 Sprengring 53 EinlaBventil
34 Kugel 54 AuslaBventii
35 Kugelkiifig 55 Yentilfeder
36 Druckfeder 56 Yentilfederauflage
37 Stift 57 PC-Yentilabdichter
38 Dichtring 58 Yentilfederteller
39 YerschluBmutter 59 Sechskantm utter
40 Dichtring 60 Hutmutter
41 Sechskantmu!ter 61 Schwinghebel
42 Sicherungsschraube 62 Buchse
43 Dichtring 69 Schwinghebelachse
44 Spannradlager 70 Schwinghebelbock
45 Spannrad 72 Spannbuqel
46 Lagerbuchse 73 Pal3hulse
47 Scheibe 74 Dehnschraube
48 Sicherungsring 75 Scheibe Durchmesser des Lagerbolzens f(jr Spannradlager im Zylinderkopf Bohrung im Spannradlager Durchmesser des Lagerbolzens f(jr Spannrad
Fertigmaf3 der Buchse im Spannrad
9,995- 9,986 mm 10,000-:-10,015 mm
19,980-19,959 m m 20,000-20,021 mm
VordrehmaG der Buchse im Spannrad 19,600-19,730 mm
Radialspiel des Spannrades Radialspiel des Lagerbolzens im Spannrad
0,020-0,062 mm
0,005- 0,029 m m
Die abqenutzte Buchse im Spannrad herauspressen und eine neue Biichse mir vorgedrehter Bohrung einpressen. Dabei mul3 die Btlchse auf beiden Seiten 0,75 mm ilberstehen. Das Spannrad autlen an den Zahnen aufnehmen und die Bohrung der Bilchse fertig bearbeiten.
Seitenschlag des Rades bei Aufnahme in der Bohrung,
gemessen am Umfang max. 0,02 mm
H6henschlag des Rades max. 0,02 mm
Wenn das Spannradlager am Lagerbolzen oder in der Bohrung fOr den Lagerbolzen AbnOtzungen aufweist, ist das Spannradlager auszuwechseln.
Einbau: Den Lagerbolzen fOr das Spannradlager in den Zylinderkopf so we it einschieben, daf3 er im Kettenkasten etwas vorsteht. Das Spannradlager aufschieben und die Druckfeder dahinterklemmen. Nun mit einem geeigneten Dorn den Lagerbolzen einschlagen, dabei das Innengewinde nicht beschadiqen, OberprOfen, ob das Spannradlager nirgends anschlaqt, Dann die VerschluBSchraube zum Lagerbolzen fOr das Spannradlager mit Dichtring aufschrauben und festziehen.
Die Stellung der Kurbel- und Nockenwelle (jberprOfen, bzw. richtigstellen; das Nockenwellenrad mit aufgelegter Kette auf die Nockenwelle aufschieben, wobei die angebrachte Farbmarkierung zu beachten ist. Nun die Befestigungsschraube mit Scheibe und Federring zur Nockenw'ellenradbefestigung montieren. Die Kurbelwelle eine Viertelumdrehung zuruck- und dann wieder vordrehen, bis die obere Totpunkt-Markierung auf dem Gegengewicht mit dem Einstellzeiger (jbereinstimmt. 1m selben Moment rnuf die Markierung auf der Ausgleichsscheibe hinter dem Nockenwellenrad mit der Markierung auf dem ersten Nockenwellenlager fluchten. Andernfalls muB das Nockenwellenrad nochmals ausgebaut und die Steuerkette umgesetzt werden.
Den Kettenspanner montieren und entlOften; die innere Gleitschiene mit Halter einbauen und die Zylinderkopfhaube aufsetzen.
Mercedes 180 0/190 0
Umlenkradj OM 621
Ausbau: Zylinderkopfhaube abnehmen; Halter mit inneren Gleitschiene h erausnehmen; die Befestigungsschraube f(jr das Nockenwellenrad heraussschrauben; den Kolben des ersten Zylinders auf Ziindtotpunkt stellen (siehe « Span nrad-Ausbau »).
Den Kettenspanner ausbauen; Kette und Nockenwellenrad-Eingriff mit Farbe markieren, Nockenwellenrad abziehen und zusammen mit derKette in den Kettenkasten legen.
-12
(
Bild 60 Zum Ein- und Ausbau des Umlenkrades 1 Nockenwellenrad
2 Spannradlager mit Spannrad 3 Kettenspanner
4 Spannrad
5 Gleitschiene, auGen 6 Kurbelwellenrad
7 Gleitschiene, auGen
8 Halter fOr Gleitschiene, innen 9 Gleitschiene, innen
10 Umlenkrad
11 Zwischenrad
12 Sicherungsschraube 13 Gleitschiene, auGen 14 Gleitschiene, innen
Die VerschluG-Schraube zum Lagerbolzen fur das Umlenkrad herausschrauben, den Lagerbolzen herausziehen und das Umlenkrad abnehmen.
1st die Buchse im Umlenkrad abgenutzt, so wird diese herausgepreGt und eine neue mit vorgedrehter Bohrung eingepreBt. Dann das Umlenkrad au Ben an den Zahnen aufnehmen und die BOchsenbohrung fertig bearbeiten
39
Mercedes 180 D / 190 D
(16,018-16,000 mm). Seitenschlag des Rades bei Aufnahme in der Bohrung maximal 0,02 mm. Hohenschlaq des Rades, gemessen am Umfang maximal 0,02 mm. Zeigt der Lagerbolzen Verschleif3, dann muf3 er ebenfalis erneuert werden.
Bild 61 Lagerung
des Umlenkrades 1 Lagerbolzen
2 Zylinderkopf 10 Umlenkrad
18 Verschlul3schraube A Bohrung fOr die
Schmierung des Umlenkrades
B Oltasche mit Olbohrung
Einbau: Den Lagerbolzen fUr das Umlenkrad in den Zylinderkopf so einschieben, daf3 diebeiden Schmierbohrungen (A) im Lagerbolzen nach unten weisen und daf3 der Lagerbolzen im Kettenkasten etwas vorsteht. Das Umlenkrad einsetzen und den La~erbolzen mittels Dorn einschlagen (auf das Innengewinde achten beim einschlagen). Dann die Verschluf3-Schraube mit Dichtring aufschrauben und festziehen.
Der weitere Einbau erfolgt in umgekehrter Reihenfolge wie der Ausbau.
lweifach-Rollenkettej OM 621
Zylinderkopfhaube, GIQhkerzen, Kettenspanner und Schwinqhebelbocke ausbauen.
Bild 62 Die Strichmarken auf der Ausgleichsscheibe und dem Nockenwellenlager sind gefluchtet
1 Kettenschlol3
2 Verschlul3bolzen
40
Achtung! Der Ausbau der Schwinqhebelbocke ist nicht unbedingt erforderlich, jedoch angebracht, damit Beschadiqunqen an Ventilen und Kolben vermieden werden. Zum Ausbauen der alten Kette die beiden Kettenbolzen eines Gliedes aufschleifen und das Glied herausnehmen. Die neue Kette mittels Kettenschlof3 mit der alten verbinden, und zwar das Kettenschlof3 so einsetzen, daB bei einem eventuellen Anlaufen dassel be nicht abgeschoben werden kann.
Einbau: Die mit der alten Kette verbundene neue Kette auf das Nockenwellenrad auflegen, den Motor lang sam in Drehrichtung drehen und dabei die neue Kette elnfilhreno Die Kurbelwelle an der Bundschraube so lange drehen, bis das Kettenschlof3 am anderen Ende der neuen Kette eingesetzt werden kann.
Achtung! Das KettenschloB von vorne nach hinten einfQhren. Den Federver schlufi mit dem verschlossenen Ende in Drehrichtung zeigend montieren.
Den Kettenspanner einbauen und entlQften; die Schwinghebelbocke einbauen und das Ventilspiel einstellen.
Die Einstellung von Kurbelwelle zur Nockenwelle IiberprQfen bzw. korrigieren. Die GIQhkerzen einbauen und Zylinderkopfhaube aufsetzen.
Einspritzanlage
Einspritzpumpe OM 636
Ausbau: Den Kolben des ersten Zylinders auf Forderbeginn stellen (wie bereits im Abschnitt « Kontrolle des Forderbeqinns » beschrieben). Die Einspritzleitungen, die Unterdruckleitung und aile Kraftstoffleitungen an derEinspritzpumpe abschrauben, wonach auf die AnschlQsse an der Einspritzpumpe Verschluf3kappen aufzustecken sind.
Den Start- und Abstellzug an der Befestigungsschelle iosen und am Verstellhebel aushanqen.
Durch Meif3elhieb die Stellung der Einspritzpumpe am Befestigungsfiansch und am Steuerqehausedeckel markieren, wodurch beim Einbau die Einstellung der Pumpe erleichtert wird. Dann die vier Befestigungsmuttern abschrauben und die Einspritzpumpe aus dem Steuergehausedeckel herausziehen; die Kupplu ngshQlse vorn Mitnehmer auf der Einspritzpumpe oder von der Antriebswelle abnehmen.
Die Befestigungsmutter des Mitnehmers abschrauben, wobei der Mitnehmer mit dem Spezialschlussel6365890003
I I I I I
I I
~
17
19
20
gegenzuhalten ist. Dann mittels Abzieher den Mitnehmer von der Einspritzpumpenwelle abziehen und die Scheibenfeder aus der Nute entfernen.
PrOfen: Einspritzpumpen k5nnen nur auf dem EinspritzpumpenprOfstand genau eingestellt werden. Eine defekte Einspritzpumpe ist daher dem zustandlqen BoschDienst zu Obergeben.
Einspritzpumpen k5nnen im Austausch bezogen werden.
Tausch-Einspritzpumpen, ne~e und instandgesetzte Einspritzpumpen werden mit der vorgeschriebenen Einstellung geliefert und sind am Vollastanschlag plombiert
Diese Plombe darf nur verletzt werden, wenn die Pumpe auf dem Einspritzpumpenpriifstand eingestellt wird. Danach mul3 der Vollastanschlag wieder ordnungsgemal3 plombiert werden.
Bild 64 Links: Die drei Strichmarken sind ausgerichtet, womit die Einspritzpumpe auf Forderbeginn gestellt wurde
Rechts: Die Einspritzpumpe wird zum Einfahren gegen Verdrehen mit der Einbaulehre gesichert
Mercedes 180 D /190 D
Bild 63 Einspritzanlage (OM 535) 1 Klappenstutzen
2 Einspritz-Druckleitung 3 T-Stuck
4 Oberstromleitung
Hauptfllter
6 Uberstro mventil
7 EntlOftungsschraube 8 Riicklaufleitung
9 Kraftstoffbehiilter 10 Vorfllter EinspritzdOse Einspritzpumpe Verstellhebel
11
9 8 12
\ 13
14
15
16
17
18
19
20
21 GIOhkerze
Leckleitung Umdruckleitung Gaspedal Kraftstoff-Forderpumpe
Start- und Stop-Zug (GIOhanlaClschalter)
Kraftstoffvorratszelger mit Kontrolllampe
Geber fOr Kraftstoffvorratszeiger
Einbau: Nachdem der Wellenstumpf und der Mitnehmer nochmals gereinigt wurden, ist die Scheibenfeder in die Nute der Pumpenwelle einzulegen. Den Mitnehmer aufstecken und mit Federring und Sechskantmutter festziehen, wobei der Mitnehrner mit dem obigen SpezialschlOssel gehalten wird. Nun feststellen, ob sich die Kupplunqshillse leicht auf den Mitnehmer schieben lal3t. Dann die Kupplungshiilse auf die Antriebswelle im Steuergehausedeckel schieben.
Die Einspritzpumpe auf F5rderbeginn stellen, wozu die Pumpenwelle so lange zu drehen lst, bis sich die Strichmarken von Mitnehmer und Einspritzpumpe decken.
Bild 65 Einfiihren der Einspritzpumpe 1 Langlochschraube
2 Kontrolle der Fliehgewichtsrollen
3 Halteschliissel auf der Antriebswelle 4 ROckzugfeder
41
685
m86 ~87 ~88
992
e"
Mercedes 180 0/ 190 0
115
104
c
113
~
CD
67
11
p;
70
o
69
35
~
62
Bild66
Einspritzpumpe mitzerlegtem Antrieb 35 Dichtbeilage (zwischen Kraltstoff- und 83 Durchgangsstock (zum AnschluB der
und Einzelteile (OM 636) Einspritzpumpe) Leckolleitung)
39 Reglerhebel (auf der Reglerachse zur 84 Sechskantmutter
Einspritzpumpe) 85 Unterlegscheibe (zur Einstellung des
Einspritzpumpe 51 Mitnehmer (fur Einspritzpumpe) Einspritzdruckes)
2 Anschlagwinkel (fOr Start- und Stoppzug 56 Dichtbei lage (zwischen Steuergehause- 86 Druckfeder (im DOsenhalter)
an Einspritzpumpe) Deckel und Einspritzpumpe) 87 Druckbolzen (im DOsenhalter)
3 Druckventil mit Ventiltrager 61 Antriebswelle (fur Einspritzpumpe) 88 DOsenhaltereinsatz
4 Schraubenfeder (fur Druckventil) 62 Abstandrohr (zwischen Rillenlager auf der 89 Oberwurlmutter (zur Befestigung der
5 Dichtring (zu den RohranschlUssen) Antriebswelle) EinspritzdOse)
6 RohranschluB (an den Druckventilen) 63 Ausgleichring (fOr Antriebswelle) 92 EinspritzdOse (im Dusenhaltar)
7 Klemmbacke mit Gewinde zum Festklemmen 65 Spritzversteller 93 Dichtung (zwischen DOsenhalter und
der RohranschlUsse 66 Segmentflansch Vorkammer)
Klemmbacke ohne Gewinde zum Fest- 67 Reglergewicht 100 Druckleitung gebogen (fOr Zylinder 1
klemmen der RohranschlGsse 68 SegmentplaUe von der Einspritzpumpe ZUm Dusanhalter)
11 Entluftunqsschraube (auf der Einspritz- 69 Bolzen (fUr Federsitz) 101 Druckleitung
pumpe, Vorderseite) 70 Druckfeder 102 Druckleitung
17 OlmeBstab 71 Bolzen (fur Verstellbegrenzung) 103 Druckleitung
18 EntlUftungsfilter (auf dem Regier) 72 Antriebsrad 104 Rohrschelle
20 Membrane (fur Regier) 73 Buchse (Iur Antriebsrad) 108 Rohrhalter
25 Kraftstoffpumpe ohne Vorreiniger 76 Druckscheibe 109 Rohrschelle
26 Venti I (Saug- und Druckventil) 80 Kupplungshulse (fUr Einspritzpumpen- 113 Rohrhalter
27 Druckleder (zurn Saug- und Druckventil) Antrieb) 114 Gummiunterlage
28 VerschluBschraube (zum Druckventil) 81 Spreng ring (in der Kupplunqshtllse) 115 Leckolleitung
29 Handpumpe (zur Kraftstoffpumpe) 82 DOsenhalter mit Einspritzduse 116 Halter, T-StGck 42
Damit sich die Einspritzpumpe beim Einbau nicht verdrehen kann, ist die Einbaulehre 6365890123 auf den Wellenstummel der Einspritzpumpe, gegenOber dem Mitnehmer, aufzuschieben. (Bild 64 R)
Den Verschlul3pfropfen aus dem OIOberiaufrohr der Pumpe entfernen. Vor dem Einbau der Pumpe nochmals OberprOfen, ob der Kolben des ersten Zylinders auf Forderbeginn steht. Bei Motoren mitSpritzverstelier mul3 die Leerlaufstellung kontrolliert werden, das heil3t die Fliehgewichte mOssen innen anliegen. Dazu den Verschlul3- deckel am Steuergehiiusedeckel abnehmen.
Zum Einfahren der Pumpe den Spritzversteller mit einem HalteschlOssel und einer Feder entgegen der Drehrichtung in seiner Leerlaufstellungfesthalten.
Achtung! Beim Einfahren der Pumpe mul3 genau so wie bei der Forderbeginnkontrolle das Zahnflankenspiel der Steuerriider ausgeschaltet sein. Mul3 der Forderbeqinn korrigiert werden, dann den Motor nur in Drehrichtung weiterdrehen. Die neue Dichtbeilage beiderseitig leicht mit Fett bestreichen und Ober die Stiftschrauben des Steuerqehausedeckels schieben.
Jetzt die Pumps so in die KupplungshOlse einfahren, dal3 die Stiftschrauben in der Mitte der Lanqlccher des BefestigungsfJansches stehen, wodurch ein Schwenken der Pumpe zur Feineinstellung nach beiden Seiten errnoqIicht wird. Beim Wiedereinbau der alten Pumpe sind die vor dem Ausbau angebrachten Markierungen (Meil3elschlag) am PumpenfJansch und am Steuergehiiusedeckel zu beachten, welche sich decken mOssen.
6 7
t
1
14
15 .ar .. ··· .....
.__ ....
-----. ;:::
......................
16 17
18
Mercedes 180 0/190 0
Nach Auflegen der Unterlagsscheiben die Pumpe mit zwei Sechskantmuttern leicht anziehen. Die Einbaulehre von der Pumpenwelle abnehmen. Dies darf auf keinen Fall vor dem Durchdrehen des Motors vergessen werden.
Den Rohranschlul3 des ersten Pumpenzylinders herausschrauben, Druckventil und Druckfeder entfernen; den Rohranschluf3 wieder einschrauben und das Oberlaufrchr 6365890223 aufschrauben (siehe « Kontrolle des Forderbeginns der Einsprltzpurnpe nach der Oberlaufmethode»). Den Kraftstoffbehiilter (Test behalten) an der Einspritzpumpe anschlief3en und den Absperrhahn offnen. Nun.fliel3t der Kraftstoff aus dem Oberlaufrohr. Durch Schwenken der Pumpe in entsprechender Richtung den Forderbeqinn ermitteln.
Achtung! Schwenken der Pumpe zum Motor hin gihl spiiteren, Schwenken vom Motor weg frOheren Forderbeginn.
Steht die Purup e auf Forderbeqinn (wenn aus dem Uberlaufrohr gerade kein Kraftstoff mehr tropft), dann mit zwei Sechskantmuttern festziehen, und die Einstellung wiederholt prOfen.
Danach aile vier Sechskantmuttern fest anziehen.
Kraftstoffbehiilter und Oberlaufrohr entfernen; den Rohranschlul3 herausschrauben und Druckventil mit Druckfeder wieder einsetzen. Den Rohranschlul3 wieder einschrauben, mit 4 mkg anziehen und die Einspritzleitung anschlief3en.
Bild 67 Einspritzanlage (OM 621) 1 Kraftstoff-Hauptfilter
2 EntiGftungsschraube
3 EntiGftungsleitung
4 Kreuzstuck
5 Oberstromleitung
6 Leckleitung von den Einsprltzdusen 7 Einspritzpumpe
8 GIGhkerze
9 Winkelhebel fUr mechanische
Zusatuegulierung (Stupser) 10 EinspritzdGse
11 Klappenstutzen
12 Unterdruckleitung mit Drosselschraube
13 13 Gestilnge und Hebel fUr Gaspedal-
12
regulierung
14 KraftstoffbehiHter 15 Kraftstoffvorfilter
16 Kraftstoff-Fdrderpurnpe 17 Verstellhebel
18 Gaspedal
19 Hebel fOr mech.Zusatzregulierung 20 GlUhanla13schalter mit Start- und
Stop-Zug
21 Rucklaufleitunq
43
Mercedes 180 D / 190 D
Einspritzleitungen, Unterdruckleitung und aile Kraftstoffschlauche mit neuen Dichtungen anschliel3en. Dabei darauf achten, dal3 die Schlauche nirgends scheuern und spannungsfrei sind.
Bei Motoren mit Spritzversteller die Ruckzugfeder aushangen, den Halteschlussel entfernen und den Verschlul3- deckel am Steuerqehausedeckel aufschrauben. Den Start- und Abstellzug an der Befestigungsschelle am Verstellhebel so einhanqan, dal3 der Verstellbolzen in der Mitte der Ose des Zuges steht. Diese Einstellung muB genau eingehalten werden.
Die Kraftstoffanlage entlUften und bei laufendem Motor aile AnschlOsse auf Dichtheit OberprOfen.
Einspritzpumpej OM 621
Ausbau: Die Kurbelwelle in Drehrichtung drehen, bis der Kolben des ersten Zylinders im Verdichtungshub steht, das heil3t bis 450 vor oberem Totpunkt an der Gradeinteilung auf dem Gegengewicht mit dem Einstellzeiger ilbereinstimmen.
Der weitere Ausbau erfolgt wie bei der Einspritzpumpe vom OM 636.
Prufen: Siehe OM 636.
Einbau: Nachdem der Wellenstumpf und der Mitnehmer nochmals gereinigt wurden, ist die Scheibenfeder in die Nute der Pumpenwelle einzulegen. Den Mitnehmer aufstecken und mit Federring und Sechskantmutter festziehen, wobei der Mitnehmer mit dem SpezialschlOssel gehalten wird. Nun feststellen, ob sich die KupplungshOlse leicht auf dem Mitnehmer schieben laBt. Dann die KupplungshOlse auf die Antriebswelle im Steuergehaussdeckel schieben.
Den Verschlul3pfropfen aus dem GIOberlaufrohr der Einspritzpumpe herausnehmen. Die Pumpenwelle drehen, bis die Strichmarke bzw. ZahnlOcke vom Mitnehmer und -"e Markierung an derEinspritzpumpe fluchtet, dann steht
Einspritzpumpe auf Fi:irderbeginn. (Blld 68)
Bei leichtem Druck auf den Mitnehmer nach links (entg'lgen der Drehrichtung) springt der Mitnehmer um zwei Zahne bzw. der unter Druck stehende Nocken der Nokkenwelle auf den Nockengrundkreis zurOck. Nun den Mitnehmer bzw. die Einspritzpumpenwelle bis zum Widerstand nach rechts andrehen.
Nochmals prOfen, ob der Kolben des ersten Zylinders im Verdichtungshub steht (siehe «Ausbau»). Den SpritzversteliungsschluBdeckel am Zylinderkurbelqehause abschrauben und kontrollieren, ob sich die Fliehgewichte des Spritzverstellers in Leerlaufstellung befrnden, wobei
44
sie innen auf der Nabe des Kettenrades anliegen rnilssen. Den Spritzversteller mittels RingschlDssel und Feder entgegen der Drehrichtung in seiner Leerlaufendstellung festhalten.
Bild 68 Zahnliicke und Strichmarke mlissen Obereinstimmen, wonach die Pumpe auf Forderbeqlnn steht
Die beiderseitig mit Fett bestrichene, neue DichtbeiJage Ober die Stiftschrauben fOr die Einspritzpumpenbefestigung am Zylinderkurbelqehause schieben.
Nun die Einspritzpumpe so in die KupplungshOlse einfahren, dal3 die Stiftschrauben in der Mitte der Langlocher des Befestigungsflansches stehen, wodurch noch ein Schwenken zur Feineinstellung nach beiden Seiten mi:iglich ist.
Anmerkung! Beim Schwenken der Einspritzpumpe ist darauf zu achten, dal3 ein Abstand von zirka 80 mm vom Zyllnderkurbolqehause bis Mitte Rohranschlul3 fOr die Einspritzleitungen zum Ausbau der GIOhkerzen vorhanden ist.
Bei Wiederverwendung der alten Einspritzpumpe ist diese so einzusetzen, dal3 die Markierungen am Befestigungsflansch der Pumpe und am Zylinderkurbelgehause fluchten.
Dann die Unterlagsscheiben auflegen und die Einspritzpumpe mit zwei Sechskantmuttern leicht anziehen.
Die Kurbelwelle in Drehrichtung drehen bis 260 vor oberem Totpunkt an der Gradeinteilung auf dem Gegengewicht mit dem Ei"nstellzeiger Obereinstimmen, wobei der Kolben des ersten Zylinders irn Verdichtungshub stehen mul3.
Am ersten Pumpenzylinder den Rohranschlul3 herausschrauben; das Druckventil und die Druckfeder entfernen. Den RohranschluB und das Oberlaufrohr 6365890223 aufschrauben. Den Kraftstoffbehalter 0005890523 an der Einspritzpumpe anschlieBen und den Absperrhahn i:iffnen. Jetzt flieBt der Kraftstoff aus dem Oberlaufrohr.
Durch Schwenken der Einspritzpumpe wird der For derbeginn der Pumpe korrigiert; Schwenken zum Motor erqibt frilheren und vorn Motor weg spateren Forderbeqinn. Mit zwei Sechskantmuttern die Pumpe befestigen und abermals die Einstellung prufen. Dann aile drei Befestigungsmuttern festziehen.
Kraftstoffb ehalter und Oberlaufrohr entfernen; den Rohranschlul3 herausschrauben und Druckventil mit Druckfeder wieder einsetzen. Den Rohranschluf3 wieder einschrauben, mit 4 mkg anziehen und die Einspritzleitung anschliel3en.
Einspritzleitungen, Unterdruckleitung und aile Kraftstoffschlauche mit neuen Dichtungen anschliel3en. Dabei darauf achten, dal3 die Schlauche nirgends scheuern und spannungsfrei sind.
Bei Motoren mit Spritzversteller die ROckzugfeder aushanqen, den HalteschWssel entfernen und den Verschluddeckel am Steuerqehausedsckel aufschrauben. Den Start- und Abstellzug an der Befestigungsschelle am Verstellhebel so elnhanqen, dal3 der Verstellhebelbolzen in der Mitte der Ose des Zuges steht. Diese Einstellung mul3 genau eingehalten werden.
Die Kraftstoffanlage entluften und bei laufendem Motor aile Anschlusse auf Dichtheit uberprufen.
Kraftstoff-Forderpumpe
Ausbau: Beide Kraftstoflschlauche an der Forderpurnpe abschlief3en; die Muttern am Befestigungsflansch der Forderpurnpe liisen und die Forderpumpe abnehmen.
Instandsetzen: Die Handpumpe abschrauben und das Saugventil herausnehmen. Die Verschlul3-Schraube zum Druckventil abschrauben und das Druckventil herausnehmen. Eingeschlagene Ventile an der Sitzflache auf einer Tuschierplatte abziehen bzw. erneuern. Die grol3e Verschlul3-Schraube zum Kolben abschrauben, die Feder und den Kolben herausnehmen. Bei Riefen im Zylinder oder stark abgenutzten Kolben ist die Pumpe auszutauschen. Mull der Rollenstdflel ausgebaut werden, so ist vorher der Sicherungsring aus der Nute herauszunehmen. Der Gummiring zur Abdichtung der Handpumpe ist beim Zusammenbau zu erneuern.
Eine einwandfreie Fiirderpumpe mull den Kraftstoff blasenfrei mit einem Druck von 1 bis 1,5 atu in den Saugraum der Elnsprltzpurnpe fOrdern. 1st dies nicht der Fall, dann ist die Fiirderpl mpe zweckmafiiqerweise auszutauschen.
Einbau: Einige Tropfen 01 auf den Rollenstoflel in der Fuhrung geben; eine neue Dichtung auflegen und die Forderpurnpe einsetzen. Dabei muG die Stellung des An-
Mercedes 180 0/190 0
Bild 69 Eingebaute Einspritzpumpe
1 Vorreiniger an der Fdrderpurnpe 2 Anschlag fur den Verstellhebel 3 Verstellhebel
4 Klappoler
5 Stop-Anschlag
6 Leerlaufzusatzfeder
7 Verschlulldeckel zum Vollastanschlag und zur Angleichvorrichtung
triebsexzenters oder Antriebsnockens SO sein, dal3 der Rollenst513el nicht unter Druck steht. Erforderlichenfalls ist der Motor so we it zu drehen, bis der Rollenstiil3el frei i st.
Nach Auflegen der Unterlagsscheiben und Federringe die Forderpurnpe mit den Muttern befestigen.
Unter Verwendung von neuen Dichtringen die beiden Kraftstoflschlaucho anschliel3en und die Anlage entliiften.
Antriebswelle mit Schraubenrad der Olpumpe, OM 621
Ausbau: Die Verschlul3-Schraube am Antrieb fUr die Olpumpe zirka zwei Gewindegange lo sen, die Sechskantschraube mit Zapfen herausschrauben und das DrucksWck mit einem Schraubenzieher nach oben herausdrlicken. Dann das Schraubenrad herausziehen; die Verschlul3-Schraube aus dem DrucksWck ganz herausschrauben und die Abdeckscheibe mit Gummiring abnehmen.
PrOfen: Schraubenrad und Laqerbuchsen auf Verschlei!.l iiberprtlfen und gegebenenfalls erneuern.
Einbau: Das Schraubenrad und das DrucksWck einsetzen und die Sechskantschraube mit Zapfen festschrau-
45
Mercedes 180 D / 190 D
CJQ 7 ~ 8 @~
9a ;;V
7574 9 A
@~ 6a1
~@
~73a 73
Bild 70 EinsDritzDumpe mit teilweise zerlegtem Antrieb (OM 621)
1 Emspntzpurnpe 3 Druckventil
3a Dichtring
4 Schraubenfeder
22b Sechskantmutter 23 Entluftunqsrohr 24 Feder
23a Membrane
25 Kraftstoffpumpe
26 Ventil
27 Dichtring
28 Obergangsnippel
29 Handpumpe
30 Dichtring
35 Dichtung
36 Scheibe
37 Federring
38 Sechskantmutter
50 Scheibenfeder
51 Mitnehmer
52 Federring 5 Dichtring
6 Rohranschlul3
7 Klemmbacke
8 Klemmbacke
9 Sechskantschraube 9a Federring
10 EntlUftungsschraube 11 Dichtring
14 Oberstromventil 15 Dichtring
18 Entliiftungsfilter 19 Schraubstutzen 19a Dichtring
20 Anschlagwinkel
21 Schwingmetallaufhangung 22 Abstutzntccke
22a Federring
53 Sechskantmutter 53a Reglerhebel
54 Scheibe
55 Abstutztraper
ben. Das Axialspiel (0,1 bis 0,25 mm) des Schraubenrades OberprOfen. Bei zu kleinem Axialspiel die LagerbOchse an der Stirnseite entsprechend nachdrehen; bei zu grof3em Spiel eine entsprechende Beilagscheibe zwischen LagerbOchse und DruckstOck beilegen.
Abschliel3end das Axialspiel nochmals OberprOfen.
Den Gummiring, die Abdeckscheibe auflegen und die Versch lu I3-Sch rau be festschrau ben.
46
~18
~4
~ 15
'()
56 Sechskantschraube
57 Federring
58 Dichtung
59 Scheibe
60 Sechskantmutter
64 Scheibenfeder
65 Spritzversteller
66 Segmentfiansch
67 Reglergewicht
68 Segmentplatte
69 Bolzen
70 Druckfeder
71 Bolzen
72 Kettenrad
73 Buchse
73a Anlaufring
74 Sechskantschraube
75 Federscheibe
77 Scheibe
78 Federring
79 Sechskantmutter
Spritzversteller
OM 636 <030 fj28
C>27
~26
80 Kupplungshulse
81 Sprengring
82 Dus enhalter
83 DurchgangsstUck
84 Sechskantmutter
85 Unterlegscheibe
86 Druckfeder
87 Druckbolzen
88 Zwischen scheibe
89 Oberwurfmutter
90 Hohlschraube
91 [)ichtring
92 Ein spritz dus e
93 Dichtung
100 Druckleitung
101 Druckleitung
102 Druckleitung
103 Druckleitung
104 Rohrhalter
105 Sechskantschraube
106 Federring
107 Sechskantmutter
115 Kraftstoffleckleitu ng Ausbau: Kraftstoff-Hauptfilter abbauen und Steuergehauseverschlul3deckel abschrauben. Den Motor in Drehrichtung so weit drehen, bis die obere TotpunktMarkierung der Riemenscheibe mit dem Einstellzeiger am Steuergehausedeckel fluchtet und die markierten Zahne von Zwischenrad und Pumpenantriebsrad im Eingriff stehen.
Die Sefestigungsmutter abschrauben und den Spritzversteller mit zwei Schraubenziehern abdrOcken. Die Scheibenfeder aus der Nute der Welle entfernen und die SOchse von der Antriebswelle abnehmen.
Einbau: Die Biichse einolen und auf die Antriebswelle schieben.
Bild 71 Pumpenantriebswelle
Achtung! Es dilrfen nur noch SGchsen mit einer Lange von 28,8-0,1 mm eingebaut werden, um das Axialspiel der Fliehgewichtrollen zu verkleinern.
Die Scheibenfeder in die Antriebswelle einsetzen, den Spritzversteller elnoien und so auf die A ntriebswelle schieben, daB die markierten Zahne im Eingriff stehen. Die Scheibe und Federring auf die Antriebswelle auflegen und den Spritzversteller mit der Sechskantmutter festziehen.
Mittels Flihlerfenre das Zahnflankenspiel zwischen dem Pumpenantriebsrad und dem Zwischenrad an mehreren Stellen tiberpt Dfen. Es soli 0,05 bis 0,07 mm betragen. Erforderlichenfalls rnuf das Pumpenantriebsrad ausgewechselt werden.
Den Verschlul3deckel mit Papierdichtung aufschrauben; den Kraftstoff-Hauptfilter mit 20 mm hoher Seilage zwischen Filter und Steuergehausedeckel einbauen.
OM 621
Ausbau: Die sechs Zylinderschrauben am Verschlu!3- deckel entfernen und den Deckel abnehmen. Die Sechskantmutter an der Zwischenradwelle abschrauben und den Federring mit Scheibe abnehmen.
Mercedes 180 0,190 0
Die Sefestigungsschraube des Gleitschienenhalters entfernen, dann den Halter mit der inneren Gleitschiene von der auGeren Gleitschiene und vom Zylinderkopf herausnehmen. Die Sefestigungsschraube fUr das Nockenwellenrad herausschrauben. Die Kurbelwelle in Drehrlchtung drehen, bis der Einstellzeiger auf 45° vor oberem Totpunkt der Gradeinteilung an dem Gege'1gewicht zeigt. Dabei mul3 der Kolben des ersten Zylinders im Verdichtungshub stehen.
Mit Farbe den Eingriff der Kette mit dem Spritzversteller bzw. dem Zwischenrad auf Kette und Zwischenrad markieren. Ferner den Eingriff der Kette mit dem Nockenwellenrad markieren und die Stellung der Strichmarke auf der Ausgleichscheibe der Nockenwelle auf dem ersten Nockenwellenlager durch AnreiGen mit einer Reil3nadel markieren.
An der Stirnseite der Lwischenradwelle markieren, wie die Nute des Spritzverstellers zur Zwischenradwelle steht.
Den Kettenspanner ausbauen (bereits auf Seite 36 beschrieben); das Nockenwellenrad abziehen und mit Kette in den Kettenkasten legen.
Die Sicherungsschraube fOr den Kettentrieb herausschrauben und den oberen Lagerbolzen der Gleitschiene herausziehen.
Einen Slechstreifen von zirka 200x 70 mm, nach der Rundung des Zwischenrades gebogen, zwischen das Zwischenrad und Kette von links nach rechts schieben, so daB die Kette aus den Zahnen des Zwischenrades gehoben ist.
Nun den Spritzversteller abziehen und den Slechstreifen wieder abnehmen.
Achtung! Der Motor bzw. Kurbel- und Nockenwelle durfen jetzt nicht verdreht werden.
Die SGchse fOr Spritzversteller und Zwischenrad, als auch den Anlaufring von der Zwischenradwelle abnehmen.
Anmerkung! Sis Motor-Nr.621.910-10-05749 und von Motor-Nr. 621.910-10-007280 bis Motor-Nr. -008090 ist die SGchse fOr den Spritzversteller und fOr das Zwischenrad mit einem 8 mm breiten Sund eingebaut.
Von Motor-Nr. 621.910-10-005750 bis -007279 und ab Nummer 621.910-10-008091 ist die Buchse nur noch mit einem Sund von 4,7 mm Starke und zusatzlich mit dem Anlaufring eingebaut.
Neuerdings ist der Anlaufring durch den Kerbstift mit der Btlch se verbunden.
Einbau: Den Anlaufring und die Buchse elnolen und auf die Zwischenwelle aufschieben. Wird ein neuer Spritz-
47
Mercedes 180 D / 190 D
27
4
28
29
30
31
13
14
15
16 Z·725
17 34 33 32 19 20 21
Bild 72 Zum naehtraqllchen Einbau eines Spritzversteliers (OM 636)
1 Einspritzpumpe
2 Dichtung zwischen Einspritzpumpe und
Steuergehiiusedeckel 3 Steuergehiiusedeckel
4 Mitnehmer auf der Einspritzpumpenwelle 5 Sprengring in der KupplungshOlse
6 KupplungshOlse
7 Ring-Rillenlager, hinten 8 Abstandrohr
9 Antriebswelle
10 Sicherungsring, innen 11 Ring-Rillenlager, vorne
22 23 24
12 Sicherungsring, au Ben 25 Schraubstutzen fOr 611eitung zur Kipp-
13 Einspritzpumpenantriebsrad hebelschmierung und Sicherung des vor-
14 Segmentflansch des Spritzverstellers deren Nockenwellenlagers
15 Dichtung 26 Dichtring
16 Fliehgewichtrolle 27 Nockenwelle
17 Segmentplatte des Spritzverstellers 28 Nockenwellenlager (PaBlager)
18 Druckscheibe 29 Sprengring
19 BOchse 30 Nockenwellenrad
20 Verschlul3deckel fOr den Steuergehiiuse- 31 Zwischenrad
deckel 32 Sicherungsblech
21 Federring 33 Befestigungsschraube fOr Nockenwellen-
22 Sechskantmutler und Zwischenrad
23 Scheibe 34 Mitnehmerbolzen fOr Nockenwellen- und
24 Scheibenfeder Zwischenrad versteller eingebaut, SO mGssen die Markierungen vorn alten Gbertragen werden.
Die Kette mit dem bereits zum Ausbau verwendeten Blechstreifen anheben und mit einem Schraubenzieher halten. Nun den Spritzverstelier (eingei:ilt) mit Zwischenrad auf die Antriebswelle schieben. Dabei beachten, daB die Nute des Spritzverstellers auf die Markierung auf der Stirnseite der Zwischenradwelle zeigt. Die Kette nach oben ziehen bzw. das Nockenwellenrad mit Kette anheben und beachten, daf die Markierung an der Kette mit der Markierung am Spritzversteller bzw. am Zwischenrad ubereinstlrnrnt, dann den Blechstreifen entfernen. Sind die Markierungen zueinander versetzt, so muB der Blechstreifen nochmals eingefGhrt und die Kette entsprechend umgesetzt werden.
48
Das Nockenwellenrad mit aufgelegter Kette auf die Nokkenwelle schieben, wobei die Markierungen auf der Kette und Nockenwellenrad Gbereinstimmen mlissen. Ferner rnuf die Strir"marke auf der Ausgleichsscheibe der Nokkenwelle mit dem Anrif3 auf dem ersten Nockenwellenlager f1uchten.
Achtung! Nochmals GberprGfen, ob auch die 4So-Einstellung am Gegengewicht wie beim Ausbau noch Obereinstimmt.
Den Kettenspanner einbauen und entlOften.
Den oberen Lagerbolzen der Gleitschiene in das Zylinderkurbelqehause und in die Gleitschiene einfUhren, wobei der Lagerbolzen am Ende mit Dichtungsmasse zu bestreichen i st.
Aus 5 mm Rundmaterial einen Haken anfertigen, der vorne zirka 15 mm umgebogen ist. Dann damit zwischen Zwischenrad und Kette einfahren und die Gleitschiene beim Einschlagen des Lagerbolzens in das Kurbelgehause gegenhalten. Die innere Gleitschiene mit Halter montieren; die Sicherungsschraube fUr den Kettentrieb anschrauben.
Den Spritzversteller auf Funktion prlifen: Mittels GabelschlUssel die Sechskantmutter in Drehrichtung drehen. Geht nach dem Loslassen die Zwischenwelle in die alte Lage zuruck, so sind die Federn des Spritzverstellers in Ordn ung. Anderenfalls den Spritzversteller austauschen bzw. reparieren.
Die Scheibe und Federring auf die Zwischenradwelle auflegen, die Sechskantmutter mit7 mkg anziehen. Dann das Axialspiel 0,05 bis 0,12 mm der Zwischenwelle Iiberprtifen,
Den Forderbaqlnn (wie unter separater Beschreibung aufgefUhrt) kontrollieren. Den Verschlul3deckel mit neuer Dichtbeilage und den Zylinderkopfschrauben mit den zwei Sechskantschrauben befestigen. Beim Gasgeben kontrollieren, dal3 sich der Drahtzug frei im Schlitz des Anschlapwlnkels am Winkelhebel bewegen kann.
Spritzversteller instandsetzen
Zerlegen: Das Antriebsrad von der Segmentplatte abschrauben. Den Segmentflansch unter gleichzeitigem Rechtsdrehen und einseitigem Ausheben aus einer der
18-~- 19- 20- ~ ~
21--"-"--'
Mercedes 180 D / 190 0
Federn von der Segmentplatte abnehmen. Dann Druckfeder, Anschlagbolzen, Reglergewichte und Bolzen fUr den Federsitz entfernen.
Prlifen: Durch Sichtkontrolie die Teile auf Verschleil3 aberprufen. Die seitlichen Ftlhrunqsflachen der Segmentplatte und des Segmentflansches far die Reglergewichte dOrfen keine Riefen und Einschlagstellen aufweisen.
Bei vorgeschriebener Lange der Suchse und der Nabe des Antriebsrades erhalt man das vorgeschriebene Axialspiel von 0,1 bis 0,3 mmzwischen Antriebsrad und Druckscheibe bzw. Segmentflansch.
Die Druckfedern am zweckmal3igsten erneuern.
Die Anschlagbolzen fUr die Begrenzung des maximalen F6rderbegin ns auf vorgeschriebene lange liberprOfen. lange 39 ± 0,1 mm, Aul3endurchmesser 6 mm.
Zusammenbau: Die Segmentplatte so auf das Antriebsrad schrauben, dal3 einer der beiden Bolzen neben den gezeichneten Zahnen Iiegt. Hierzu nur Originalschrauben M 8 x 12 DIN 933-BG verwenden.
Die mit graphitiertem 01 versehenen Reglergewichte so auf die einge61ten Gleitflachen der Segmentplatte leg en, daB sie an den Anlageflikhen anliegen. Die Bolzen fOr den Federsitz so einlegen, daB der anqefraste Tell nach oben und zu den Druckfedern zeigt. Die Druckfedern in die Segmentplatte einsetzen und die Anschlagbolzen in die Druckfedern einlegen. Den Segmentflansch so in eine der beiden Federn einsetzen, daB die Nute fOr die Schelbenfeder auf die Seite der gezeichneten Zahne des An-
27 Stiftschraube 28 DichtbeiJage
30 Einspritzpumpe
31 Sechskantrnutter mit Scheibe 32 Abdeckscheibe
33 VerschluLlschraube 34 Gummiring
35 Sechskantschraube 36 Druckstuck
37 Lagerbuchse
38 Lagerkorper
39 Schraubenrad (Antrieb fUr die ~Ipumpe und Drehzahlmesser)
41 Lagerbiichse
Bild 73 Schnit! durch den SpritzversteUer. antrieb (OM 621)
1 Segmentplatte des Spritzverstellers 2 Zwischenrad
3 Buchse
4 Scheibe
5 Federring
6 Sechskantmutter 7 Scheibenfeder
8 Segmenffiansch des Spritzverstellers
9 Fliehgewichtsrolle des Sprltzverstellers 10 Zwischenradwelle (AntriebswelJe fUr die Einsprilzpumpe und fiir das Schraubenrad 39 bzw. fur die ()Ipumpe)
11 LagerbOchse,vorn
12 Lagerbiichse, hinten
13 Kupplungshiilse
14 Sprengring
15 Sechskantmutter
16 Federring
17 Mitnehmer
18 Yerschlu!3dec~e!
19 Federring
20 Zylinderschraube
21 Dichtbeilage 22 Federring
23 Sechskantschraube
24 Anlaufring (Stahlscheibe) 24a Kerbstift
25 Zylinderkurbelqehause
49
Mercedes 1800/190 D
triebsrades kommt. Nun den Segmentflansch so weit nach unten neigen, bis die zweite Feder eingefOhrtwerden kann. Unter gleichzeitigem Rechtsdrehen den Flansch ganz nach unten drucken.
Die einqeolte Buchse in das Antriebsrad einschieben.
Bild 74 Aus- und Zusammenbau des Spritzversteliers
FOr weitere Detail-Angaben der Einsprltzpurnpe verweisen wir auf die Hettausgabe Nr. 35 a.
Steuergehausedeckelj OM 636
Ausbau: Kraftstoff-Hauptfilter und Einspritzpumpe ausbauen. Notfalls braucht die Einspritzpumpe nicht ausgebaut werden.
Dann Trager, LOfterlagerbock, Riemenscheibe und LOfter ausbauen. Die Kurbelwellenriemenscheibe ausbauen. Den Verschlul3deckel am Steuerqehausedeckel abschrauben und den Motor so stellen, dal3 die markierten Zahne im Eingriff stehen.
Den Spritzversteller abbauen, dann die Scheibenfeder aus der Nute der Welle herausnehmen und die Buchse sowie die Druckscheibe von der Welle abnehmen.
Die Sechskantschrauben fOr die Befestigung des Motortraqers herausschrau ben, den Motor an den beiden Motorlagern leicht anheben und an der Olwanne unterbauen. Aile aul3enliegenden Befestigungsschrauben fUr den Steuerqehausedeckal here usschrauben und den Steuergehausedeckel abnehmen. Erforderlichenfalls mit lelchten Kunststoffharnrner-Schlaqen aus dim Pal3-Stiften herausschlagen.
Die Antriebswelle mit einem Messingdorn nach hinten herausschlagen. Das hintere Ring-Rillenlager von der Antriebswelle abziehen; im Faile dal3 es auf der Welle
50
sitzenbleibt. Sitzt es aber im Steuerqehausede ckel, dann dasselbe mittels Dorn nach hinten heraussschiagen. Das Abstandrohr aus dem Steuergehausedeckel entfernen. Den vorderen Sicherungsring aus der Nute entfernen und das vordere Ring-Rillenlager nach vorne herausschlagen.
PrOfen: Nachdem der Steuergehausedeckel grOndlich gereinigt wurde, denselben aut Risse und Planheit kontrollieren. Die Stiftschrauben zur Einspritzpumpenbefestigung OberprOfen und eventuell erneuern.
R- 642
BiJd 75 Zerlegter SpritzverstelJer
1 Antriebsrad fOr die Einsprttzpumpe 2 Segmentplatte
3 Anschlagfliichen der Reglergewichte am Segmentflansch
und an der Segmentplatte 4 Reglergewicht
5 Bolzen fOr den Federsitz 6 Druckfeder
7 Anschlagbolzen in der Druckfeder fOr C:ie Verstellbegrenzung
8 Segmentflansch
9 Nute fOr Scheibenfeder
Bei Unfallschaden auch den Winkel zwischen Trennflache und Bohrung der StahlbOchse OberprGfen, wobei die zulassige Abweichung ± 0,2 mm betragen darf. Der Durchmesser der Kurbelwellenbohrung betraqt 48,05 bis 48,112 mm und mul3 auf Verschleil3 ;,ontrolliert werden. Zur Not kann bei grol3em Verschleil3 mit einer Alu-BGchse geholfen werden.
Einbau: Wird ein neuer Steuerqehausedecksl eingebaut, so ist zu beachten, dal3 es verschiedene AusfGhrungen gibt (mit dem alten Deckel vergleichen).
Das vordere Ring-Rillenlager einiilen und in den Steuergehausedeckel einpressen. Bei einem neuen Deckel jedoch den inneren Sicherungsring zuerst einsetzen. Den Sicherungsring in die vordere Ringnut einsetzen. Das hintere Ring-Rillenlager auf die neue, langere Antriebswelle aufpressen. Das Abstandrohr (24,2 mm lang) auf die Antriebswelle (94,5 mm lang) schieben und die Antriebswelle in den Steuerqehau sedeckel einpressen.
Den Kolben des ersten Zylinders auf oberen Totpunkt stellen, wobei die markierten Zahne des Nockenwellenu nd Kurbelwellenrades im Eingriff stehen mOssen.
Die sauberen Trennflacnen von Steuergehausedeckel und Zyltnderkurbelqehause leicht einfetten und eine neue
. Dichtung Ober die Pal3-Stifte auf die Kurbelqehausetrerinflache auflegen. Den Steuergehausedeckel in die Pal3-Stifte einsetzen; samtllche Befestigungsschrauben mit Unterlagsscheiben montieren. Die als Einstellzeiger ausgebildete Schraube oberhalb der rechten Pal3-Stittbohrung einschrauben. Nun den Spritzversteller einbauen.
Den Verschlut3deckel mit neuer Papierdichtung anschrauben.
Den Motor anheben, Unterbauung entfernen, die Sechskantschrauben zur Befestigung des Motortraqers in die beiden Motorlager einschrauben und festziehen.
Die Kurbelwellenriemenscheibe montieren; den Trager mit LOfterfagerbock, Riemenscheibe und Uifter einbauen. Einspritzpumpe und Kraftstoff-Hauptfilter montieren.
Steurraderj OM 636
Ausbau: Den Steuerqehausedeckel ausbauen; das Sicherungsblech aufbiegen und die Betestigungsschraube tOr das Zwischenrad und das Nockenwellenrad herausschrauben. Beide Rader und das Kurbelwellenrad abziehen.
Priifen: Mit der Vorrichtung 1365890521 den Achsabstand zwischen Kurbelwelle und Nockenwelle messen.
Mercedes 180 0/1900
Bild 76 Messen des genauen Achsabstandes zwischen Kurbel- und Nockenwelle. Dieset Abstand i st fur die Bestellung eines neuen Nockenwellenrades sehr wichtig
Vorher die Mel3uhr im Halter in der Einstellvorrichtung auf das Nullmat3 einstellen. Das Nullmal3 betragt 112,5 ± 0,01 mm .
Den Met3uhrenhalter mit der Winkelauflage so auf den Kurbelwellenzapfen setzen, dal3 der Taster der Met3uhr auf dem Bund des Nockenwellenflansches aufliegt.
Mit der Drehkurbel die Nockenwelle drehen und den Abstand an vier Stellen messen. Der mittlere Wert der vier Messungen ist als Bestellmal3 fOr ein neues Nockenwellenrad zu verwenden.
BUd n Zurn Ausbau der Nockenwellenlager
1 Feststellschraube fur das 1. Nockenwellenlager mit AnschluLl fur die 611eitung zur Kipphebelschmierung
2 Feststellschraube fOr das mittlere Nockenwellenlager innerhalb der Stii£lelkammer
3 Feststellschraube fOr das 3. Lager
51
Mercedes 180 D /190 D
Achtung! Der Kurbelwellenzapfen muB richtig sauber sein, um MaBfehler auszuschalten.
Liegt der mittlere Wert Ober dem NulimaB (112,5 + 0,01 mrn), so mull ein mit + gezeichnetes Nockenwellenrad eingebaut worden. Liegt der mittlere Wert unter dem NullmaB (112,5 - 0,01 mm), so muB ein mit - gezeichnetes Nockenwellenrad montiert werden.
Die eingravierte Zahl auf dem Nockenwellenrad gibt die Abweichung in hundertstel Millimeter + oder - vom NullmaB an.
Das Kurbelwellenrad hat keine GroBenbezeichnung, da es immer gleich groB ist. Das Zahnflankenspiel zwischen dem Kurbel- und dem Nockenwellenrad soli 0,03 bis 0,04 mm betragen.
Um dieses Spiel zu erreichen, muB das Nockenwellenrad entsprechend kleiner (um 0,03 mm) gewahlt werden, als der gemessene Achsenabstand.
Beispiel: Gemessener Achsenabstand + 0,05 mm Ober dem NullmaB (112,5 ± 0,01 mm). WOrde man nun ein Nockenwellenrad mit + 5 einbauen, so ware das Zahnflankenspiel theoretisch = 0. Es muB daher ein Rad montiert werden, das 0,03 mm kleiner ist, in diesem Fall mit + 2 gezeichnet.
Achtung! 1st die MeBvorrichtung 1365890521 nicht vorhanden, so bestelle man das neue Rad mit der gleichen Bezeichnung wie beim ausgebauten Rad.
Mittels ReiBnadel oder Stahldraht OberprOfen, ob das Spritzloch auf der Stirnseite des Zylinderkurbelgehauses zur Schmierung der Steuerrader frei ist.
Einbau: Die Scheibenfedern in die Nuten der Kurbelwelle einsetzen und das Kurbelwellenrad so auf die Welle schieben, daB der hohe Bund des Kurbelwellenrades zur Kurbelwelle zeigt. Vorher ist jedoch das Rad in 01 oder Wasser bzw. Heizplatte handwarm vorzuwarrnen. Die Kurbelwelle so drehen, daB die Keilnute im Kurbelwellenrad und Zwischenrad montieren, wobei die Eindrehung im 'i. <ckenwellenrad und der Befestigungsflansch an der huckenwelle einwandfrei sauber sein milssen.
Die Nockenwelle nun so drehen, daB beim Aufstecken der Rader die gezeichneten Zahne des Nockenwellenrades und des Kurbelwellenrades im Eingriff stehen und die Bohrungen des Nockenwellen- und Zwischenrades und des Nockenwellenflansches Obereinstimmen.
Dann den Mitnehmerbolzen in die Bohrungen des Nokkenwellen- und Zwischenrades und des Nockenwellenflansches einschlagen. Der zulassige seitliche Schlag der Steurrrader betraat 0,02 bis 0,03 mm.
Die Befestigungsschraube mit neuem Sicherungsblech festschrauben.
52
Mittels FOhlerlehre oder Papierstreifen von 0,03--0,04 mm Starke das Zahnflankenspiel zwischen Nockenwellenrad und Kurbelwellenrad an mehreren Stellen Oberprufen. Das Zahnflankenspiel soli 0,03--0,04 mm betragen. Liegt das Spiel auBerhalb dieser Toleranz, so muB das Nockenwellenrad erneuert werden. Durch Drehen der Kurbelwelle die Laufruhe der Steuerrader kontrollieren. Dann die angezogene Befestigungsschraube durch zweimaliges Umbiegen des Sicherungsbleches sichern. Das ZwischenstOck bzw. Olabweisblech auf die Kurbelwelle schieben und dabei auf die vordere Scheibenfeder achten.
Die Kurbelwelle drehen, bis die markierten Zahne von Nockenwellen- und Kurbelwellenrad im Eingriff stehen. Mit den Originalschrauben das Pumpenantriebsrad an den Spritzversteller montieren.
Den Steuerqehausedeckel einbauen; Motor warmlaufen lassen und auf Dichtheit und Laufruhe der Steuerrader OberprOfen.
OlUberdruckventil im Hauptblkanal OM 636
Ausbau: Das OIOberdruckventii herausschrauben. Priifen: Die VerschluB-Schraube abschrauben, die Druckfeder, die Kugel und den Dichtring aus dem Venti 1- gehause entfernen.
<, '" ~ "
~ 6
~1
.b
q..
Bild 78 Zerlegtes Oberdruckventil
1 Ventilgehause 4 Oichtring
2 Kugel 5 Verschluf3schraube
3 Feder
Zeigt die Kugel EindrOcke, so muB sie erneuert werden. Die Druckfeder auf einer FederprOfwaage OberprOfen.
Federpruftabelle
Aul3en- Draht- Lange Lange bei
Durchm. starke ungespannt vorgepsan nt Belastung
mm mm mm mm kg
8,2 0,9 65 27 3,1 Lange endgespannt mm
20
bei Belastung kg
Offnungsdruck
bei atu
Teil-Nr.
3,6
8 +0,5 -{),2
1369930705
Belastu ng stoleranz ± 5 %
Der Oldruek darf bei warmem Motor irn Leerlauf nieht unter 0,5 atO absinken.
Das Oberdruekventil in umgekehrter Reihenfolge wieder zusammenbauen.
Einbau: Das OIOberdruekventii mit einem neuen Diehtring einsehrauben und naeh einer Laufzeit von einigen Stunden den Anzug des Oluberdruekventils OberprOfen.
Bild 79 Zusammenbau des Oberdruckventils
40 Oberdruckventil 6 atu 42 Kolben
41 Feder
43 Sicherungsring
OM 621
Ausbau: Die Versehluf3-Sehraube mit Diehtring herausdrehen und das O/Uberdruekventil am oberen langsgebohrten Olkanal heraussehrauben.
Priifen: Den Sieherungsring, Kolben und Feder aus dem Ventilqehause entfernen.
Aile Teile grOndlieh reinigen und auf Versehlei13 OberprOfen.
Fsdarpruftabelte
Auflen- Draht- Lange un- Lange vot-
Durchmesser starke gespannt gespannt
mm mm mm mm
9,1-9,4 1,4 43,6 39 bei Lange end- bei Cffnungs-
Belastung gespannt Belastung druck bei
kg mm kg atu
2,4 25 9,6 5,5-6,5 Der Offnungsdruek betraqt 6 ± 0,5 kg/em2. Der Oldruek darf bei warmem Motor im Leerlauf nieht unter 0,3 atO absinken.
Zusammenbau und Einbau erfolgen in umgekehrter Reihenfolge.
Olwanne; OM 636
Ausbau: Steuergehausedeekel mit Einspritzpumpe ausbauen. Samtliehe BefestigJmgsschr@bel1-he~aussehraunen und die Olwanne vom Zylinderkurbelgehause abnehmen.
Die Olwanne auf einer Tusehierplatte auf Planheit kontrollieren und eventuell naeharbeiten.
Mercedes 180 0/190 0
Auf eine neue Geweb edichtrinqhalfta Talg oder 01 auftragen und in die Nute der Olwanne einsetzen. Den Diehtring an der Trennflache so absehneiden, dal3 er leieht Obersteht.
Den Gewebediehtring einfetten und die Olwannentrennflache leieht mit Diehtungsmasse bestreiehen.
Dann die Olwanne so auf das Zylinderkurbelpehausa legen, daf3 sie sieh ohne Widerstand in die Pal3-Stifte einsetzen laf3t. Die Befestigungssehrauben mit Unterlagsseheiben montieren und auf jeder Seite zwei Sehrauben leieht anziehen. Den Halter fUr das EntlUftungsrohr bzw. die ROekzugfeder mit ansehrauben. Naehdem an der Dichtflache zum Steuergehausedeckel der Obergang der Olwanne zum Zylinderkurbelgehause geprOft, bzw. dureh leiehte Schlaqe auf die Olwanne ausgeglichen wurde, sarntliche Sehrauben festziehen.
Den Kolben des ersten Zylinders auf oberen Totpunkt stellen, wobei die markierten Zahne des Nockenwellenund Kurbelwellenrades im Eingriff stehen mOssen.
Den Steuergehausedeekel mit Einspritzpumpe einbauen; die Einspritzleitungen mit den Oberwurfmuttern an die Einspritzpumpe montieren und die Oberwurfmuttern mit 2,5 mkg anziehen.
Kraftstoffschlauche und Unterdruckleitung an die Einspritzpumpe ansehliel3en; Kraftstoff-Hauptfilter einbauen Olfilter reinigen; Motorot einfUlien.
Nach erfolgtem Probelauf die Trennflache der Olwanne, die hintere Kurbelwellenabdiehtung und aile Leitungsanschliis se auf Diehtheit OberprOfen.
Olwanne; OM 621
Ausbau: FOhrungsrohr abnehmen. Die beiden M 10 Sehrauben fOr das Kupplungsgehause an der Olwanne herausschrauben und das Abdeekbleeh abnehmen. Naeh Lo sen der Innensechskantsehrauben, zur Befestigung der Olwanne am Zyllnderkurbelqshause, die 01- wanne abnehmen. Dabei darauf aehten, dal3 der Pal3- Stift im Zwisehenbleeh nieht vorsteht; gegebenenfalls mit einem Hammer zurOeksehlagen.
Achtung! Bei eingebautem Motor vor dem Absehrauben der Olwanne den Lenkunqsstoudampter an der Lenkstange losen und zur Seite drehen; ferner die Lenkstange am Lenkungszwisehenhebel absehrauben und zur Seite drehen.
Einbau: Naehdem der Abdiehtring hinten fOr die Kurbelwelle OberprOft wurde, die Trennfliiehe fOr den vorderen Dichtring mit Diehtungsmasse bestreiehen, die Olwanns aufsetzen und festsehrauben. Mit den zwei M10-Sehrau-
53
Mercedes 180 0/190 0
ben das Abdeckblech fOr das Kupplunq sqehause befestigen; das FOhrungsrohr anbringen und den Olmel3- Stab h ineinstecken.
Wurde der Einbau der Olwanne bei eingebautem Motor vorgenommen, so ist die Lenkstange am Lenkungszwischenhebel und der Lenkunqsstofldampfer an der Lenkstange wieder zu befestigen.
Nun Motorol auffOlien und nach einem Probelauf die Trennflache der Olwanne, die hintere und vordere Kurbelwellenabdichtung und aile LeitungsanschlOsse auf Dichtheit OberprOfen.
Olpumpej OM 636
Ausbau: Die Olwanne ausbauen. Die Sechskantschraube zur Befestigung der Olpurnpe im Zylinderkurbelqehause herausschrauben und die Olpumpe herausziehen. Erforderlichenfalls mit einem Kunststoffhammer herausschlagen.
A
Bild 80
Motorlilpumpe
a Mindestabstand zwischen Schraubenrad und Pumpengehiiuse = 0,25 mm
b Hohe des Pumpengehiiuses bei der 1. und 2. Pumpenaustuhrunc = 28 mm; bei der 3.und 4.PumpenausfOhrung = 33 mm
Zerlegen: Das Saugrohr mit Saugkorb sowie Olpurnpengehause-Unterteil abschrauben und das Zahnrad mit Achse herausnehmen.
Achtung! Vor Herausnehmen der Olpurnpenachse den Eingriff der Zahnrader markieren.
Dann den Spannstift fOr das Schraubenrad herausschlagen, das Schraubenrad abziehen und die Antriebswelle mit Zahnrad heraustiehen.
54
Aile Teile grundlich reiniqen und au.f Verschleif3 bzw. Beschi.idigung sorgfi.iltig OberprOfen.
U berprufen:
Antriebswelle: Aul3endurchmesser 11,984-11,973 mm, Bohrung im Olpurnpenqehause-Obertell und Unterteil 12,000-12,018 rnrn, Laufspjel 0,016-0,045 mm. Olpumpenachse: Aul3endurch messer 11,973-11,964 mm, Bohrung im Olpurnpenqehause-Ober- und Unterteil 12,000-12,018 mm, Laufspiel 0,027~,054 mm.
Zahnri.iderspiel: Radialspiel
0,020-{},047 mm
Axialspiel 0,020-{},062 mm
Flankenspiel 0,05 ~,15 mm
Zusammenbau: Ais Vorarbeit das Radial- und Axialspiel der Zahnrader prOfen. Mittels FOhlerlehre das Radialspiel, das hei(H den Abstand zwischen dem Zahnkopf und der Gehausewand, aberpriifen.
Zum Prufen des Axialspiels ein Lineal auf die Trennflache des Gehause-Oberteils legen und mittels FOhlerlehre den Abstand zwischen Stirnseite Zahnrad, und Trennflache Gehause-Oberteil messen.
Achtung! Die Messungen fUr Radial- und Axialspiel stets an beiden Zahnradern vornenrnen.
Nun die Antriebswelle und die Otpurnpenachse mit 01 versehen und in das Gehi.iuse einsetzen. Hierbei auf die Markierungen der eingreifenden Zahne achten, falls die alten Teile wieder eingebaut werden. Das Schraubenrad auf die Antriebswelle aufpressen und den Spannstift einschlagen.
Mit einer FOhlerlehre das Spiel zwischen Schraubenrad und Purnpenqehause prufen, welches mindestens 0,25 mm betragen muf3.
Das Gehause-Unterteil ohne Dichtung an das GehauseOberteil leicht anschrauben und kontrollieren, ob sich die Rader leicht drehen lassen. Bei hartem Lauf oder Klemmen der Zahnrader mussen Versetzungen des Unterteils durch leichte Harnrners chlaqe nachkorrigiert werden. Das Gehause-Unterteil festziehen und nochmals priifen, ob sich die Zahnrader leicht drehen lassen.
Das Saugrohr in das Gehause einschrauben, wobei auf die richtige Stellung des Saugkorbes zu achten ist.
Die Olpurnpe sitzt rnltihrern oberen und unteren Bund im Zylinderkurbelqehause und mul3 genugend abdichten, damit der Oldruck nicht vermindert wird. Ein Nachmessen mit dem Mikrometer und dem Innenmef3gerat ergibt das Spiel, welches hochstens 0,03 mm betragen darf.
Mercedes 180 0/190 0
~31 39W
(§)29
<030 40©
38g
~~. 141
27 37JJ
3
67 68
66 ~©
65 ~
«»
~25 '(0;) 43
~9
'" o 0
r" ~ @~ 52©:>
63
62
~
®13 AID
@14
,. 35 51
70
8 Einbau: Ais Vorarbeit die Bohrung im Zylinderkurbelgehause und den Bund der Olpumpe messen und das Spiel feststellen, welches 0,03 mm nicht Oberschreiten dad. Anderenfalls muf3 eine Pumpe mit grol3erem Durchmesser eingebaut werden.
Die Bohrung im Kurbelgehause reinigen und die Olpumpe einsetzen. Dabei darauf achten, daf3 die Scnraubenrader in Eingriff kommen. Die Olpumpe mit der Sechskantschraube mit Federscheibe festziehen und die Olwanne einbauen.
4
Bild 81 Zerlellte Hlpurnpe, rnit Filter (OM 621)
Olpumpe
2 Lagerbuchse, oben
3 Antriebswelle mit Zahnrad
4 01pumpenachse mit Zahnrad 5 Halter
20 Federscheibe
22 Sechskantschraube
23 Federring
25 Lager
26 Schraubenrad
27 DruckstOck
28 Sechskantschraube
29 Abdeckscheibe
30 Gummiring
31 Verschlul3schraube
35 Olfilter
36 01filtergehauseoberteil
37 Ventilkegel
38 Feder
39 Verschlul3schraube
40 Dichtring
41 Schraubstutzen 6 Saugkorb
7 Sieb
8 Sprengring
9 Dichtung
10 Sechskantschraube
11 Sechskantschraube
12 Sechskantschraube
13 Federscheibe
14 Sechskantmutter
18 lnnensechskantschraube PrOfen der Fdrderleistunq:
Pumpendrehzahl Motoreno! Oltemperatur Unterdruck Uberd ruck
2000 U/min SAE10 100°C
400 mm Hg. 5aW
F6rdermenge, 3. und 4. Ausf. mit 29 mm hohen Radern 12,5-16,5 kg/min.
42 Oichtunq
43 Gehiiuse
44 Dich!ring
45 Dichtung
47 Dichtring
48 Filtereinsatz
51 Sechskantuchraube
52 Dichtring
60 Dichtung
61 Innensechskantschraube
62 Innensechskantschraube
63 Scheibe
65 OlOberdruckventil
66 Feder
67 Kolben
68 Sicherungsring 420
....... -' ...... -" ........ - ••• 4O ......
48 ::::: :::
..... " .. , ••••••• ,1
., -
, .
...... .. '
::::::::
45©
55
Mercedes 180 0/ 190 0
5 6
7 8 9' 18
19
20
21
27 Stiftschraube 28 Dichtbeilage
30 Einspritzpumpe
31 Sechskantmutter mit Scheibe 32 Abdeckscheibe
33 Verschlu!lschraube 34 Gummiring
35 Sechskantschraube 36 Druckstiick
37 Lagerbiichse
38 Lagerki:irper
39 S.chraubenrad (Antrieb fUr Olpurnpe und Drehzahlmesser)
40 LagerbOchse
Olpumpej OM 621
Ausbau: Die Olwanne ausbauen. Die beiden Befestigungsschrauben fUr die Olpurnpe losen und die Olpurnpe mit Halter herausnehmen.
Zerlegen:
Den Saugkorb abschrauben; das OlpurnpenpehauseUnterteil abschrauben und die Otpumpenachse mitZahnrad sowie die Antriebswelle mit Zahnrad herausnehmen.
Priiten: Aile Teile grGndlich reinigen und aufVerschleil3 oder Baschadiqunq GberprGfen.
Zusammenbau: Ais Vorarbeit ist das Radial- und Axialspiel der Zahnrader zu OberprGfen (hierzu siehe OM 636).
Radialspiel Axialspiel Flankenspiel
0,025""'(),057 mm 0,016""'(),052 mm 0,05 ...,.(),10 mm
Nun das Gehause-Unterteil ohne Dichtung am Oberteil anschrauben, wobei gleichzeitig der Halter mit festzuschrauben ist. PrGfen, ob sich die Rader leicht drehen lassen.
Den Saugkorb mit neuer Dichtbeilage festschrauben j die Olpurnpe auf Dichtheit und F6rderleistung prGfen.
Einbau: Den Mitnehmer der Antriebswelle mit Schraubenrad und die Mitnehrnerflachen der Olpumpenwelle zueinander fiuchtend stellen. Dann die Olpurnpe mit Halter einfOhren und mit den zwei Schrauben befestigen. Geht
56
Blld 82 (jlpumpenantrieb (OM 621)
1 Segmentplatte des Spritzverstellers 2 Zwischenrad, Kettenrad
3 Biichse
4 Scheibe
5 Federring
6 Sechskantmutter 7 Scheibenfeder
8 Segmentfiansch des Spritzverstellers
9 Fliehgewichtsrolle des Spritzverstellers 10 Zwischenradwelie (Antriebswelle fiir die Einspritzpumpe und fOr das Scbraubenrad 39 bzw. fOr die ()Ipumpe)
11 LagerbOchse, vorn
12 Lagerbiichse, hinten 13 Kupplungshiilse
14 Sprengring
15 Sechskantmutter
16 Federring
17 Mitnehmer
18 VerschluBdeckel
19 Federring
20 Zylinderschraube 21 Dichtbeilage 22 Federring
23 Sechskantschraube
24 Anlaufring (Stahlscheibe) 24a Kerbstift
25 Zylinderkurbelgehiiuse
die Olpurnpe nicht ganz hinein, dann die Kurbelwelle hinund herdrehen, bis sich die Olpurnps ganz eindrGcken lal3t.
Abschliel3end die Olwanne einbauen.
Kurbelwelle mit Schwungrad; OM 636
Die Ofpurnpe ausbauen. Die Muttern der Pleuelstangen abschrauben. Mittels Kunststoffhammer die Pleuelschrauben etwas zurGckschlagen, die Pleuellagerdeckel lockern und abnehmen.
Achtung! Sind die Pleuelstangen und Pleuellagerdeckel nicht markiert, so sind diese auf der gegenGberliegenden Seite der Nockenwelle mit 1-4 an dem Pleuellagerdeckel zu zeichnen.
Die Befestigungsschrauben der Kurbelwellenlagerdeckel herausschrauben und die Lagerdeckel mit Lagerschalennatfte abnehmen. Nun die Kurbelwelle mit Schwungrad und die Laqerschalenhalften aus dem Zylinderkurbelgehause herausnehmen. Dabei die Reihenfolge und Lage (oben oder unten) der Lagerschalen markieren und zwar mit Atztinte aul3en an der StahlstGtze.
Kurbelwellenrad und ZwischenstGck abziehen und die beiden Scheibenfedern aus den Nuten der Welle entfernen.
Priiten und instandsetzen: PrGfen, Schleifen, Auswuchten und neu Lagern der Kurbelwelle mul3 in einer
Pr az isio n swerkstatt vorgenommen werden, wobei die MaGe und Einstellwerte im Abschnitt «Technische Daten» zu beachten sind.
An dieser Stelle wird nochmals auf die Moglichkeit des Einbaues von Austauschteilen hingewiesen, welche Gewahr fur einwandfreie Funktion geben.
Einbau: Die Pal3-Stifte im Zylinderkurbelgehause auf Beschiidigung prufen und erforderlichenfalls erneuern. Sind die Gewinde im Kurbelgehause zugesetzt, so rnussen sie mit einem Gewindeb ohrer M 12 x 1,75 nachgeschnitten werden; die Sechskantschrauben mussen sich genugend tief in die Sacktocher einschrauben lassen. Zum Nachschneiden der Bohrungen darf kein 01 verwendet werden, damit sich keine Olpolster bilden. Nachdem die Grundbohrungen und Lagerschalenhiilften mit einem sauberen, weichen Leder gereinigt wurden, die Lagerschalen, den Markierungen entsprechend, in die Grundbohrungen einlegen. Hierbei die Lagerschale zuerst mit der Nase in die Nut der Grundbohrung einlegen, dann erst die Lagerschalenhiilfte ganz in die Grundbohrung eindrticken. Darauf achten, dal3 die Lagerschalenhiilften einwandfrei in der Grundbohrung sitzen.
Bild 83 Einlegen einer Lagerschalenhiilfte
Das mittlere Kurbelwellenlager ist als Pa!3lager ausgebildet. Die unteren und oberen Lagerschalenhiilften des ersten Kurbelwellenlagers sind gleich; ebenso die unteren u nd oberen Lagerschalenhiilften des mittleren Kurbelwellen lagers. Dagegen sind die Lagerschalenhiilften des dritten Kurbelwellenlagers verschieden, weshalb beim Einlegen darauf zu achten ist, dal3 die Laqerschalenhalften mit der Olbohrung und beim dritten Kurbelwellenla!;er auGerdem mit der H-Schmiernute in die Grundbohrung des Zylinderkurbelgehauses eingelegt werden.
Mercedes 180 0 /19() 0
Dann die eingelegten Lagerschalenhalften und die Lagerstellen der Kurbelwelle mit einem weichen Leder reinigen und mit graphitiertem 01 benetzen.
Die Kurbelwelle vorsichtig einlegen, dami! sich der Pal3- lagerbund der Kurbelwelle nicht ar: den Anlaufflachen der Lagerschalenhiilfte im Zylinderkurbelgehause verklemmt und diese be sctiadiqt. Die Kurbelwellenlagerdeckel mit Lagerschalenhalften aufsetzen. Die Federscheiben (bei alteren Ausfilhrunqen noch Unterlagsscheiben) und das Gewinde der Sechskantschrauben mit graphitiertem 01 benetzen und ein schrauben. Mittels Drehmomentschlussel die Schrauben wie folgt festziehen:
1. Anzug auf
2. Anzuq auf
2 mkg 5 mkg
3. Anzug auf 8 mkg
4. Anzug (Kontrollanzug) 8 mkg
Anmerkung! Neuerdings werden die Sechskantschrauben fUr die Kurbelwellenlagerdeckel bzw. die Muttern fUr die Pleuellagerdeckel nicht mehr mit einer Blechsicherung oder Splint gesichert. Auch bei alteren Motoren kann die heute verwendete Unterlagsscheibe 1219901240 zwischen Schraubenkopf und Lagerdeckel beigelegt werden.
Bild 84 Das liingsspiel der Kurbelwelle soil 0,08-0,14 mm betragen
Die Kurbelwelle von Hand drehen und prufen, ob sie frei lauft. Dann mit einer Fuhlerlehre das Axialspiel der Kurbelwelle am mittleren Kurbelwellenlager (Pa!3lager) prufen. Dazu die Kurbelwelle seitlich bis zum Anliegen an den Anlaufflachen des PaGlagers verschieben.
57
8 Rillenlager (fur Antriebswelle an Kurbelwelle)
15 Kurbelwellenrad
9 VerschluBring (fur Antriebswelle an Kurbel-
welle) 40
16 ZwischenslUck (zwischen Kurbelwellenrad 41
und Riemenscheibe) 42
18 Riemenscheibe (auf Kurbelwelle) 43
25 Satz Kurbelwellen-Lagerschalen 44
26 Kurbelwellen-Lagerschalenhalfte - 50
Andrehseite 51
28 Kurbelwellen-Lagerschalenhallte - PaBlager 52
29 Kurbelwellen-Lagerschale, obere Halite 54
(Schwungradseite) 55
40
~44 ~44
25
~29
~26
6
~~
~30
~26
25
Siid 85
Triebwerkteile. Kurbelwelle. Pleuel und Kolben (OM 636)
1 Kurbelwelle mit Kurbelwellen- und Pleuellagerschalen
Olrohr-Olduse
3 Schwungrad mit AnlaBzahnkranz 4 AnlaBzahnkranz
5 PaBschraube (fur Schwungrad an Kurbelwelle)
6 Sicherungsblech (fiir Schwungrad an Kurbelwelle)
7 Sechskantmutter (fiir Schwungrad an Kurbelwelle)
Das Axialspiel der Kurbelwelle soil 0,08 bis 0,14 mm betragen. (Sild 84)
Die Kurbelwelle muf3 sich leicht drehen lassen; anderenfalls durch leichte Harnmerschlaqe mit einem Kunststoffhammer die Versetzung der Lagerdeckel korrigieren. Falls notwendig, einen Lagerdeckel nach dem anderen li:isen, dabei die Kurbelwelle drehen und feststellen, an welcher Lagerstelle die Kurbelwelle schwer lauft, Bet neuen Lagerschalen eventuell die entsprechenden Lagerschalenhiilften austauschen. Dann die Kurbelwellenlagerdeckel wieder abschrauben und die Kurbelwelle herausnehmen.
Nachdem die Kurbelwelle auf Leichtgangigkeit geprDft
58
50
051~
o 52 r::::;:>" 052 C)55
~6~'5
18
30 Kurbelwellen-Lagerschale, untere Hallie
im Zylinderkurbal-Gehause , hinten)
31 Gewebedichtring (fiir Kurbelwellenabdichtung im Zylinderku rbelgehause, hinten) Pleuelst>ange ohne Lagerschalen Pleuelbuchse
Pleuelschraube
Mutter (fur Pleuelschraube) P leuellager-S chalenhalfte Kolben mit Kolbenbolzen
Kompressionsring (fiir Nute I) Kompressionsring (fiir Nute II und III) Schlitzring mit Expander (fur Nute IV) Schlitzring (fiir Nute V)
wurde, den Gewebedichtring auf der Schwungradseite in das Zylinderkurbelqehause und in die Olwanne einlegen. Auf den Gewebedichtring Talg oder ()I auftragen und in die vorgesehene Nute einlegen. Er darf nicht zu stramm eingeprel3t werden. Dann den Dichtring mit einem scharfen Messer an der Trennflache so abschneiden, dal3 er etwas Dbersteht.
Die Lagerstellen der Kurbelwelle, die Laqerschalan halften und den Gewebedichtring mit ()I benetzen; die Kurbelwelle einlegen, die Kurbelwellenlagerdeckel wieder aufsetzen und mit vorgeschriebenem Anzugsdrehmomen! stufenweise festschrauben. Nochmals von Hand prufen, ob sich die Kurbelwelle nicht zu schwer drehen lal3t.
Die Olwanne mit eingeoltem Gewebedichtring mit einigen Schrauben befestigen und kontrollieren, ob sich die Kurbelwelle drehen laGt. Dann die Olwanne wieder abschrauben.
Anmerkung'! Eventuelle Druckstellen am Gewebedichtring mit einem Hammerstiel beseitigen, jedoch den Gewebedichtrinq nicht bes chadlqen
Entsprechend der Markierungen 1-4 die Pleuelstangen und Pleuellagerdeckel montieren. Die Sechskantmuttern mit dem Bund zum Pleuellager ohne Sicherungsblech aufschrauben und auf eine Dehnung von O,lmm bzw. 3,75 bis 3,80 mkg festziehen. Die Dehnunq wird mit einer MeGuhr oder Mikrometer wie folgt gemessen:
Ais erstes die Lange der Pleuelschraube ohne aufgeschraubte Mutter messen, dann die Mutter so weit anziehen, bis sich die Schraube um 0,1 mm gedehnt hat.
BiJd 86 Nach einem Anzug von 3;75-3,80 mkg wird die Dehnung der Pleuelschraube gemessen. Die Dehnung soli 0,1 mm be!ragen (die Messung is! ohne SicherungsbJech vorzunehmen)
Wird beim Anziehen bemerkt, da13 sich die Schraube stark dehnt, dann die Mutter wieder io sen, Die Schraube muG ihre ursprungliche Lange wieder erreichen. Abweichungen bis 0,01 mm sind zulas siq : anderenfalls ist die Schraube ubersogen und muG erneuert werden.
Anmerkung! Werden die Pleuelschrauben mit einem Drehrnornentschlus sel angezogen, so soil er von der
Mercedes 180 0/190 D
GraGe 0-6 mkg sein, da gro13ere SchlUssel bei kleineren Drehmomenten ungenaue Anzugswerte ergeben.
BiJd 87 Anzug der Pleuelschrauben. Zuers! Schraube messen (L).
Dann fes!ziehen, bis diese um 0,1 mm langer ist. Dann wieder lo sen, Schraube wieder messen. Die Abweichung gegenGber der ers!en Messung dart 0,1 mm nich! iiberschrei!en, sons! is! die Pleuelschraube zu erse!zen
Achtung! Die Blechsicherungen fOr die Sechskantmuttern werden auch bei Motoren frOherer AusfUhrung nicht mehr eingebaut.
Die Kurbelwelle von Hand drehen und prOfen, ob sie sich nicht zu schwer drehen la13t.
Die Scheibenfedern in die N uten der Kurbelwelle einsetzen und das Kurbelwellenrad so auf die Welle schieben, da13 der hohe Bund des Kurbelwellenrades zur Kurbelwelle zeigt und die markierten Zahne des Kurbelwellen- und Nockenwellenrades im Eingriff stehen. Das Kurbelwellenrad muG am Bund der Kurbelwelle satt anliegen.
Anmerkung! Das Kurbelwellenrad vor dem Aufschieben in 01 oder Wasser bzw. Heizplatte gut handwarm anwarrnen.
Mittels FOhlerlehre oder Papierstreifen von 0,03 bis 0,04 mm Starke das ZahnfJankenspiel zwischen dem Nockenwellenrad und dem Kurbelwellenrad an mehreren Stellen kontrollieren; es soli 0,03 bis 0,04 mm betragen. Erforderlichenfalls muf das Nockenwellenrad erneuert werden. Die Kurbelwelledrehen und dabei die Laufruhe der Steuerrader Oberpriifen. Je nach AusfUhrung das Zwischenstuck oder Olabweisblech auf die Kurbelwelle schieben, wobei auf die vordere Scheibenfeder zu achten ist.
Die Olpurnpe einbauen; das OIf1lter reinigen; Motorenol einfOllen; den Motor aus dem Montagestand herausnehmen; den Trager fOr den LOfterlagerbock mit Lufterlagerbock, Riemenscheibe und Ventilator einbauen.
Kurbelwelle mit Schwungradj OM 621
Ausbau: Nockenwellenrad, Gegengewicht, Olwanne und Olpumpe ausbauen. Die Pleuelmuttern abschrauben. Mil leichtem Hammerschlag (Kunststoffhammer) die Pleuel-
Sf!
Mercedes 180 0/190 0
schrauben etwas z ur uckschlaqsn, dann die Pleuellap erdeckellockern und abnehmen. In gleicher Weise die Kurbelwellenlagerdeckel ausbauen.
Anmerkung! Die Pleuellager sind ab Werk auf der linken Seite in Fahrtrichtung gesehen, mit der Zylinderz ahl in des sen Zylinder bzw. an welchem Pleuelzapfen sie eingebaut werden, mit der entsprechenden Zahl von Strichen versehen. Die eingeschlagenen Zahlen in Fahrtrichtung rechts sind fOr die Produktion bestimmt. Sie zeichnen Lagerdeckel und Pleuelstange zusammen.
Den unteren Lagerbolzen f iir die rechte Gleitschiene, in Fahrtrichtung gesehen, mittels Abzieher herausziehen. Den Abdichtring, den Olschleuderrinq und Abstandring von der Kurbelwelle abnehmen. Mit dem Abzieher das Kurbelwellenrad abziehen, wobei die Zweifach-Rollenkette anzuheben ist. Die Scheibenfeder und den Ausgleichring abnehmen. Nun die Kurbelwelle mit Schwungrad herausheben. Dann die l.aqer scbalenhalften aus dem Zylinderkurbelgehause und den Lagerdeckeln herausnehmen. Dabei Reihenfolge und Lage (oben oder unten) der Lagerschalen mcrkieren und zwar auf3en an derStahlstOtze mit Atztinte.
Wenn notwendig, die Anlaufscheibenhalften vorn mittleren Kurbelwellenlagerdeckel abnehmen.
Pruten und instandsetzen siehe OM 636
Einbau: Nachdem die Grundlagerbohrungen und Lagerschalenhaltten mit einem weich en Leder nochmals gereinigt wurden, die l.aqer sc halenhalften in die Grundbohrungen, den Markierungen entsprechend, einlegen. Die Lagerschalen erst mit der Nase in die vorgesehene Nute
3
R-S07
Bild 88 Das mittlere Kurbelwellenpailiager 1 Kurbelwellenlagerdeckel
2 Spannstift
3 Anlaufscheibenhiilfte
60
derGrundbohrungen einlegen und dann erst in die Grundbohrung eindrucksn.
Anmerkung: Kurbelwellenlagerschalen mit Nute und Olzulautbchrunq als obere Halite fOr erstes und drittes Lager sowie als obere una untere Halite fur mittleres Lager. Lager ohne Nute fOr untere Halite (Lagerdeckel) des ersten und dritten Lagers.
Die Anlaufscheibenhalften auf den mittleren Kurbelwellenlagerdeckel auflegen.
Die Anlaufscheibenhalften werden am Lagerdeckel durch je zwei Spannstifte gehalten, welche auf keinen Fall vo rstehen dOrfen. Bei abgenommenen Anlaufscheiben sollen die Spannstifte 1,5 ± 0,1 mm aus dem Lagerdeckel herausragen ..
Zur Ausgleichung des Axialspiels der Kurbelwelle sind verschieden starke Anlaufscheibenhaltten lieferbar: 2mm (normal), 2,05 mm, 2,10 mm, 2,15 mm, 2,20 mm, 2,25 mm, 2,30 mm und 2,35 mm stark.
Die Auswahl ist so zu treffen, daf3 sich ein Axialspiel von 0,040 bis 0,096 mm ergibt.
Bild 89 Mitlleres Hauptlager. Bei abgenommenen Anlauf s cheib en sollen die Spannstifte 1.5 + 0.1 mm aus dem Lagerdeckel herausragen
Mit dem weichen Leder die Lagerstellen der Kurbelwelle und die eingelegten Lagerschalen reinigen, mit graphitiertem ()I benetzen und dann die Kurbelwelle einlegen. Die Hauptlagerdeckel aufsetzen, die mit graphitiertem ()I versehenen Hauptlagerschrauben mit Federscheiben einschrauben und stufenweise festziehen.
1. Anzug auf
2. Anzug auf
3. Anzug auf
3 mkg 6 mkg 9 mkg
4. Anzug (Kontrollanzug) auf 9mkg
Die Hauptlagerschalen werden nicht gesichert!
Achtung! Die Kurbelwellenlagerschraube mit dem hoheren Kopf, in dem s ich ein Innengewinde M 8 befindet, ist fur die rechte Seite des vorderen Lagers bestimmt. Das Innengewinde dient zur Befestigung des Olpumpanhalters.
Die Kurbelwelle von Hand drehen und prufen, ob sie frei lauft. Durch seitliches Verschieben der Kurbelwelle am Pal3lager das Axialspiel messen, welches 0,040 bis 0,094 mm betragen soli.
Lal3t sich die Kurbelwelle schwer drehen, so ist die Versetzung der Lagerdeckel zu prtifen, bzw. durch leichte Hammerschlaqe (Kunststoffhammer) zu korrigieren. Anderenfalls ein Lager nach dem anderen losen und dabei die Kurbelwelle drehen, bis der Fehler festgestellt ist. Bei neuen Lagern sind die Lagerschalen auszuwechseln.
Die Kurbelwellenlagerdeckel wieder abschrauben und die Kurbelwelle herausnehmen. Nachdem die Kurbelwelle auf Leichtgangigkeit geprOft wurde, den Gewebedichtring mit Talg oder 01 versehen und auf der Schwungradseite in das Zyllriderkurbelqehause einlegen, jedoch nicht zu stramm einpressen.
Nun aile Gleitflachen einiilen, die Kurbelwelle einlegen, die Lagerdeckel wieder aufsetzen und mit dem vorgeschriebenen Anzugsdrehmoment stufenweise anziehen. Die Olwanne mit eingelegtem Gewebedichtring mit einigen Schrauben anschrauben, prOfen ob sich die Kurbelwelle leicht drehen lal3t und dann die Olwanne wieder abschrauben. Bei scnwerern Lauf sind Druckstellen am Gewebedichtring mit einem Hammerstiel zu beseitigen.
Die Scheibenfeder in die Nute der Kurbelwelle einsetzen und den Ausgleichring sowie das Kurbelwellenrad auf den Kurbelwellenzapfen aufdriicken. Die Flucht des Kurbelwellenrades gegenaber dem Antriebsrad der Einspritzpumpe kontrollieren. Mit einem Tiefenmal3 den Abstand von der Stirnseite des Zylinderkurbelqehauses bis zum Antriebsrad der Einspritzpumpe und dann bis zum Kurbelwellenrad messen. Das Zwischenrad und die Kurbelwelle nach hinten drilckan, damit das Axialspiel ausgeschaltet wird. Ferner das Axialspiel der Antriebswelle der Einsprltzpumpe kontrollieren, welches 0,06 bis 0,07mm nicht ubersteigen dart.
Die zulasslqe Fluchtabweichung der beiden gem essen en Werte darf nicht grol3er als 0,1 mm sein. Anderenfalls ist der Ausgleichring hinter dem Kurbelwellenrad auszuwechseln. Ausgleichringe gibt es in den Starken 5,45mm, 5,60 mm, 5,75 mm, 5,90 mm und 6,05 mm.
Den Markierungen entsprechend, die Pleuelstangen mit Pleuellagerdeckel montieren. Die Sechskantmuttern bzw. die Pleuelschraubenohne Sicherungsblech auf eine Dehnung von 0,1 mm anziehen, was einem Anzugs-
Mercedes 180 0/190 0
drehmoment von 3,75 bis 3,80 mkg entspricht. Die Messung der Dehnung erfolgt wiebeim OM 636. Den unteren Lagerbolzen (51 mm lang) fUr Jie rechte Gleitschiene so weit elndrucken, his der Sicherungsdraht einrastet.
Den Olschleuderring, den Abdichtring und den Abstandring auf df>iI Kurbelwellenzapfen aufschieben. Vorher zwischen aeide Dichtlippen des Abdichtringes Heil3- lagerfett fal'en und zurn montieren eine geeignete Einfr.nrhu/se mit Druckstuck verwenden.
0lpumpe, Olwanne, Gegengewicht und Nockenwellenrad wieder einbauen. Den Forderbeginn uberprOfen bzw. einstellen.
Kolben mit Pleuelstangen; OM 636
Ausbau: Den Zylinderkopf ausbauen (nicht unbedingt erforderlich); die Kurbe/welle mit Schwungrad ausbauen; die Pleuelstanqen mit Kolben nach unten herausziehen.
Die Drahtsprengringe aus den Nuten der Ko/benbo/zenaugen der Ko/ben entfernen, die Ko/ben auf einer Heizplatte. auf zirka 40-60° C erwarrnen und die Ko/benbo/zen herausdrOcken.
Einbau: Die Kolben ohne Ko/benbo/zen auf einer Heizplatte auf zirka 50-60°C erwarrnen ; den Ko/ben auf die P/eue/stange setzen und den eingeo/ten Ko/benbolzen eindrOcken, so dal3 der Ko/benbo/zen genau inder Mitte liegt und die Nuten fOr die Drahtsprengringe frei sind.
Achtung! Auf die Farbkennzeichnung am Ko/benbolzen und am Ko/benauge achten; auf keinen Fall die Kolbenbolzen verwechse/n!
Der Kolben mul3 so auf die Pleuelstange montiert werden, dal3 die Haltenasen fUr die Lagerscha/en sowie die numerierte Seite der Pleue/stange (1-4) in Fahrtrichtung gesehen auf der linken Seite liegt.
Der auf dem Ko/benboden angebrachte Pfeil und die Bezeichnung «vorn » gibt die Fahrtrichtung an.
Nun die Drahtsprengringe in die Augen der Kolbenbolzen einsetzen. Die Stol3enden der Ko/benringe mussen auf den Umfang g/eichmal3ig verteilt sein. Beim Schlitzring (V) mul3 der Sicherungsstift zwischen den beiden Stol3enden liegen.
Nachdem die gereinigten Zy/inder/aufbahnen mit graphitiertem 01 benetzt wurden, die Ko/ben mittels Ko/benspannband in die entsprechenden Zy/inderbohru ngen einfOhren. Ko/ben und Pleue/stange sind richtig montiert, wenn der Pfeil auf dem Kolbenboden in Fahrtrichtung zeigt und die Zahl auf der Pleuelstange in Fahrtrichtung gesehen auf der linken Seite liegt (gegenuber der Nocken-
61
C~·~-'35
~.c~.c.~
v., )
""-="~",, 36
~~O
16 17 18
Q
26
25
6'29
,,-tJ
fl 1\Jiii29
~
11
(i? 12
8
Bild 85 Kurbelwelle. Pleuel und Kolben (OM 621)
1 Kurbelwelle
2 Ausgleichring 3 Keil
4 Kurbelwellenrad 5 Olschleuderrtnq 5a Abstandring
5b Zylinderstift
6 Zylinderstift
7 Gegengewicht 8 Bundschraube
9 Schwungrad
10 Anla13zahnkranz
22 Kurbelwellenlagerschale
25 Pleuelstange
26 PleuelbOchse
27 Pleuelschraube
28 Mutter
29 Pleuellagerschale
34 Kolben
35 Verdichtungsring
36 Verdichtungsring
38 PC-()Isch litz-Dachfasenri n 9
39 Kolbenbolzen
40 Sprengring 11 Dehnschraube
12 Zylinderstift
13 Dichtring
14 Einstellzeiger
15 Riemenscheibe
16 Rillenkugellager
17 Verschlul3ring
18 Gewebe-Dichtring
20 Kurbelwellenlagerschalen-Satz
21 Kurbelwellenlagerschale welle). Die Kurbelwelle mit Schwungrad einbauen. Mit einem Tiefenmaf3 das Spaltmaf3 (Abstand von der Zylind erpehause-Oberflache bis zum Kolbenboden) prOfen; es soli 0 ± 0,3 mm betragen. Das heif3t der Kolben darf nicht mehr als 0,3 mm ilber bzw. unter der Zylinderkurbelgehause-Oberflache stehen.
Kurbelwellenrad, Olpumpe, Zylinderkopf usw. einbauen. Motorenol auffOllen; den Motor aus dem Montagebock herausnehmen; den Trager fur den Ventilatorbock mit Ventilatorbock, Riemenscheibe und Ventilator montieren.
Ausbau: Zylinderkopf und Olwanne ausbauen. Die Pleuelmuttern abschrauben; mit leichtem Hammerschlag (Kunststoffhammer) die Pleuelschrauben etwas zunlckschlagen, die Pleuellagerdeckel lockern und abnehmen. Nun die Pleuelstangen mit Kolben nach oben hinausdrucken.
Mittels Zange die Drahtsprengringe aus den Kolbenbolzenaugen entfernen; den Kolben auf einer Heizplatte zirka 40-60°C erwarrnen und den Kolbenbolzen herausdrOcken.
Kolben mit Pleuelstangen; OM 621
Beim Typ OM 621 kormen die Kolben nur nach oben ausgebaut werden!
Einbau: Den Kolben ohne Kolbenbolzen auf der Heizplatte zirka 40-60°C erwarrnen: den Kolben auf die Pleuelstange setzen und den eingeolten Kolbenbolzen eindrOk-
62
ken, so daB der Kolbenbolzen genau in der Mitte liegt und die Nuten fOr die Drahtsprengringe frei sind.
Achfung! Aut die Farbkennzeichnung am Kolbenbolzen und am Kolbenauge achten; auf keinen Fall die Kolbenbolzen verwech seln!
Der Kolben mul3 so auf die Pleuelstange montiert werden, daB die Haltenasen fOr die Lagerschalen sowie die numerierte Seite der Pleuelstange (1-4) in Fahrtrichtung gesehen auf der linken Seite liegt.
Pfeil nach vern.
Nun die Drahtsprengringe in die Nuten der Kolbenbolzenaugen einsetzen und den einwandfreien Sitz prOfen. Die Stol3enden der Kolbenringe rnussen um 90° zueinander versetzt sein.
Nachdem die gereinigten Zylinderlaufbahnen mit graphitiertem 01 benetzt wurden, die Kolben mittels Kolbenspannband in die entsprechenden Zylinderbohrungen einfUhren. Die Pleuelschalenhalften einlegen und die Pleuellagerdeckel montieren. Die Kolben jeweils auf oberen Totpunkt stellen und den Oberlauf, den Abstand zwischen Kolbenboden und Trennflache Zylinderkurbelgehause, mit einem Tiefenmal3 messen. Der Kolben clarf 0,7 bis 1,2 mm iiber der Trerinflache stehen und soli bei allen vier Zylindern gleich sein.
Abschliel3end Olwanne und Zylinderkopf montieren.
Pleuelsfangen insfandsefzen
Abmessungen der Pleuelstange
Abstand Grund- Grund- Breite
bohrung bohrung
«a» «0» «d» «t»
OM 636 193,95 54,000 25,000 33,800
194,05 54,019 25,021 33,784
OM 621 148,95 55,600 29,000 31,880
149,05 55,619 29,021 31,841 ~-----------a------------~
Bild 91 Zur Abmessung der Pleuelstangen
Mercedes 180 0/190 0
Beim Austauschen von Pleuelstangen ist darauf zu achten, dal3 der Gewichtsunterschied zwischen den einzelnen kompletten Pleuelstangen innerhalb eines Motors beim OM 636 h6chstens 10 9 und bei OM 621 h6chstens 5 9 betraqt,
Pleuelstange mit BOchse, Kolben und Kolbenbolzen milssen die gleiche Farbbezeichnung tragen.
Bei der Auswahl der Kolben ist wichtig, dal3 der Gewichtsunterschied zwischen den einzelnen Kolben nicht mehr als 4 9 betrapt, Spiele zwischen Kurbelwellenlagerzapfen und Pleuelstange mit eingelegten Lagerschalenhiilften:
Radial
Oberdeckung der Lagerschalen hallten
neu: 0,10-0,21 + 0,01 im Reparatur-
fall bis 0,5
Axial
OM 636
0,05-0,07
OM 621
0,045-0,065 neu: 0,120-0,529 + 0,01 im Reparatur-
fall bis 0,5
Die Laqers chalenhalften fUr elie Pleuelstangen werden wie die Laper schalenhalften fUr die Kurbelwellen-Hauptlager einbaufertig geliefert. Sie sind untereinander austauschbar.
Der Grundbohrungs-Durchmesser der Pleuelstanqen betragt 54,000-54,019 mm beim OM 636 und 55,600-55,619mm beim OM 621 ; bei eingelegten Laqerschalen normal 49,99 bis 50,02 mm beim OM 636 und 51,99-52,02 mm beim OM 621. Bei Reparaturstufen I, II, III und IV jeweils um 0,25 mm weniger.
Seitliches Nachschleifen der Kurbelwellenlagerstellen und Egalisieren der Pleuelstangen haben erh6htes Axialspiel zur Foige. Bis zu 0,5 mm kann eine Axialspiel-Erh6- hung ohne Bedenken zugelassen werden. Ausgeschlagene PleuelbOchsen mOssen erneuert werden. Die Oberdeckung der Pleuaibuch sen in der Bohrung mul3 mindestens 0,03 mm betragen. Die Pleuetouchse beim OM 636 (ohne Schmiernut) einpressen und in der Grundbohrung in der dafUr vorgesehenen Nute verstemmen. Beim OM 621 die Pleuelb Gchse mit Schmiernute so einpressen, dal3 das Olloch mit derBohrung in derPleuelstange uberein.stirnmt.
Nach dem Einpressen der Pleuelbtich se ist die Pleuelstange eine halbe Stunde lang bei 160 bis 180°C im Olbad zu entspannen.
Beim OM 636 mit einem Fraser von 35 mm Durchmesser und 3 mm Breite die Schmiernut zur Kolbenbolzenschmierung elnfrasen.
Die Kanten beiderseitig brechen und die Bohrung mit einer verstellbaren Reibahle vorsichtig parallel zur Pleuel-
63
Mercedes 180 D /190 D
lagerbohru ng ausreiben. 1st die Grundbohrung der Pleuelstange ausgeschlagen, so ist diese auf das Maf3 25,500 bis 25,521 mm beim OM 636 und beim OM 621 auf 29,500 bis 29,521 mm auszureiben und eine um 0,5 mm im Auf3en-Durchmesser starkere BOchse einzupressen.
Das Kolbenbolzenspiel betraqt 0,010-0,016 mm.
Vor dem Einbau Pleuelstangen auswinkeln. Die zulassiqe Abweichung der Achsenparaltelitat betraqt 0,03 mm und die erlaubte Verschrankunq 0,1 mm. Die zulas siqe Abweichung ist in beiden Fallen auf eine Lange von 100mm bezogen.
Kolben mit Ringen einpassen
DerEinbau von neuen oder gelaufenenKolben oder neuen Kompressionsringen in gelaufene Zylinderlaufbahnen wird nicht empfohlen. Bei einem Verschleif3 Ober 0,05 mm bzw. Unrundheit Ober 0,03 mm sind die Zylinderbohrungen auf die nachste Reparaturstufe auszubohren. Beim Ausmessen sollte die Temperatur des Zylinderkurbelgehauses und der Kolben m6glichst gleich sein.
Das Kolbenspiel fOr Mahle- und Nueral-Kolben betraqt 0,06 mm.
Die Kolben sind innerhalb der Reparaturstufen in drei Abstufungen, von 0,01 zu 0,01 mm, lieferbar. Die Kolben sind so auszuwahlen, dal3 ein Laufspiel von 0,06 mm eingehalten wird. Das Kolbenmal3 ist irn Kolbenboden eingeschlagen. Der Gewichtsunterschied zwischen den einzelnen Kolben innerhalb eines Motors darf nicht mehr als 4 9 betragen. Der Kolben ist leicht konisch, wobei der Durchmesser unten am Schaftende am gr613ten ist. Beim Montieren der Kolberinge ist zu beachten, dal3 die Bezeichnung «top» oder «F» beim Kompressionsring (I) und die Bezeichnung GOE F beim Olschlitzrinq (IV) mit Goetze-Wellfederring nach oben zeigt. Die Reihen- 10lge der Kolbenringe muf3 eingehalten werden.
Beim Einbau des Olschlltz rlnqes (IV) beim OM636 mul3 der Wellfederring so montiert werden, dal3 der Stol3 des Wellfederringes gegen den Stol3 des Olschlitzrinqes um 1800 versetzt ist. Dasselbe ist beim Montieren der Schlauchfeder bzw. des Schlauchfederringes beim OM 621 zu beachten.
Normalerweise braucht das Kolbenringstof3- und Nutenspiel nicht nachgemessen werden, da die Kolben mit Ringen und Bolzen einbaufertig geliefert werden. lst es dennoch der Fall, dal3 die Kolbenringe gesondert bezogen werden, so ist das H6henspiel der Kolbenringe in den Ringnuten mit einer FOhlerlehre zu messen.
Die Bearbeitungsmaf3e fur das Kurbelqehause sind dam Tell «Technische Daten» zu entnehmen.
64
Nockenwellej OM 636
Ausbau: Ventilatorlagerbock mit Trager, Riemenscheibe und l.ilfter ausbauen. Den Motor im Montagebock befestigen. Steuergehausedeckel mit Einspritzpumpe ausbauen. Den St6f3elkammerdeckel nach Herausschrauben der beiden Befestigungsschrauben abnehmen. Die Kipphebelb6cke mit den Kipphebeln ausbauen; die Stol3- Stangen herausziehen; die Ventilst613el aus den Bohrungen im Kurbelqehause entfernen und markieren, damit sie nicht verwechseltwerden. Nun die Feststellschrauben fOr das erste, zweite und dritte Nockenwellenlager herausschrauben. Olpumpe ausbauen.
Die Befestigungsschraube fOr das Zwischenrad und Nockenwellenrad nach Aufbiegen des Sicherungsblechs herausschrauben; beide Rader abziehen und die Nockenwelle mit den Lagern mittels Abzieher herausziehen.
Das hintere bzw. dritte Nockenwellenlager mit dem Montagedorn von vorne nach hinten aus dem Zylinderkurbelgehause herausschlagen.
Die Sprengringe aus den Nuten des ersten und zweiten Nockenwellenlagers herausdrucken und die Laqerhalften von den Lag.erzapfen abnehmen.
Priifen und eventuell Schleifen der Nockenwelle erfolgt unter Berucksichtigung der angegebenen Mal3e und Toleranzen im Teil «Technische Daten».
Einbau: Das hintere bzw. dritte Nockenwellenlager auf der Seite der Verschluf3schraube zirka 20 mm breit auf der Auf3enseite mit Dichtungsmasse bestreichen. Dann dassel be mit dem beim Ausbau verwendeten Montagebolzen so von hinten nach verne einschlagen, dal3 die Bohrungen fUr die Feststellschraube im dritten Nockenwellen lager und im Zylinderkurbelqehause Obereinstimmen.
Die Lagerstellen der Nockenwelle und der Nockenwellenlager mit Graphit61 benetzen. Dann die l.aqerhalften der ersten und zweiten Nockenwellenlaqer so auf die Nockenwelle legen, dal3 die Nuten zum Drehen der Lager zum Lagerzapfen zeigen. Die Sprengringe zum Zusammenhalten der Lager in die Nuten einsetzen. Mittels Montagebolzen die Nockenwelle so in das Kurbelqehause einschlagen, daf3 sich die Bohrungen fOr die Feststellschrauben im ersten und zweiten Nockenwellenlager u nd im Kurbelqehause decken. Bei Abweichungen k6nnen die Nockenwellenlager an den Nuten gedreht werden. Nun die Feststellschrauben zur Sicherunq der Nockenwellen lager einschrauben, wobei sich die Schrauben leicht drehen lassen mOssen. Die Feststellschrauben fOr das erste und dritte Lager mOssen zur Abdichtung nach auf3en mit Aluminiurn-Dlchtrlnqen montiert werden.
Kommt ein neues drittes Nockenwellenlager zum Einbau, muf das Gewinde der VerschluG-Schraube mit Dichtungsmasse bestrichen und so in das dritte Nockenwellen lager eingeschraubt werden, daf noch zirka 2-3 Gange herausragen. Diesen Gewindeteil leicht anstauchen, damit das Gewinde gut abdichtet. Das Anstauchen ist mit einem geeigneten Rohr durchzufOhren, damit der Innensechskant der Schraube nicht be schadiqt wird. Nach dem Anstauchen die VerschluG-Schraube mit einem InnensechskantschlUssel so weit einschrauben, bis sie einwandfrei sitzt.
Durch Drehen der Nockenwelle kontrollieren, ob diese frei lauft. Sie muG sich mit zwei Fingern drehen lassen. Anderenfalls einen Messingbolzen auf die Nock"enwelle setzen und durch einige Schlaqe die vorhandene Spannung beseitigen. Dabei auGerst vorsichtig sein, damit kein Nocken beschEidigt wird.
Nun das Nockenwellenrad und Zwischenrad montieren; Olpumpe einbauen. Die neue Gewebedichtringhalfte mit Talg oder (jl versehen und in die Nute der Olwanne einsetzen; den Dichtring an der Trennflache so abschneiden, daG er leicht Obersteht. Die Olwanne anbauen; den Motor im Montagebock drehen; die StaGelbohrungen im Zylinderkurbelgehause mit Graphitol einolsn und die VentiistoGel einsetzen. Hierbei darauf achten, daG die StoGel in die gleiche Bohrung eingebaut werden, aus der sie entfernt· wurden. Die Ventilstoflel mOssen durch ihr Eigengewicht nach untsn fallen. Die StoG-Stangen mit LJI in die VentilstaGel einsetzen. Kipphebelbocke mit Kipphebelachse und Kipphebeln auf den Zylinderkopf rriontieren. Das Venti/spiel einstellen, Einlaf 0,20 mm undAuslai3 0,15 mm.
Die (jlleitung fGr die Kipphebelschmierung am Schraubstutzen des ersten Nockenwellenlagers anschliei3en, unter Verwendung eines neuen Dichtringes.
Den Kolben des ersten Zylinders auf oberen Totpunkt stellen, wobei die markierten Zahne des Nockenwellenund Kurbelwellenrades im Eingriff stehen mGssen. Den Steuerqeheusedeckel mit Einspritzpumpe einbauen. Die Einspritzleitungen mit den Oberwurfmuttern an die Einspritzpumpe anschrauben und die Oberwurfmuttern mit 3 bis 3,5 mkg anziehen. Die Unterdruckleitung und die Kraftstoffschtauche an die Einspritzpumpe anschliel3en. Den Kraftstoff-Hauptfilter einbauen. Motoren51 auffGllen. Die Zylinderkopfhaube mit Dichtung aufsetzen.
Nockenwelle und Lager; OM 621
Ausbau: Das Nockenwellenrad abnehmen; die Schwinghebelbccke mit Schwinghebeln ausbauen; die beiden
Mercedes 180 0/190 0
BGgel zur Befestigung der Zylinderkopfhaube abneh men; bei kaltem Motor die Befestigungsschrauben und Muttern der Nockenwellenlagerbocke lo sen und die Lagerb ocke mit der Nockenwelle abnehmen.
Priifen: Die Autlaqeflachen der Nockenwellenlagerb6cke und des Zylinderkopfes mGssen eingehend auf Planheit geprGft werden. Besonderer Augenmerk ist auf den ersten Lagerbock zu legen, da durch diesen der (jlkanal fOr die Nockenwellenschmierung lauft. Abweichungen der Unebenheit auf der Oberseite des Zylinderkopfes dOrfen in der Langsrichtung nicht hoher als 0,1 mm und in der Querrichtunq nicht h5her als 0,01 liegen.
Die PaG-Stifte fOr die Nockenwellenlagerbocke GberprOfen und eventuell erneuern. Aile (jlbohrungen grOndlich reinigen und durchblasen. Eventuelle Grate oderUnebenheiten an den Nocken mit einem Olstein egalisieren.
Einbau: Mit graphitiertem (jl die Lagerbohrungen der Nockenwellenlagerb6cke benetzen; die Laqerbocke auf die Nockenwelle aufschieben und den Zylinderkopf aufsetzen; wobei vorlaufig nur die Befestigungsmuttern der Lagerb6cke festzuschrauben sind.
DieNockenwelie muG sich von Hand leicht drehen lassen. Eine geringe Fluchtabweichung kann durch leichte Hamrnerschtaqe mit einem Kunststoffhammer auf den Lagerful3 des nichtfluchtenden Lagers korrigiert werden. Die beiden BOgel fOr die Zylinderkopfhaube aufsetzen, die Zylinderkopfschrauben in die BGgel und Nockenwellenlagerb5cke einsetzen und mit 8 mkg festziehen. Jetzt nochmals probieren, ob sich die Nockenwelle von Hand leicht drehen lal3t. 1st dies der Fall, dann die Ausgleichsscheibe und das Nockenwellenrad ohne Kette auf die Nokkenwelle schieben und die Befestigungsschraube mit Scheibe und Federring einschrauben und festziehen.
Das Axialspiel der Nockenwelle prGfen, es soli 0,05 his 0,128 mm betragen. 1st es groGer, so istan der Stirnseite des ersten Lagerzapfens nachzuschleifen; ist es kleiner, so ist an der Flache am Bund des ersten Lagerzapfens nachzuschleifen.
Beim Einbau einer neuen Nockenwelle oder neuem erstem Nockenwellenlagerbock mul3 die Flucht der Kettenrader kontrolliert bzw. korrigiert werden. Die Fluchtabweichung sarntlicher Kettenrader, vom Zwischenrad ausgehend, darf nicht mehr als 0,1 mm betragen, anderenfalls eine andere Ausgleichsscheibe auf die Nockenwelle zu montieren ist, Ausgleichsscheiben sind in den folgenden Starken lieferbar: 2,50 mm, 2,75 mm, 3,00 mm, 3,25 mm und 3,50 mm. Die Kettenrader sind beim Messen der Fluchtabweichung ganz nach hinten bis zum Anschlag zu drOcken.
65
Mercedes 180 D / 190 D
Die Kurbelwelle in Drehriehtung drehen, bis die obere Totpunkt-Markierung auf dem Gegengewicht mit dem Einstellzeiger ubereinstlrnrnt. Die Noekenwelle mit der Ausgleiehseheibe so drehen, dal3 die Markierungen auf der Ausgleiehsseheibe und auf dem ersten Noekenwellenlagerboek ubereinstimmen.
Das Noekenwellenrad wieder abziehen und prOfen, ob der Keil in der Noekenwelle riehtig sitzt. Mitlels Haken die Kette aus dem Kettenn'iderkasten heraufholen und das Noekenwellenrad mit aufgelegter Ketle auf die Noekenwelle sehieben. Dabei mul3 die linke Halfte der Ketle gespannt sein, da sich sonst die Noekenwelieneinstellung naeh dem Durehdrehen des Motors verandert,
MaO- und Einstellta'1elle
Dann die Befestigungssehraube fUr das Noekenwellenrad mit Scheibe und Federring montieren und festziehen.
Die Kurbelwelie eine Viertelumdrehung zuruck und dann wieder vordrehen, bis die obere Totpunkt-Markierung auf dem Gegengewieht mit dem Einstellzeiger ilberelnstlmmt. Den Ketlenspanner einbauen und entluften, Die innere Gleitsehiene mit Halter montieren; die Sehwinbhebelbiieke mit Sehwinghebeln einbauen; die Einsteliung der Noekenwelle zur Kurbelwelle noehmals OberprOfen; Zylinderkopfhaube montieren.
Hubraum, insgesamt Verdiehtu nqsverhaltnis
Verdiehtungsdruek (Kompressionsdruek) bei 200 bis
250 U/min normal 22-23 kg/em2
mindestens 17 kg/em2
Mittlere Kolbengesehwindigkeit bei Drehzahl3000 U/min 10 m/s Zulas siqes Antriebsdrehmomentan Kurbelwelle vorn bis 2 mkg
Ventilspiel fUr Einlal3 bei kaltem Motor 0,20 mm
Ventilspiel fUr Auslal3 bei kaltem Motor 0,15 mm
Fiirderbeginn fUr Motoren mit Sprltzversteller 26° vor oberem Totpunkt
Fiirderbeginn fOr Motoren ohne Spritzversteller 32° vor oberem Totpunkt
Technische Daten fur Motoren OM 636
Arbeitsweise Zylinderzahl
Einspritzfolge (Zylinder 4 am Sehwungrad) Drehriehtung
Zylinderbohrung Hub
Steuerzeiten fOr PrOfmessungen bei 0,4 mm PrOfventiispiel: (Noekenwelle 1810510301) Einlal3ventiliiffnen (Beginn) Einlal3ventile sehliel3en (Ende) Auslal3ventile iiffnen (Beginn)
. Auslal3ventile sehliel3en (Ende)
Abspritzdruck der EinspritzdOsen: neu
gebraucht, mindestens
OK 0 h Iwasser-Betrieb stem peratu r Betriebstemperatur des Sehmieriils Kraftstoffnormverbraueh beim Typ 180D, naeh DIN 70030, gemessen bei 82,5 km/h
Fahrverbraueh bei durehsehnittliehen Oberlandfahrten
Vlertakt 4 1-3-4-2
Entgegen dem Uhrzeigersinn, von der Kraftabgabe gesehen
75mm
100 m
1767 ern" 19 :1
6° 30' vor oberen Totpunkt 41°30' nach unterem Totpunkt 41° vor unteren Totpunkt
8° nach oberem Totpunkt
110-120 kg/em2 100 kg/em2 70-95°C 60-120° C
6,8 Liter/100 km
zirka 5,~-7,8 Liter/100 km
66
Mercedes 180 D /190 0
Technische Daten fur den Motor OM 621.1
Arbeitsweise Zylinderzahl
Einspritzfolge (Zylinder 4 am Schwungrad) Drehrichtung
Zylinderbohrung Hub
Hubraurn, insgesamt Verd ichtunqsverhaltnis
Verdichtungsdruck (Kompressionsdruck) bei 200 bis 250 U/min; normal
mindestens Vollast-Hcchstdrehzahl Hochstdrehzahl unbelastet Leerlaufdrehzahl Motorleistung: nach DIN
nach SAE .."ehmllent maximal: nach DIN
nach SAE
Mittlere Kolbengeschwindigkeit bis 4000 U/min Ventilspiel fOr Einlal3 bei kaltem Motor Ventilspiel fur Auslal3 bei kaltem Motor Forderbeginn (Motor mit Spritzversteller)
Viertakt 4 1-3-4-2
entgegen dem Uhrzeigersinn von der Kraftabgabe gesehen
85 mm
83,6 mm
,1897cm3
21 : 1
22-23 kg/cm2
17 kg/cm2
4000 U/min 4300-4400 U / min 700-800 U/min
50 PS bei 4000 U/min
55 9 HP bei 4000 U/min 11 mkg bei 2200 U/min . 11,5 mkg bei 2200 U/min 11,1 m/s
0,15 mm
0,30 mm
Grundeinstellung 26° vor oberen Totpunkt Ende der Spritzverstellung 38° vor ob. Totpunkt
Steuerzeiten fur Prufmessunqen bei 0,4 mm Prufventllsplel:
Einlal3ventile offnen (Beginn) Einlal3ventile schliel3en (Ende) Auslal3ventile offnen (Beginn) Auslal3ventile schliel3en (Ende)
Abspritzdruck der Einspritzdtlsen: neu
gebraucht, mind.
Einsprltzdlisen
Ei n s pritzd u sen halter Einspritzpumpe Pneumatischer Regier GlUhkerzen
Betriebstemperatur des Kuhlwassers Betriebstemperatur des Schmlerdls Hdchstzulassiqer Uberdruck im Kiihlsystem Schmieroldruck bei normaler Betriebstemperatur Schrnierolverbrauch
Kraftstoffverbrauch nach DIN 70030 bei 90 km/h Kraftstoff-Fahrverbrauch bei durchschn. Fahrten Lichtmaschine: Bosch LJ/GEG 160/12-2500 R 9
Ladebeginn
Anlasser
Batterie Fiillmengen:
Motor ohne Filter Olfllter Wasserpumpe Kuhlsystem, gesamt Motor allein
KOhler allein Heizung allein
10° vor oberen Totpunkt
41 ° nach unterem Totpunkt 42° 30' vor unteren Totpunkt 8° 30' nach oberem Totpunkt 110-120 kg/cm2
110 kg/cm'
Bosch DNO SD 151 Bosch KCA 30 SD 2/4 Bosch PES 4 M 50/320 R Bosch EP/MN 60 M 4 d
Bosch KE/GA oder Beru 214 GK 70-95°
60-120°C
1 kg/cm'
2-8 kg/cm'
zirka 0,15 Liter/100 km 7,1 Liter/100km 5,7-8,0 Liter/1oo km
160/240 Watt maximale Leistung bei 950 U/min der Kurbelwelle Bosch EJD 1,8/12 R 88
12 Volt, 84 Ah
4,0 Liter
0,5 Liter
10 em" (Hypoidol SAE 90) 9,3 Liter
5,2 Liter
3,0 Liter
1,1 Liter
67
Mercedes 180 D /190 D
Kurbelwellenlagerschrauben 8 mkg
Pleuellagerschrauben: auf Dehnung 0,1 mm
in mkg 3,75 mkg
Zylinderkopfschrauben: kalter Motor - Leichtmetallkopf 7 mkg
- Graugul3kopf 8 mkg
warmer Motor 8 mkg
Muttern fUr Kipphebel- bzw. Dehnschrauben fUr Schwinghebelbock-Befestigung
GIOhkerzen
Anzugsdrehmomente
Gewindering zur Befestigung der Vorkammer im Zylinderkopf
Oberwurimutter zur Befestigung der Diise im Halter DOsenhalter irn Zylinderkopf
Mutter fUr Durchqanqsstilck auf dem DOsenhalter RohranschlOsse fOr Einspritzleitungen an Einspritzpumpe
Oberwurimutter fOr Einspritzleitungen Schrauben bzw. Muttern zur Befestigung des Schwungrades
Dehnschraube als Befestigungsschraube fOr die Graugul3riemenscheibe auf der Kurbelwelle Normalschraube als Befestigungsschraube fOr die Leichtmetallriemenscheibe auf der Kurbelwelle
MaB- und Einstellwerte Zylinderkopf:
Gesamthohe des Zylinderkopfes im Neuzustand Mindesthohe bei Nacharbeitung des Zylinderkopfes Zulassipe Materialabnahme an
- Trennflache zum Zylinderkurbelgehause
- Trennflache zur Zylinderkopfhaube
Zulassipe Unebenheit - in der Langsrichtung
- in der Querrichtt.ing Zulas siqe Abweichung der Parallelitat der oberen Trennflache zur unteren in Langsrichtung
Abstand zwischen der Stirnfliiche der Vorkammerund der Trennflache des Zylinderkopfes Geamtkompressionsraum bei montiertem Zylinderkopf Kompressionsraum in der Vorkammer allein Abprel3druck mit Luft unter 700 heil3em Wasser
Zylinderkopf-Ventilsitzbearbeitung:
Ventilsitzwinkel im Zylinderkopf Ventilsitzbreite fOr Ein- und Auslal3ventil
Zulas siqer Schlag des Ventilsitzes im Zylinderkopf Hinterlegung der Ventilsitze (mindestens)
Winkel der Hinterlegung: Einla13
Ausla13
Tiefe der Hinterlegung: Einla13
Auslal3
Aul3erer Durehmesser der Hinterlegung: Einlal3 Auslal3
OM 636
OM 621
Grunddurehmesser der Hinterlegung:
Einlal3 Auslal3
68
9 mkg 0,1 mm 3,75 mkg 8 mkg
8 mkg
2 mkg 5 mkg
3,75 mkg 5 mkg
10-11 mkg 7-8 mkg 7-8 mkg
7 mkg
12 mkg 7-8 mkg 7-8 mkg 7 mkg
3,5-4,5 mkg 2,5 mkg
5 mkq 2,5 mkg
5 mkg.
4-5 mkg
18 mkg
18 mkg
12 mkg
105,8-106,0 mm 84,8-85,0 mm
104,8 mm 84,0 mm
0,7 mm 0,5 mm
0,3 mm 0,3 mm
0,1 mm 0,1 mm
0,01 mm 0,1 mm
0,1 mm 0,1 mm
5,>-5,7 mm
23.~25,O 23,t-24,3
10,~11,5 em" 9,0-9,5 'em"
4,5-5 atu 4,5-5 atO
900 minus 30' 900 minus 30'
1,25-1,75 mm 1,25-1,75 mm
0,05 mm 0,05 mm
0,1 mm 0,1 mm
900 900
900 750
2,5-2,6 mm 2,1 mm
2,5-2,6 mm 2,6 mm
38,0 mm 42,2 mm
33,5 mm 38,0 mm
33,0 mm 38,0 mm
30,0-30,3 mm 34,0 mm Mercedes 180 0/190 0
Zula sslqer Abstand zwischen dem Ventilteller und der Zylinderkopf-Trennflache:
OM 636 OM 621
Bei neuen bei nachgearb. Ventilsitzen Ventilsitzen Einl. Ausl. Einl. Aus!.
bei neuen bei nachgearb.
Ventilsitzen Ventilsitzen
Einl. Ausl. Ein!. Aus!.
Mindestabstand bei neuen Ventilen 0,6
Gr613tabstand bei nachgeschliffenen Ventilen 0,9
0,8 1,1 1,3
1,1 1.4 1,6
0,5 0,5 0,9 0,9
0,8 0,9 0,9 0,9
Zylinderkopf-Ventilsitzringe
Ventilsitzringe fur EinlaG fUr Auslal3
OM 636* OM 621 OM 636* OM 621
Teilnummer Normalmal3 6360530231 6360530232 6210530432
1. Rep.-Stute 6210530231 6210530532
2. Rep.-Stute 621 0530331 6210530532
Aul3en-Durchmesser des Normalmal3 33,140/33,130 30,140/30,130 34,085/34,075
Ventilsitzringes 36,000**
1. Rep.-Stute 38,085/38,075 34,585/34,575
2. Rep.-Stufe 40,000** 36,000**
38,585/38,575 35,085 /35,075
Bohrungs-Durchmesser im Normalmal3 33,000/33,016 30,000/30,013 34,000/34,016
Zylinderkopf
1. Rep-Stufe. 38,000/38,016 34,500/34,516
2. Rep.-Stufe 38,500 /38,516 35,000/35,016
Uberdeckung des Ventilsitz- Normalmal3 0,114/0,140 0,117 /0,140
ringes im Zylinderkopf 1. Rep.-Stufe 0,059/0,085 0,059/0,085
2. Rep.-Stufe
H6he des Ventilsitzringes Normalmal3 8,000/7,910 a.,OOO / 7,91 0 8,000/7,910
8,500**
1. Rep.-Stute 8,000/7,910 8,200 /8,110
8;500** 8,500**
2. Rep.-Stufe 8,200/8,110 8,400/8,310
Tiefe der Bohrung im Normalmal3 10,5/10,6 10,5/10,6 10,60/10,70
Zylinderkopf 1. Rep.-Stufe 10,10/10,20 10,80/10,90
2. Rep.-Stufe 10,30/10,40 11,00/11,10
* Beim Typ OM 636 nur fUr Leichtmetall-Zylinderkopf gultig. Beim Leichtmetall-Zylinderkopf ist der Ventilsitzring nach
dem Einpressen an drei Stellen gut zu verstemmen.
** VordrehmaG. Zylinderkurbelgehause-Bearbeitungsmalle Aligemein Typ
Gesamth6he (FertigungsmaB) Zulasslqe Gesamtmaterialabnahme
OM 636 OM 621
2B8,9-289,l 238,4-238,5
0,2 0,3
0,05 0,05
0 0
0,1 0,1
3ato 3atO in der Langsrichtung
Zulasslqe Unebenheit in der Querrichtung
Zulassiqe Abweichung der Parallelitat der oberen Trennflache zur unteren in Langsrichtung
AbpreBdruck mit Luft unter 700e heiBem Wasser in ato
Anmerkung: Der Kolben dart im oberen Totpunkt beim OM 636 hochstens 0,3 mm uber oder unter der Trennflache und beim OM 621 von 0,7 mm bis 1,2 mm uber der Trennflache stehen und soli bei allen 4 Zylindern gleich sein.
69
Mercedes 180 D /190 D
Zylinderkopf-Ventilfiihrungen
Oberdeckung der VentilfUhrung im Graugul3- zylinderkopf
Oberdeckung der Ventilfuhruriq im Leichtmetallzylinderkopf
Normalmal3 und ReparaturStufe
Farb- VentilfUhrung
kenn- Aul3en- ¢ Aul3en-.0' Innen-.0'
zeichnung fur fUr Leicht-
Graugul3- metall-
Zyl.-Kopf Zyl.-Kopf
(Ein- und (Ein- und (Ein- und
Auslal3) Auslal3) Ausla(3)
Lange
Bohrung im Zylinderkopf
Einlaf3 Aus- Ein- und
laf3 Auslaf3
Normalmaf3 farblos 14,039 14,039 14,000
OM 636 14,028 14,028 14,018
Zw.-Stufe rot 14,069 14,069 9,000 68 63 14,030
OM 636 14,058 14,058 9,015 14,048
1. Rep.-Stufe weif3 14,236 14,239 14,200
OM 636 14,228 14,228 14,218
Normalmaf3 farblos 14,028 14,000
OM 621 14,039 10,000 14,018
10,015 61 62 --l
1. Rep.-Stufe weil3 14,228 14,200
OM 621 14,239 14,218 0,010 bis 0,039
0,010 bis 0,039
0,010 bis 0,039
Das zulasslqe Spiel zwischen Ventilschaft und Bohrung betraqt beim OM 636 EinlaB = 0,030-0,065 mm; Auslaf3 = 0,040 bis 0,065 mm.
Das zuliissige Spiel zwischen Ventilschaft und Bohrung betriigt beim OM 621 Einlaf3 = 0,060-0,097 mm; Auslaf3 = 0,080 bis 0,113 mm.
Einpref3tiefe der Ventilfiihrungen beim OM 636 mit Grauguf3zylinderkopf: Einlaf3 (gem essen von der Trennflache des Zylinderkopfes bis zur Stlrnflache der Ventllfuhrunq = 26 ± 0,5 mm; Auslal3 (das Maf3 von der Trennfliiche des Zylinderkopfes bis zur Stirnfliiche der Ventilfi.ihrung betraqt = 31 ± 0,5 mm).
Die Einpref3tiefe der Ventilfi.ihrungen beim OM 636 mit Leichtmetall-Zylinderkopf ergibt der 5icherungsring der hierfi.ir verwendeten Ventilfi.ihrungen.
Die Einpref3tiefe der Ventilfi.ihrungen beim OM 621 ergibt sich bei Einlaf3 durch den verwendeten Sicherungsring; bei Auslaf3 betraqt der Abstand (gem essen von der Trerinflache des Zylinderkopfes bis zur Stirnflache der VentilfLihrung 31,50-32,50 mm).
Zylinderkurbelgehause-BearbeitungsmaBe der Zylinderbohrur:agen
Baumuster
Normalmaf3
Zwischenstufe 1. Rep.-Stufe 2. Rep.7Stufe 3. Rep.-Stufe 4. Rep.-Stufe
74,000/74,019 74,500/74,519 75,000/75,019 75,500/75,519
636.915 73,500/73,519
Aile Gbrigen
Baumuster 75,000/75,019
des Typs OM 636
75,500/75,519 76,000/76,019 76,500/76,519 77,000/77,019
621.910
Typ OM 621
85,000/85,022 85,250/85,272 85,500/85,522 86,000/86,022 86,500/86,522 87,000/87,022
Bearbeitungstoleranzen der Zylinderbohrungen der Typen OM 636 und OM 621 Zulasaiqe Unrundheit der Zylinderbohrungen
Zulassige Konlzitat der Zylinderbohrungen
Zulassiqe Abweichung der Zylinderbohrungen senkrecht zur Kurbelwellenachse bezogen auf die Zylinderh6he
Zulassipe Rauhtiete der Zylinderlaufbahnen Zulassiqe Welligkeit der Zylinderlaufbahnen
0,013 0,013
0,05 0,005 0,0025
Anmerkung: Die angegebenen Reparaturstufen der Zylinderbohrungen sind genau einzuhalten.
70
Mercedes 180 0/190 0
Zylinderkurbelgehiiuse - Zylinderlaufbuchsen fUr Typ OM 636
Bohrung im Zylinderkurbelqehause Auf3en-Durchmesser der ZylinderlaufbOchse
Zulasslqe Unrundheit der ZylinderlaufbOchsen am Auf3endurchmesser
Zulas siqe Konizitat des Aul3endurchmessers (Aul3endurchmesser 78,05-78,08) Oberdeckung zwischen Zylinderbohrung und ZylinderlaufbOchse
Lange der ZylinderlaufbOchsen
78,000-78,019 78,080-78,050 0,03
0,01
0,08
189 ± 0,3
Anmerkung: FOr den Typ OM 621 sind vorerst keine ZylinderlaufbOchsen vorgesehen.
Zyli nderkurbelqahause - Bohrung fUr VentilstoBel OM 636
Normal-AusfUhrung Farb- Aul3en- Stal3elbohrung Laufspiel der
und Reparatur-Stufen bezeichnung durchmesser im Zylinder- Stal3el
des Stojlels kurbelqehause
Normal keine 25,993 /25,980 26,000 /26,021
1. Reparatur-Stufe rot 26,007 /25,994 26,014 /26,035 0,007 bis 0,041
2. Reparatur-Stufe weil3 26,021 /26,008 26,028 /26,049
3. Reparatur-Stufe gelb 26,043 / 26,030 26,050 /26,071 Schleifstufentabelle der Kurbelwelle OM 636 und OM 621
Normal- Farbe Kurbelwellenlagerzapfen Pleuellagerzapfen
ausfiihrung und Durchmesser Breite des Durchmesser Breite der
Reparaturstufen der Zapfen Zapfens am der Zapfen Zapfen
Pal3lager
Typ OM6360M621 OM636 OM621 OM636 OM621 OM636 OM 621
Normalau sfO hru ng farblos 54,96 69,96 37,000 34,000 49,96 51,96 34,000 32,000
54,94 69,94 37,025 34,025 49,94 51,94 34,100 32,100
1. Reparatur-Stufe rot 54,71 69,71 37,000 34,000* 49,71 51,71 34,000 32,000
54,69 69,69 37,025 34,025* 49,69 51,69
2. Reparatur-Stufe weir3 54,46 69,46 bis bis 49,46 51,46 bis bis
54,44 69,44 49,44 51,44
3. Reparatur-Stufe gelb 54,21 69,21 37,500 34,700* 49,21 51,21 34,400 32,300
54,19 69,19 37,525 34,725* 49,19 51,19
4. Reparatur-Stufe blau 53,96 68,96 49,96 50,96
53,94 68,94 49,94 50,94
Anmerkung: Die in der Tabelle aufgefiihrten Reparaturstufen sind genau einzuhalten, wobei selbstverstendllch sarnt-
licheZapfen auf die gleiche Reparaturstufe nachzuschleifen sind.Au!3erdem miissen beim Nachschleifen die Obergangs-
radien an den Kurbel- und Pleuellagerzapfen mit 2,5-3 mm unbedingt eingehalten werden.
* Abgestuft von 0,1 zu 0,1 mm, entsprechend den vorhandenen Anlaufscheiben. 71
Mercedes 180 D /190 D
Bearbeitungstoleranzen fur Kurbel- und Pleuellagerzapfen
Typ
Zulas siq e Unrundheit der Kurbel- und Pleuellagerzapfen Zulas siqe Konizitat der Kurbel- und Pleuellagerzapfen
Zulas siqe Fluchtabweichung der Pleuellagerzapfen zu den Kurbelwellenlagerzapfen bezogen auf die Laqerlanqe
Zulas slqer Schlag des mittleren Kurbelwellenlagerzafpens bei Auflage in den au!3eren Ku rbelwelle n lag erzapfen
Zulassjqer Seitenschlag des Pa!3lagerzapfens
Zulas siqer H5henschlag des Schwungradflansches, bezogen auf die Kurbelwellenlagerzapfen
Zulas siqer Seitenschlag des Schwungradflansches, bezogen auf die drei Kurbelwellenlagerzapfen am au!3eren Durchmesser gemessen
Obergangsradien an den Kurbelwellen- und Pleuellagerzapfen
Skleroqraphharte Werte
Harte der Kurbelwellen- und Pleuellagerzapfen Rockwellharte Werte Rc
Zulasaiqe Unwucht der Kurbelwelle
Die Kurbelwelle ist mit dem Schwungrad zusammen ausgewuchtet
OM 636 OM 621
0,008 0,005
0,01 0,01
0,01 0,01
0,02 0,02
0,015 0,015
0,02 0,02
0,02 0,01
2,5-3 2,5-3
68-74 68-74
55-62 55-61
20 cmg 15 cmg Lagerspiel der Kurbelwelle Typ
Kurbelwellenlager Pleuellager
Radial OM 636
OM 621
Axial
OM 636
0,05-0,08
OM 621
0,040--0,096
0,045-0,065 0,045-0,065
neu 0,10-0,21 neu O,12-{),259 im Reparaturfall bis 0,5
0,05-0,07 0,05-0,07
OM 636 OM 621
59,500-59,519 74,50-74,519
0,015 0,01
0,015 0,01
+ 0,01 + 0,01
Normalma!3 54,990-55,020 69,99-70,02
1. Reparatur-Stufe 54,74-54,77 69,74-69,77
2. Reparatur-Stufe 54,49-54,52 69,49-69,52
3. Reparatur-Stufe 52,24-54,27 69,24-69,27
4. Reparatur-Stufe 53,99-54,02 68,99-69,02 Kurbelwellenlager Typ Gehausebohrung
Zulasslqe Unrundheit der Gehausebohrung Zulassiqe Kontzltat der Gehiiusebohrung Oberdeckung der Laqerschalenhalftan
Durchmesser der Kurbelwellenlager bei eingelegten Lagerschalen halften
Die seitliche Anlaufflache des Pall lagers beim OM 636 ist entsprechend der Breite des Pal3lagerzapfens so viel nachzudrehen, dal3 sich das vorgeschriebene Axialspiel der Kurbelwelle von 0,05-0,08 ergibt.
Die Anlaufscheiben fur den mittleren Kurbelwellenlagerdeckel (Pal3lager) beim OM 621 sind von 2,00 bis 2,35 mm Starke jeweils um 0,05 m m abgestuft lieferbar.
72
Mercedes 180 0/190 0
Abmessungen der Pleuelstangen
Typ
Grundbohrung fur die Pleuellager
OM 636 OM 621
54,000/54,019 55,600/55,619 25,000/25,021 29,000 / 29,021 25,500/25,52.1 29,500/29,521
Grundbohrung fUr die Pleuelbuchse
Normalmal3 Reparatur-Stufe
Zulasstqe Unrundheit der Grundbohrung fur Pleuellager und Pleuellbuchse 0,01
0,01
Zulassige Konlzitat der Grundbohrung fUr Pleuellager und Pleuelbuchse Abstand von Mitte Bohrung zu Mitte Bohrung
Breite der Pleuelstangen
Zulassiqer Gewichtsunterschied der kompletten Pleuelstangen innerhalb eines Motors
Zulassiqe Abweichung der Achsenparallelitat, bezogen auf eine Lange von 100 mm
Zulas siqe Verschrankunq, bezogen auf eire Lange von 100 mm
0,01 0,01
193,95/194,05 148,95/149,05 33,800 /33,784 31,890 /31,818
10 9
5g
0,03 0,1
0,03 0,1
Pleuellager
Oberdeckung der Lagerschalenhiilften Typ
+ 0,01 NormalMaf3
Reparatu rstufen I "
III
IV
Durchmesser der Pleuellager bei eingelegten Lagerschal enhiilften
OM 636 OM 621
49,99/50,02 49,74/49,77 49,49/49,52 49,24/49,27 48,99/49,02 51,99/52,02 51,74/51,77 51,49/51,52 51,24/51,27 50,99/51,02
Pleuelbuchsen
Aul3endurchmesser der Pleuelbuchse
Typ OM 636 OM 621
Normalmaf3
1. Reparatur-Stufe
25,048/25,035 29,048/29,035
25,548/25,535 29,548/29,535
Vordrehmaf3 Fertigmaf3
Vordrehmaf3 Fertigmaf3
Innendurchmesser
der Pleuelbuchse
Oberdeckung der Pleuelbuchse in der Pleuelstange
OM 636 OM 621
OM 636 OM 621
21,500 /21 ,552 22,007/22,013 21,500/21,552 22,007/22,013 25,500 / 25,552 26,007/26,013 25,500 / 25,552 26,007/26,013
mindestens + 0,03
mindestens + 0,03
Vor dem Fertigbearbeiten der Pleuelbuchse ist die Pleuelstange y. Stunde lang bei 160-180°C im Olbad zu entspannen.
Kolbenbolzen
Farb- Typ Kolbenbolzen Pleuetbuchsen- Laufspiel Bohrung im
bezeichnung Durchmesser bohrung Kolben
schwarz OM 636 21,997/21,994 22,007/22,010 0,010-0,016 21,990 /21,993
OM 621 25,997/25,994 26,007/26,010 0,010-0,016 25,990 /25,993
weil3 OM 636 22,000 /21,997 22,010/22,013 0,010-0,016 21,993/21,996
OM 621 26,000 /25,997 26,010 /26,013 0,010-0,016 25,993/25,996 73
Mercedes 180 0/ 190 0
Pleuelschrauben
Farbbezeich n u ng
Schaftd u rch m esser OM 636
10,008 / 10,001 10,016/10,009
10,013/10,00b 10,021 / 10,014
OM 621
farblos weil3
Anmerkung: Die P/eue/schraube ist so auszuwahlen, dal3 sie fest in der Bohrung der Pleue/stange sitzt. Die P/eue/schrauben werden ohne Sicherung auf eine Dehnung von 0,1 mm angezogen.
Kolben
Durchmesser der lieferbaren Ko/ben
Baumuster
Zwischen 1. Reparatur- 2. Reparatur- 3. Reparatur- 4. Reparatur-
Norma/mal3 Stufe Stufe Stufe Stufe Stufe
73,44 73,94 74,44 74,94 75,44
73,45 73,95 74,45 74,95 75,45
73,46 73,96 74,46 74,96 75,46
74,94 75,44 75,94 75,44 76,94
74,95 75,45 75,95 75,45 76,95
74,96 75,46 76,46 76,46 76,96
84,94 85,19 85,44 85,94 86,44 86,94
84,95 85,20 85,45 85,95 86,45 86,95
84,96 85,21 85,46 85,96 86,46 86,96 636.915
aile Obrigen Baumuster des Typs OM 636
621.910
Typ OM 621
Kolbenspiel:
OM 636 und OM 621 = 0,06 mm
Zulas siqer Gewichtsunterschied der Kolben innerhalb eines Motors OM 636 und OM 621 = 4 Gramm
Kolbenringe fur den Typ OM 621
Baumuster 621.910
Teil-Nummer
Nute I Nute /I und 1/1 Nute IV
Kompressionsring Kompressionsring Olschlitzring PC 86 Oil
mit Schlauchfederring
10 f 85j77,6x2 JF/CrS 10f 85/77, ex 2 J F 85j87,6x5
001 0377916 001 0378416 001 0377418
0,55-0,70 0,45-0,60 0,25-0,60
0,06-0,087 Nute II 0,06-0,087 0,044-0,072
Nute III 0,045-0,072 Stol3spiel Hohenspiel
Kontrollmal1e bei eingebautem Kolben
Der Kolben darf im oberen Totpunkt beim OM 636 h6chstens 0,3 mm Ober oder unter der Trennflache und beim OM 621 von 0,7 mm bis 1,2 mm Ober der Trennflache stehen und soli bei allen 4 Zylindern gleich sein.
Dabei darf beim OM 621 der Abstand zwischen Kolbenboden-Auspsarung und Stirnflache des Brenners der Vorkammer, von 1,35 mm nicht unterschritten werden.
Der Abstand zwischen Kolbenboden und Boden der Aussparung fOr den Brenner betraqt 6,8-6,95 mm.
Der maximale Abstand zwischen Stirnflache des Brenners der Vorkammer und der Trennflache des Zylinderkopfes von 5,9 mm darf nicht ilberachritten werden.
Starke der Zylinderkopfdichtung in eingebautem, gepref3tem Zustand = 1,7 ± 0,05 mm.
74
Mercedes 180 0/ 190 0
Kolben und Kolbenringe fur den Typ OM 636
Baumuster 636.915 aile ubrigen Baumuster
Kolben Fabrikat Mahle Mahle
Teil-Nr. 6360301517 681 03000 17' 6360303717' 6360304717'
Kompres- 1 Of 73,5/67,1 x 2,5 10f75/68,4x2,51 F/Cr 10f 75/68,4 x 2l F /Cr
sionsring Nute I KE 54 N 276 Teil-Nr. 0010371916 Teil-Nr. 001- 037 26 16
Minuten- Kompressionring
'" ring Nute II 11 f73,5/67,1 x 2,5 Kompressionsring
Ol 10 f 75/68,4 x 2,5 I F 10f75/68,4x21 F
c Minuten- KE 54 N 277
'': KE 54 N 276 Teil-Nr. 002 037 1616
c
'" ring Nute III
.0
0 Olschtttz- 40 f 73,5/67,1 x 5 40 f 75/68,4 x 5 Olschlitzring
:.::
ring Nute IV KE 54 N 280 KE 54 N 280 mit Goetze-Wellfederring
Teil-Nr.OOl 0372218'
Ols chlitz- 40 f 73,5/67,1 x 5 FS C 40 f 75/68,4 x 5 FS C
ring Nute V KE 54 N 280 KE 54 N 280
Nute I 0,40-0,55
Nute " 0,30-0,45 0,45-0,60
'" Stol3spiel Nute III 0,30-0,45 0,40-0,55
'"
c. Nute IV 0,25-0,40 0,30-0,45
(J)
Ol Nute V 0,25-0,40 0,25-0,40
c
'': Nute I
c 0,060-0,087
'"
.0 Nute II 0,045-0,072
"0 H5hen-
:.:: Nute III 0,045-0,072
spiel
Nute IV 0,035-0,062 0,035-0,062
Nute V ') 1m Ersatzfall darf nur noch der Mahle-Kolben Teil-Nr. 6360304717 oder wahlweise der Nural-Kolben Teil-Nummer 6360306817 eingebaut werden (Kolbenspiel = 0,06 mm).
') War vorher in Nute IV ein Olschlitzring 40 f 75/68,4 x 5 KE 54 N 280 eingebaut, kann nachtraqlich bei zu hohem 01- verbrauch ein Olschlitzring mit Goetze-Wellfederring Teil-Nr. 0010372218 eingebaut werden.
Bei h6heren Laufstrecken wird zweckma13igerweise ein kompletter Goetze-Pa13formringsatz eingebaut.
Anmerkung: Die Bezeichnung der Kolben und Kolbenringe bezieht sich nur auf die Normalstufe, dagegen gelten die Stol3- und H6henspiele der Ringe bei samtllchen Reparaturstufen.
Die Kolben werden grundsatzlich mit Kolbenringen geliefert. Die Kolbenring-Einbauma13e sind nur fur den Fall angegeben, wenn ausnahmsweise1 Kolbenring gewechselt werden mul3.
Ventile
Typ Ventil Ventilteller- Schaft- Lange H6he des Ventiltellers Ventilsltz- Harte am
fur Durchm. Durchm. winkel Ventilschaft-
ende
OM 636 Einlal3 32,3/32,1 8,970/8,948 135,6 im Neuzustand 1,3-1,6 HRc 55
Bearbeitungsgrenze 1,0
Auslal3 29,3/29,1 8,950 /8,928 135,1 im Neuzustand 1,36-1,6 HRc47
Bearbeitungsgrenze 1,2 90° + 30'
OM 621 Einlal3 36,2/36,1 9,940/9,918 131-0,2 im Neuzustand 1,3-1,5 *
Bearbeitu ng sgrenze 1,0
Auslal3 31,2/31,1 9,920/9,898 131-0,2 im Neuzustand 1,8-2,0 *
Bearbeitu ngsg renze 1,4 Anmerkung: Zulassiqer Schlag zwischen Ventilschaft und Ventilkegel max. 0,03 mm. Beim OM 621 sind die Auslal3- ventile mit Natrium gefiillt.
* Harte an der Auflaqeflache der Hutmutter HRc 58.
75
Mercedes 180 0/190 0
Spiel zwischen Ventilschaft und Ventilfuhrung
Typ
OM 636 OM 621
Einlal3 0,030-0,067 0,060-0,097
Auslal3 0,05-0,087 0,08-0,117
Ventilfedern Typ
Aul3en-Durch- Draht- Lange Lange bei Bela- Lange bei Bela-
messer mm starke unge- stung vorgespannt stung endgespannt
spannt
oben unten mm mm L mm PI kg mm P2 kg
29,5 30,5 4,25 62 52 27,6 43 53 ± 5,3
19,5 2,0 37 28,2 4,9±0,5 20,5 9,3±0,9
30,6 4,0 47 38,4 23,1 29,9 45,9+4,5
-2,2 OM 636
OM 621 Innere Feder nur beim Einlaf3ventil
OM 621 Auf3ere Feder
Anmerkung: Die Ventilfedern beim OM 636 sind so zu montieren, dal3 der kleinere Aul3en-Durchmesser oben auf der Seite des Ventilfedertellers zu liegen kommt.
Belastungstoleranz im Neuzustand der Ventilfedern + 10% - 5% Verschleil3grenze - 10%
Ii
Zur f'riiftabelle der Ventilfedern
Ventilstol3el OM 636
Norrnalausfuhrunq Farb- Aul3en- Sti:il3elbohrung im Laufspiel der
und Reparatur-Stufen bezeich nu ng Durchmesser des Zylinder- Stiil3el
Stiil3els kurbelqehau s e
Normal keine 25,993 /25,980 26,000 / 26,021
1. Reparatu r-Stufe rot 26,007 / 25,994 26,014 ! 26,035
2. Reparatur-Stufe weil3 26,021 ! 26,008 26,028 ! 26,049 0,007 bis 0,041
3. Reparatu r-Stufe gelb 26,043 ! 26,030 26,050 ! 26,071 Kipphebel und Kipphebellagerung OM 636 AusfUhrung
Grundbohrung im Kipphebel Auf3endurchmesser der BOchse Oberdeckung der BOchse im Kipphebel
normal Reparatur-Stufe
20,000 ! 20,021 20,200 ! 20,221
20,056 ! 20,035 20,256 ! 20,235
0,014-D,056
Vordrehmaf3 Fertigmaf3
16,6! 16,7 17,00! 17,018
0,016-D,052
16,984 ! 16,966
16,985 ! 16,994 0,001-D,028
Innendurchmesser der BOchse im Kipphebel Radialspiel der Kipphebel auf der Kipphebelachse Durchmesser der Kipphebelachse
Bohrung in den Kipphebelb6cken
Spiel der Kipphebelachsen in der Bohrung der Kipphebelb6cke
76
Mercedes 1800/190 0
Schwinghebel und Schwinghebellagerung OM 621 Grundbohrung im Schwinghebel
Aul3endurchmesser der Buch se
Uberdeckung der Buchse im Schwinghebel Innendurchmesser der Buch s e im Schwinghebel (Fertigmal3) Radialspiel der Schwinghebel auf der Schwinghebelachse Durchmesser der Schwinghebelachse
Bohrung in den Schwinghebelb6cken
Spiel der Schwinghebelachse in der Bohrung der Schwinghebelb6cke
Zulas siqe Abweich ung der ParalielitiH zwischen den Gleitflachen der Schwinghebel und der Schwinghebelachse bzw. der Bohru ng im Schwinghebel bei einer Mel3lange von 100 mm Harte an den Gleitflachen der Schwinghebel
Zulassiqe Abweichu ng der Parallelitat zwischen der Auflageflache und der Bohrung des Schwinghebelbocks bei einer Mel3lange von 100 mm
14,000/14,018 14,039 /14,028 0,010-0,039 12,000/12,018 0,016-0,052 11,984/11,966 11,985 / 12,000 0,001-0,034
0,1 HRc55-61
0,05
Kettenspanner OM 621
Radialspiel des Druckbolzens im Kettenspannergehause Kugel
Kugel-Durchmesser Kugelhub
Abstand zwischen Hanschflache Ketten spannerqehause und Druckbolzenende
0,05-0,06 mm
5,0 mm 0,25-0,40 mm
76 mm
Oruckfeder fOr Kettenspanner
Lange bei Belastung vorgespannt
Aul3en- Drahtstarke
Durchmesser
Lange ungespannt mm
mm
lange bei Belastung endgespannt
kg
kg
mm
mm
mm
50
44
4,8 + 0,5 -0,3
11,1
Spannrad und Spannradlager OM 621 Durchmesser des Lagerbolzens im Zylinderkopf Bohrung im Spannradlager
Durchmesser des Lagerbolzens im Spannrad Bohrung im Spannrad
Au13en-Durchmesser der SOchse Oberdeckung der SOchse
Bohrung der BOchse (Fertigma13)
Radialspiel des Spannradlagers auf dem Lagerbolzen im Zylinderkopf Radialspiel des Spannrades
H6hen- und Seitenschlag des Spannrades maximal
9,995 / 9,986 10,000 / 10,015 19,980 / 19,959 24,000 /24,021 24,035 /24,048 0,014-0,048 20,000 /20,021 0,005-0,029 0,020-0,062 0,002
Oruckfeder fOr Spannradlager
Lange bei Belastung endgespannt
Aul3en- Drahtstarke
Durch messer
Lange ungespannt mm
mm
kg
mm
mm
4,2
1,3
91
9
1,4
17,75
5,75-6,66
11,6-12,1
77
Mercedes 180 0/190 0
Umlenkrad OM 621
Innen-Durchmesser des Umlenkrades Aul3en-Durchrnesser der LagerbOchse Uberdeckung der LagerbOchse Innen-Durchmesser LagerbOchse (Fertigmal3) Lagerbolzen-D urch messer
20,000 / 20,021 20,035 / 20,048 0,014-0,048 16,000/16,018
der Laufflache fOr das Umlenkrad 15,984/15,973
am Pal3sitz 16,018/16,007
0,016-0,045
Radialspiel des Umlenkrades
Flucht der Kettenrader OM 621
Die Fluchtabweichung samtllcher Kettenrader, vern Zwischenrad ausgehend, darf nicht mehr als 0,1 mm betragen. Beirn Messen der Fluchtabweichung sind sarntliche Kettenrader nach hinten bis zum Anschlag zu drOcken.
Antrieb fur Einspritzpumpe und Olpumpe OM 621
vorn
hinten
Durchmesser der Lagerstellen der Zwischenradwelle Bohru ng der vorderen LagerbOchse
Bohrung der hinteren LagerbOchse Aul3en-Durchmesser der hinteren LagerbOchse
Bohrung im Zylinderkurbelgehause fOr die hintere LagerbOchse Aul3en-Durchmesser der vorderen LagerbOchse
Bohrung im Zylinderkurbelgehause fOr die vordere LagerbOchse Aul3en-Durchmesser des Schraubenrades
Bohrung der LagerbOchse fOr das Schraubenrad
19,980/19,959 29,960/29,927 20,020 / 20,033 30,000 / 30,021
36,045 / 36,034
36,000 / 36,025
30,009 / 29,996
30,000 / 30,021 13,968/13,950
14,000 / 14,018
hinten
vorn
0,040-0,074 0,040-0,094
0,05-0,12 0,032-0,068 0,1-0,25
0,05-0,15
Radiales Spiel der Zwischenradwelle Axiales Spiel der Zwischenradwelle Radiales Spiel des Schraubenrades Axiales Spiel des Schraubenrades
Zahnflankenspiel zwischen Schraubenrad und Zwischenradwelle Fluchtabweichu ng sarntlicher Kettenrader, ausgehend vom Kettenrad auf der
Zwischenradwelle '
0,1
Steuerrader OM 636
Zahnflankenspiel zwischen
Kurbelwellenrad und Nockenwellenrad 0,03-0,04 Zwischenrad und Einspritzpumpenrad 0,05-0,07
Zulas siqer Seitenschlag sarntllcher Steuerrader 0,03
Nockenwelle und Nockenwellenlager
OM 636 1.,2. und 3. Lager Breite des Breite des Lagerspiele
Lagerzapfen- Lager Pa!3lagers 1. Lager-
Durchm. der Innen- zapfens
Nockenwelle Durchm. (Pa!3lager) radial axial
Normalmal3 27,960 28,000 39,920 40,000 0,040
27,939 28,021 39,881 40,025 0,080
bis bis
1. Reparatur-Stufe 27,710 27,750 40,170 40,250 0,082 0,144
27,689 27,771 40,131 40,275 78
Mercedes 180 0/190 0
Normalmal3
Nockenwelle und Nockenwellenlager (Fortsetzung von Seite 78)
Aul3en-Du rch messer von Lager
1. Reparatur-Stufe
50,521-50,502
1-----
50,539-50,520
50,018-50,002
2-----
50,033-50,017
49,018-49,002 3---- 49,033-49,017
Zulas siqer Schlag der mittleren Lagerstelle der Nockenwelle, der Nockengrundkreise und des Nockenwellen-
radsitzes bei Aufnahme in den Aul3enlagerstellen 0,025
Hartewerts der Lagerzapfen und der Nockengrundkreise Rockwell 45-60
Hartewerte der Nockenspitzen mit Anlauf Rockwell 50-60
OM 621 1. Lager 2. Lager
(Andrehseite)
Welle Lager Welle Lager
Normalmal3 34,975 35,000 44,975 45,000
34,959 35,025 44,959 45,025
1. Reparatur-Stufe 34,725 34,750 44,725 44,750
34,709 34,775 44,709 44,775 Sterograph 58-73 Sterograph 63-73
3. Lager (Schwungradseite) Welle Lager
45,975 45,959
45,725 45,709
46,000 46,025
45,750 45,775
Zulas siqer Schlag der mittleren Lagerstelle, der Nockengrundkreise und des Nockenwellenradsitz es bei
Aufnahme in den Aul3enlagerstellen 0,025
Harte der Lagerzapfen und Nockengrundkreise
Brinellharte HB 217-248 Skleroqraphharte 36-40
Harte der Nockenspitzen mit Anlauf
Brinellharte mindestens HB 500 Skleroqraphharte mindestens 64
Breite des l.agerzapfens (Pal3lager)
Breite des 1. Nockenwellenlagers (Pal3lager)
34,000 / 34,039
33,950 / 33,911
Lagerspiel I
radial axial
0,025-0,066 0,050-0,128
Klappenstutzen
Innen-Durchmesser des Klappenstutzens
bei Einspritzpumpe mit Fliehkraftregler, Innen-Durchmesser Radialspiel der Regelklappe irn Klappenstutzen
Abstand der LuftdOse zur Ventutirohrwand
LuftdOse bzw. Schraube zum Zusatz-Venturirohr:
Innen-Durchmesser Ge sarntlanqe Einschraublanqe
OM 636
OM 621
Spritzversteller
BOchsen: Aul3en-Durchmesser Innen-Durchmesser Lange insgesamt Bundstarke
Nabe des Antriebs- bzw. Zwischenrades: Lange der Nabe Bohrungs-Durchm.
Radialspiel zwischen BOchse und Nabe des Antriebs- bzw.
Zwischenrades
Axialspiel zwischen Antriebs- bzw. Zwischenrad und Anlaufscheibe
Axialspiel zwischen Antriebs- bzw. Kettenrad und BundbOchse - Axialspiel zwischen BundbOchse und Anlaufring bzw. der vorderen LagerbOchse der Zwischenradwelle
36 mm
38 mm 0,040-0,084 5,7 ± 0,2
40 mm
0,040-0,084 4,5 ± 0,2
5,0 12-0,2 9-0,2
5,0 11-0,1 8,5-0,1
23,980-23,959 15,000-15,027 28,7-28,8
23,980-23,959 15,000-15,027 33,60-33,65 4,65-4,70 28,7-28,8 24,000-24,021
28,4-28,5 24,000-24,021
0,02-0,062
0,20-0,062
0,1-0,3
0,10-0,25
0,05-0,12'
79
Mercedes 180 0/190 0
Druckfedern fUr die Fliehgewichte des Spritzverstellers:
Aul3en-Durch messer Drahtstarke
Lange ungespannt
Lange vorgespannt bei Belastung;
OM 636 OM 621
11,30-11,40 11,35-11,45
2,00 2,25
44,0 43,8
43,3
43,3
37,4
37,0
.1:9 12 12,000, 12,018 11,984, 11,973 11,973, 11,964 0,016-0,045 0,027-0,054
29,960, 29, 927 36,450, 36,411
30,000, 30,021 36,500, 36,525
0,020-0,047 0,025-0,057
0,020-0,062 0,016-0,052
28!980, 28,959 15,984, 15,966
29,000, 29,021 16,000,16,018
0,05-0,15 0,05-0,10
0,25
33,011, 32,995 30,009, 29,996
33,000, 33,025 30,000, 30,021
+ 0,011, - 0,030 + 0,009, - 0,025 Federnde Windungen
80
13,968,13,950
14,000, 14,018 0,032-0,068 0,10-0,25 0,05-0,15
Lange endgespannt bei Belastung:
1,5- 1,8 kg 1,4- 1,7 kg 14,5-15,15 kg 19,3-19,95 kg
Prufwerte fUr Einspritzpumpe und RegIer:
Siehe die entsprechenden Prufblatter der Firma Bosch.
Olpumpe
Innen-Durchmesser der LagerbOchsen im OlpurnpenqehauseOberteil und Unterteil fOr die Achse des ()Ipumpenzahnrades und der Antriebswelle
Durchmesser der Antriebswelle
Durchmesser der Achse des Olpumpenzahnrades Radiales Spiel der Antriebswelle
Radiales Spiel der Achse des Olpumpenzahnrades Durchmesser der beiden blpumpenzahnrader
Durchmesser der Bohrung im Olpurnpenqehause-Oberteil beim OM 636 bzw. Unterteil beim OM 621, fOr die ()Ipumpenzahnradsr
Spiel zwischen den beiden Olpurnpenradern und dem ()Ipurnpenqehause: radial
axial
H5he der beiden Ofpumpenzahnrader
Abstand zwischen Trennflache Olpumpengehause-Oberteil beim OM 636 bzw. Unterteil beim OM 621 und Auflaqeflache
der beiden Olpurnpenzahnrader
Zahnflankenspiel des ()Ipumpenradpaares
Mindestspiel in axialer Richtung zwischen dem Olpurnpengehause-Oberteil und dem Schraubenrad (Antriebsrad)
Durchmesser von Bund a und bam ()Ipumpengehause Bohrung fOr die Olpumpe im Zylinderkurbelqehause Oberdeckung + bzw. Spiel- zwischen dem Bund a und b und der Bohrung im Zyllnderkurbelqehause
Olpumpenantriebswelle mit Schraubenrad OM 621 Durchmesser der Antriebswelle
Innen-Durchmesser der oberen und unteren LagerbOchse tOr die Antriebswelle
Radialspiel der Antriebswelle
Axialspiel der Antriebswelle
Zahnflankenspiel des Schraubenrades
You might also like
- Om 636Document52 pagesOm 636storvarg100% (1)
- Werkstatthandbuch KTM 640 (German)Document206 pagesWerkstatthandbuch KTM 640 (German)rabu64No ratings yet
- Werkstatthandbuch KTM Motor 400 Lc4 - 640 Lc4 (German)Document206 pagesWerkstatthandbuch KTM Motor 400 Lc4 - 640 Lc4 (German)rabu6456% (9)
- Einspritzpumpe - T4-WikiDocument20 pagesEinspritzpumpe - T4-Wikiqwreryyui345No ratings yet
- Kawasaki ZXR400 (ZX400 L) Service Manual GERDocument343 pagesKawasaki ZXR400 (ZX400 L) Service Manual GERDimitar Rosenov Ivanov100% (2)
- EinspritzpumpenDocument18 pagesEinspritzpumpenDragana SkočajićNo ratings yet
- Car Repair Manual Mercedes 207 - 409D ManualDocument102 pagesCar Repair Manual Mercedes 207 - 409D ManualSimone Stucchi100% (2)
- Reparaturanleitung Motocoupe BMW IsettaDocument77 pagesReparaturanleitung Motocoupe BMW IsettajuanNo ratings yet
- VergaserhandbuchDocument25 pagesVergaserhandbuchEric van Straaten100% (1)
- T 3 DieselDocument32 pagesT 3 Dieselbrumbrum100% (1)
- MZ TS 250 1979 Manuel TechniqueDocument328 pagesMZ TS 250 1979 Manuel TechniqueVéronique TiriauNo ratings yet
- Werkstatthandbuch DE PDFDocument204 pagesWerkstatthandbuch DE PDFTufAn67% (3)
- Peugeot 306 BJ - Ab Sept.1993Document272 pagesPeugeot 306 BJ - Ab Sept.1993MarcelStrobel100% (1)
- Werkstatthandbuch Opel ASTRA GDocument15,008 pagesWerkstatthandbuch Opel ASTRA GJohn MeyNo ratings yet
- KTM Reparaturanleitung 250 300 380Document82 pagesKTM Reparaturanleitung 250 300 380hanshansen418No ratings yet
- Motorenhandbuch Zündapp Bis 100 CCM (German)Document51 pagesMotorenhandbuch Zündapp Bis 100 CCM (German)rabu64100% (1)
- Louis Schrauberhandbuch PDFDocument148 pagesLouis Schrauberhandbuch PDFJanmichael Jung100% (4)
- Katalog MZ ES 250Document40 pagesKatalog MZ ES 250Miroslaw Gabalix GabalisNo ratings yet
- Betriebsanleitung S51 S70Document28 pagesBetriebsanleitung S51 S70Kevin ArnoldNo ratings yet
- BMW 700 Auto ReparaturanleitungDocument92 pagesBMW 700 Auto Reparaturanleitungwerner0% (1)
- Werkstatthandbuch Kawasaki ZR-7 S (ZR 750-H1 German)Document312 pagesWerkstatthandbuch Kawasaki ZR-7 S (ZR 750-H1 German)rabu6487% (15)
- Reparaturanleitung Fuer Simson-FahrzeugeDocument218 pagesReparaturanleitung Fuer Simson-FahrzeugeMichael Wagner50% (2)
- Wartungs - Und Reparaturanleitung PRIORADocument529 pagesWartungs - Und Reparaturanleitung PRIORAVeikko LuomiNo ratings yet
- VW Transporter Reparatur-LeitfadenDocument363 pagesVW Transporter Reparatur-Leitfadenalbanogiambattista100% (4)
- Reparaturshandbuch Aprilia Pegaso 655 Ab 95 Mehrsprachig (German)Document149 pagesReparaturshandbuch Aprilia Pegaso 655 Ab 95 Mehrsprachig (German)rabu64100% (8)
- Liste Der Selbststudienprogramme PDFDocument7 pagesListe Der Selbststudienprogramme PDFEdinIndiraHuseinagicNo ratings yet
- Motor Rad. .R1150GsDocument311 pagesMotor Rad. .R1150GsChristian Mauritz100% (2)
- lc4 DellortoDocument4 pageslc4 DellortoDenis Krüger100% (1)
- VW Polo 1981-1994 GerDocument273 pagesVW Polo 1981-1994 GerDmytroNo ratings yet
- Audi 100 C1 Technik TippsDocument3 pagesAudi 100 C1 Technik TippsPaul100% (1)
- Reparaturanleitung Fuer Simson-Fahrzeuge PDFDocument83 pagesReparaturanleitung Fuer Simson-Fahrzeuge PDFladislauotto100% (2)
- Anleitung Lichtmaschine ReparierenDocument3 pagesAnleitung Lichtmaschine Reparierendunav1972100% (1)
- Unimog DatenblätterDocument0 pagesUnimog Datenblätterpawoe3064No ratings yet
- Kawasaki GPZ900R SM GermanDocument244 pagesKawasaki GPZ900R SM Germanmotocokusanagi83% (6)
- Yzfr1 Rn09 Service Manual GermanDocument469 pagesYzfr1 Rn09 Service Manual Germanboso_san100% (1)
- Werkstatthandbuch x9 Evolution 125Document271 pagesWerkstatthandbuch x9 Evolution 125Josef Fabsitz100% (1)
- Schwalbe BetriebsanleitungDocument55 pagesSchwalbe BetriebsanleitungRobert RennertNo ratings yet
- Anzugsdrehmomente Mercedes w124Document2 pagesAnzugsdrehmomente Mercedes w124Eskil EskelandNo ratings yet
- Telegabel Dämpfung SimsonDocument4 pagesTelegabel Dämpfung SimsonChristoph FuhrmannNo ratings yet
- 305 - Der 2,5L r5 Tdi MotorDocument36 pages305 - Der 2,5L r5 Tdi MotorJose Cantero CastilloNo ratings yet
- Om615 621 BedienanleitungDocument48 pagesOm615 621 BedienanleitungCsaba LőrinczNo ratings yet
- Werkstatthandbuch BMW R1100RT RS850 1100 - GS 850 1100RDocument464 pagesWerkstatthandbuch BMW R1100RT RS850 1100 - GS 850 1100RIancu Mihai77% (13)
- Defender Werkstatthandbuch TD 5Document485 pagesDefender Werkstatthandbuch TD 5Mario MöllenbeckNo ratings yet
- Simson ReparaturanleitungDocument81 pagesSimson Reparaturanleitungmichasel100% (1)
- MZ ETZ 250 F 1990 Parts List WWW - Manualedereparatie.info PDFDocument42 pagesMZ ETZ 250 F 1990 Parts List WWW - Manualedereparatie.info PDFMarius BabosNo ratings yet
- Praxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993From EverandPraxisratgeber Klassikerkauf Mercedes-Benz 190 (W 201): Alle Modelle von 1982-1993No ratings yet
- Etz 125150 AlkatreszjegyzekDocument105 pagesEtz 125150 Alkatreszjegyzekkombal13100% (1)
- Triumph Speed Triple 1050 Owners Handbook GermanDocument517 pagesTriumph Speed Triple 1050 Owners Handbook Germanyanphi100% (2)
- T2 Parts BookDocument44 pagesT2 Parts BookViandefraich100% (1)
- Yamaha YZF-R1 2005 PDFDocument74 pagesYamaha YZF-R1 2005 PDFShern SternNo ratings yet
- Opel GT WerkstatthandbuchDocument125 pagesOpel GT Werkstatthandbuchmercedesw115280100% (1)
- Fahr Güldner Einstellung Der Natter PumpeDocument3 pagesFahr Güldner Einstellung Der Natter Pumpemilisav3markovic3kosNo ratings yet
- Tde BaDocument20 pagesTde BakiwiutNo ratings yet
- Kap.6.0.0 BremseDocument10 pagesKap.6.0.0 BremseAdamNo ratings yet
- v8 Reparaturhandbuch FinalDocument86 pagesv8 Reparaturhandbuch FinalDoppel VergaserNo ratings yet
- Abs 3 MotorDocument12 pagesAbs 3 MotorJohan Broeksteeg0% (1)