Reon snd copying, ven inthe form exer, cy with the sneer othe pubishor
DVS ~ DEUTSCHER VERBAND
FOR SCHWEISSEN UND
VERWANDTE VERFAHREN E.V.
Contents:
‘Scone
Materals and cheracterislos
Tests
Non-tlestructive tests
Destructive tesis
Requiremenis
Non-destructive tests
Destructive tests
Relevant Standards and Directives
1 Scope
This directive provides the procassor ot semifniched produote of
thermoplastics and the uso” of the products with instructions for
testing welded joints. The requirements of the tests waich are
treated in detall In part2 -5 of this directive are mentioned in the
Corresponding supplements of pan 1
The useful test procedure hes 10 he chosen according 10 the
corresponding execution end epplication. Here it has to be
‘considered that the test results depend on the manulacturing
‘condllions for the test specimens: and an the test conditions. For
this teason they ae only transferable Io the behaviour of a
Product oF to the design calculation if the arising practical
requirements correspond to manulactuting and test conditions oF
ifthe influence of form and stress is considered
2. Materials and characteristico
This diraotive covers tho plactioe listed in table 1 which aro
mainly used in the agparalus and piping anginooring:
Thase plastics have speciic charactersties ragarting processing
and application technology due to ther molecular structure
‘These material properties Nave to be considered for applications
f thermoplastic seminished products. mainy for ioackoearing
components, espectaly when they are at the same time
‘subjected lo mechanical, thermal end chemicel stress.
The characteristics of the semifinished products ~ ploes. sheets,
profles, fitings with the relevant tests are described In DVS
2201-1. The charactoristic values of the semifinished products
fan be taken from the pedinent DIN standards or the
‘pecttivatione according fo EN. The welding ilar are Ireated in
DVS 2211 or DIN EN 12043, The characleriste valuoa of the
most ‘commen thermoplastics for design caleulation can be
found in DVS 2208-1 or DIN EN 1778.
January 2003
Testing of welded joints
of thermoplastic sheets and pipes
Test methods —
Requirements
‘Table 1. Materials and letter symbols.
Description of material”)
High density polyethylene
(Gubdivision of PE into strength classes)
(Gubdivision of PE into strangih classes)
Letter symbol
PEHD
PEOS
PEO
PE 100
PE Xa
PP
PPH
PPB
PPA
PYCU
PVGNI
PVGRI
‘(Gubaivision of PE into strength classes)
Peroxide-crosslinked polvetylens
Polypropylene:
Plypropyian homopolymer (ype 1)
Polypropylene block copolymer (lype 2)
Polypropylene random copolymer (ype 8)
Polyvinyl chioride unplasticizea
Polyvinyl chioride normal mpact
Polyvinyl chloride raised impact
PVCHT
Pvee
PVDF:
Polyvinyl chloride high impact
Polyvinyl chloride chlorinated
Polyvinyliene fluoride
Footnote")
PE.HD ia cubulvided into ctrongth elasana wih the narea PE
26.3 mmr, PE a (MES 2 6:3 Nims), PE 100 (MS 2700
= PYC-U. Name for PYC unplastized, ul now also usd fer nama
Impact PVE. New eames PVC MI (normal mee)
~ PAC-HI: Name for al ingacttessiant modied PUC types, New nn
PVG-AI (raced erpav); PVC-HI (high impa.
3 Tests
Ditfarent kinds of tests can be used for testing welded joints wth
regard to the set requirements or the desired resuts and the
‘lven possioiiies,
Besides the mensures described in OVS 2201-2 welding tials
tubjecled lo testing conforming to the practice are necessary ler
‘esting the weldabiity of a given combiralion of basic mato
ard filer material,
is pubietion nas ean drawn upby a eu t experenced spacialsis wcrhngn an hoveray capaci anit consideraicn a nortan! source ofan
'srecormmendeo. Te user should alas check 2 wal ener
Tabiy can be aecopted by tha Dauschor Uovban fr Schwa
Fechnical Committee, Working Grou
gis a apotkabl his palit case an whe Dw vor Fd WRN
UM arathows pail nt drawng up ob doeumont
“Joining of Plastics”
‘Orders to: DYE Verlag Grr, P.O. Box 101865, 46010 CXssoldor, Germany, Phone: -49(0)211/1591- 0, Tletax: +49(0)211/1591- 150,
40
_ Pige2 19 OVS 2203-1
41 Nonensiructwe tests
‘The non-desiuctve lest such as dimensionel inspection, visual
inspection leak tes, ullisonic test, high-voltage test as well as
rasiographic test are described in the virective DVS 2208 and
‘an be applied by analogy fo: the welded! jars,
22 Deetuctvoteste
Scope, setup as wel as caryingout of tne test ano
Interpretation ofthe ncivual test asus ze lasers tye pars
ols recive mentioned in table 2
‘ible 2 Tests and recurements for welded jolnts
Test method Directive
Tere eal DVS 22082
Tipactisneie esi | DVS 7208-8
Terie cresptest_ | DVS 2208-4
_ [Teenroiogcalberatest | ovs 2208-5
Requirements
2203-1 supplement 1
None
2203-1 supplement 2 |
2208-4 supplement 3
"4 Requirements
‘The plesties/semtinished products used for the woided joints
have 9 comply with the stancards and directives mentionod in
Section §. The directive OVS 2201-1 nas furthermore to be
i
requirements on the welded joints are to ba takan fram te
Sippiemeris ol this directive. The values o! requirement
5 Rolovant Standords and Directives
Paperback: DVS instruction cheote enc directives “Jcining of
Plastcs’, 101h aullion 2003, sories oF reierence books: welding
technique, volume &aiIY
CD-ROM: DVS-Guidelines and -Workshaets, Plasties, Welding
and Adhesive Boring, German and Englsh, Eciton 2002. DVS
Verlag GmbH, Dusseldort
DINENISO 15013 Extruded sheets of polypropylene (PP) —
(1999-05), Requirements and test methods
DIN EN ISO 14532 Extruded sheets af polyethylene (PE) ~
(1999-05) Requirements and teat methods,
Iso 11888-1 Plastics ~ Unplasticized poyviny!
(1998) chloride) sheets ~Types, dimensions and
chataclerstiss ~ Part 1: Sheets of
thickness not less thant mm
DIN 16027 Unplasticized polwinylchloride shoots —
(1988) Tochnieal delivery conditions
(E) DIN EN ISO 15074 Exruded shaeis of polyvinylidene uote
(1999-05) (PVDF) ~ Requirements and test melads
DIN 16972 ‘Comprossion mouldod plates made of
(1995) ppolyaihylene high dionsity (PE-LHMW),
(PE-HMW), (PE-HD) ~ Techrial
specifications,
{E) DIN EN ISO 15527 Compression moukled plates made of
(1998-05), polyethylene high-density (PE-UHMW),
(PE-HMW), (PE-HD) ~ Reauirements and
‘ost methods
‘Sem-tiished thermoplastics products ~
Technical delivery condtions
Filler materials for thermoplastics, scope,
designation, requirements, testing
“Testing of woidad joints of thermoplastics
ssem-tinished products ~ Part 8:
Raquremanis
DIN 16886
(1988)
DINEN 12949
(1900-12)
PrEN 12814-8
December 2008
Technical Code
DVS 2203-1
Supplement 4
Testing of welded joints between panels
and pipes made of thermoplastics
Requirements in the tensile test
Short-time tensile welding factor f,
DVS - DEUTSCHER VERBAND.
FUR SCHWEISSEN UND
\VERWANDTE VERFAHREN E.V,
Transiatin of the Goaman exten fom Apri 20%
Contents: 2. Requirements
1 Scope of application ‘The minimum short-time tensile welding factor f, according e
2 Requiremonts Table 1 must be complied with for the spetiied weling
processes.
1 Scope of application
‘This supplement is applicable in connection wilh the DVS 2203-1
technical cace. The requirements forthe tensilo tos! according 0
DVS 2203-2 are indicated in tis supplement.
Table 1. Minimum shorttin
ie welding factor
e Process Minimum short-time tensile welding factor f
a PE6S [PPH PVCU |Pveo |PvF
i Peso | PRR
: Peto [Pra
E | | Hemmatectean woeing (15) oo joe [os foe a
8 Hot gas welding (WZ and WF) 08 8 08 o7 ry
& Hot gas extrusion welding, continuous (WE) Os 08 - - -
. Hot gas extrusion welding, discontinuous (WE) 08 08 = pr a
GF tesecarine avec emia aa Sess reece he
| [Novcontact eae oo! but wsirg, pak conkoted (Ry tes Jos eal
i
E |The prvequistes fr the epost ven 10 tha command of
BE te cretcnecweitnaeeemaietc ies
qualifled and certified personnel. The short-time tensi welding
factors apply to the total loading time up to one hour. The
computation with higher welding factors than stipulated in the
above table requires correspondiry proor.
Reprning and eaoyng, even
This publi has Deen crawn up by a gioup of experienced spcialse werting in an nonerarycapacty adit consierion ae an important source cf irformatoe
'c recommeded. The usr shoul alveye chev io wat extent the conterts ave appicane tos altcular ave and whetver the Yersor on hace ell vale Ne
laity can be accepted by the Duulscher Verband ir Schwaiten und vervandie Veranen eW. an Ihe paicparing the crmaing up ofc accor
DVS, Technical Commitiee, Working Group "Joining ot Plastics’
(Orera to OVE Media Gri, P.O. Box 10 18.08, 10910 Dussoldert, Germany, Phone: +AU(0)211/181-D, Telefax: +40(0)211/1501-180
42
DVS-DEUTSCHER VERBAND
OR SCHWEISSEN UND
\VERWANOTE VERFAHREN €.V. Req
Contents
4. Saope of aplication
2 Requrernents
4 Scope of application
‘his supplement is applicable in connection with the DVS 2203-1
technical code. The requirements for the tensile creep test
saczotding to DVS 2203-4 are indicated in this supplement.
Table. Minimum tonsite croop welding Tactor
Pracoss:
Testing of welded joints between panels
and pipes made of thermoplastics
ements in the tensile creep test
(Tensile creep welding factor f,)
December 2008
BVS
Technical Code
DVS 2203-1
Supplement 2
Translation of he German edition fiom April 2006
2 Requirements,
The determined minimum tensile creep welding factor f, must
‘ulll the requirements according to Table 1
Minimum toneile creep wolding Factor fg
Failed too! bull welding (HS)
Fal yas welding (WZ and WF)
Foi yas extiusion watcing, continuous (WWE)
Fal gas evrusion watcing, discontinuous (WE)
Non-contact heated tool butt welding, preseure-controlled (|R)
Non-contact heated tool butt welding, path-controlied (IR)
“he prowequisitos for the specified valuos ara the command of
tho eoxrosponcing wolding processoe and the exoculion by
‘qualied ard carifiod personnel. The computation with higher
{ancla coep woicing factore than stipulated in the above table
Faquies corrasponcing proct
Thspusicaien bas been views ve by aici ct experienced speciains working nan henotay capacty ang ts considerate as an impetant surce of hlermaton
‘i tesarmd, Tho eer sould aay chock io what oxtrt the cori
fe app
Ue to hs parca cave arc whathr tre weision en hand stl va NO
[ably can be szeped by Ire Ceulscher Veand tr Schweiben und vrwanda Veftver and tiosspattcbatngin Tw cram up othe docuTen
‘Orders te: DVS Neca GmbII, P.O, Bex 101985, 40010 Dusselaoe, Germany, Phone: + 40(0)211/1E91-0, Talefx: 1 49(0)211/1601-160
43
Testing of welded joints
of thermoplastic sheets and pipes
DVS
DVS - DEUTSCHER VERBAND
reverence Requirements — technological bend test ven
ie - i 203
VERWANDTE VERFANREN EV. er alierepbe meatal bend OVS 2200-4
Contents:
1 Scope
2 Roquicemonts
1 Scope
‘This suppiemant is valid in connection wih DVS 2203-1 and
Indicates the values ot requirement for the bend test according to
VS 2203-5. The evaluation can be ettected alternatively by
means of the bend angle or the ram displacement.
2 Requirements
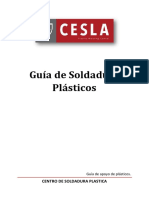
The minimum bend angles for welded joints of the materials PE-
HD, PP, PYC and PVDF depending on the material thickness are
indicated in the figures 1-G and the minimum ram
displacoments in tho figures 7 — 12.1)
Foeanate
Doserion of matorial soa tale tn DYS-2200-1
HS” Heated rc ur waleing|
Wh: Hotoas welding mith orc separate fom ile to
Wz. Hol gas srg bear welding
WE Horas eration welding
png arc copvag. een inne torm ct exca only wih he consort he publsher
‘Tha publeaion hae been crawn up by a goup of experianced zpocalts working in an honor cepscy and ts consterlon asa import source ot nomton
's commended. Ipe user should aways eck le Wht exon! te sortarts ns appteabe te he barca cave ard whales he voroch ofan all all
linbity cen be ecoepted bythe Daiecor Verve fG Scnwaihiornike en theseparipstna te drain ub oe docu
DVS, Technical Committee, Working Group “Joining of Plesties”
Over tu DVS:Varlag GmbH, P.O Box 1019.65, AO0IU Dusselcort Garmary, Phones + 49(0)21/IEH1-0, Teele + 49(0)211/1601-180
44
Bend angle in *
8
6 12 18 24
Thickness of the test specimen in mm
Figure 1. Wirimum bond ange for PE-HO (PE 69, FE 80, PE 100),
Page S to DVS 22034 Suppleneals
=
2
2
5 45
3
o HS
a
30
WE,WF
wz
16
oO
i) 6 12 18 24 30
Thickness of the test specimen in mm
Figure 2._vinimum bend angle for FP-DIFP-IVPE-el. conducive
46
Fage 40 DVS 2203-1 Suppiemont 3
Bend angle in =
8
60
30
0 6
FigueS. Mnenum bene ange or PP-A,
Thickness of the test specimen in mm
HS
WE, WF
12 18 24 30
47
48
90
75
60
Bend angle in °
é
&
30
15
0 6 12 18 24
Thickness of the test specimen in mm
Figure 4. nimum herd angle for POF
Page 5 to DVS 22031 Suppiemat
30
Page 6 1o DVS 2203-4 Supplement 3
2
3
HS
Bend anale in *
a
2
8
0 6 12 18 24 30
Thickness of the test specimen in mm.
Figure 8, inimum bend angle ror PYG.
Page 7 to DVS 2208-1 Suoplenet
Bend angle in*
&
12 18 24
Thickness of the test specimen in mm
Figure 6. vinimam bens angla for PYC-Fi
50
Fepe8 tv DVS 2203-1 Supplement 9
60
50
40
&
E
=
iE
é
6 30 HS
8
a
2
3
—
S
c
20
‘WE, WF
Wz
10
0
9 6 12 18 24
Thickness of the test specimen in mm
Figue 7. Mirimun ram cslecanen ox PE HD (PE 83, PE 80, PE 100)
30
51
Pago © to DVS 2003-4 Suppleren
Ram displacement in mm
6 12 18 24
Thickness of the test specimen in mm
Figure 8, Mivimu rein dsplacernant for PP-SIPP-HIPE-olconuetive
52
ie Wo DVS 2203-1 Supplement 3
Ram displacement in mn
10
0 6 12 18 2 30
Thickness of the test specimen in mm
Figure a. Mnmum rm dsplacemant for PPA.
53
Page 11 to DVS 22031 Sipolanald
placement in mrt
€
S
«
HS
10
5
0 =
0 6 12 18 24 30
Thickness of the test specimen in mm
Figure 10. Miniurn ram displagemert for PVDF.
"Page 1219 DYS 2203-1 Supploment 3
Ram displacement in mm
6 12 18 24
Thickness of the test specimen in mm
Figure 11. Minimum am cislavornane tor PVCSNIL
55
Page 18 1o DVS 2208-1 &
Ram displacement in mm
a 8
3
6 12 18 24
Thickness of the test specimen in mm
Figure 12, NMeimum ee ssplacement tor PVC:
56
Testing of welded joints between panels and
pipes made of thermoplastics
Requirements on shear and peeling tests for sleeve welding with
‘an incorporated oloctric hoating clement (HM) and heated tool
‘loove welding (HO} on pipos and fittings
[OVS DEUTSCHER VERBAND.
FOR SCHWEISSEN UND
|VERWANDTE VERFAHREN E.V.
Contents
1 Scope of application
Requramanis
Joins exceuted by means of sloove welding with an
ince;porated electric heating element (HAL)
22. Joins executed by means of heated tool sleeve welding (HD)
3 Remarks
4 Slandarde and lechrical codes
41 Scope of application
The fequirements on the flawless proportions of the joining faces
Inte case of shear and peeling lasls on joints executed balween
pss by means of sleeve wating with an inoomporaied alectic
hsatng element ancl heated tool sleeve welding according to
DVS 2200-6 are stipulated inthis supolement. In conjunction with
furor tests, the requirements may be referred to as an evalua
lon citeion for the welded joint. The assessment of welded
{pits according to this technical code may only be made by an
txpert wth the experience necessary fer this purpose (e. 9, spe:
tiaat for plastics welding eccording to DVS 2212), This technical
‘edo epplise to the PE 0, PE 100, PE-Xa, PE-XePP-H, PP-B,
PP, PVDF and PB materials
2 Roquiroments
24 Joints executed by means of sleeve welding with an
incorporated electric heating element (HM)
The folowing stipulations apply to the assessment:
= Tho assessment is made for the tracture faces not only on the
pe but algo on the fiting,
December 2008
Technical Code
DVS 2203-1
Supplement 4
‘Translation of the German edition fram Novembor 2008
= The joining zone length (L) crucial for the assessment of the
welded joint is the distance between the first and last heater
spires
= In saddle components only test specimens taken entirely from
the welding zone may be assessed
— Defects in the joining plane (2. 9. shrinkage cavities, foreign
inclusions or dleplaced heater spirals) must be recorded and
eased according to DVS 2202-1. In the caso of welded
joints with diamoters = 250 mm, a higher number ef impertec
‘bons (shrinkage cavities or air inelusions} may occur for physi
Roquirement for joints executed by means of siaeve welding with
‘an incornorated electric heating element:
The flawless proportion of the joining zone length L (L minus the
{otal ofthe defect lengths >, ay...) must not be less then 75 % in
any test specimen
a
soining zane lengt (|) ana knperteetion exampies (8). 83)
in the case oF fest specimens executed by means of sieove
welding wih 2 incorporated electric Heating element (HM)
Figure
Tobie. Examples of fracture patterns in joints executed by means of slaeve welcing with an incorporated electric heating element (HM)
Material
_
(PE80 end PE 100)
* Duct fecure pattems are caused by
fa plastic fracture and state good wel-
‘drgin principle. Tha lactis daiermation
Inthe joining pane ischaractoistic | =
‘material siraenad In a “pasty” Toxm or
flarent fermion.
Shao fracture patterns are caused by
‘tric Facure and ndeate hadecuate
Welding. A smooth, nen-stetched sur
facein fejoinng plane ie characters.
1s pubicaien has been craw up bya arcup of excerencee specials wering in an nonoray capac arc is consderabon as an rportart source o*nforration
“srecomriendes, The vac shout aay creck t wal exterk the contents are appcabe t Na parécula cexe and wet the version ov hand i il valid. No
iaty canbe accepted bythe Ceulachar Varbard fa) Schaaden und verwancle Verlaan @\. and those pariialing th drawing up of fe dacumont
DVS, Technical Committee, Working Group"
ining of Plastics"
Orders to: DVE Media GmbH, P.O. Oo¢ 1019 65, 0010 Dusteldort, Germany, Phone: 1 46(0/211/59%-0, Telefax: 49(0)211/1591-190
Page 2 to DVS 2203-1 Supolement 4 4
2.2. Joints executed by means of heated tool sleeve welding
(HD)
‘The following stipulations apply to the assessment:
In principle, it is only possible to assess those joints which
hhave been executed by means cf heated tool sleeve welding
with tha required insert depth acsording to DVS 2207.
— Tho assessment is made forthe facture faces not only onthe
pipe but also onthe ft.
~ The inser septs regarded 2s the assessment length (8)
~ Defect (e.g. shinkage caves or foreign inclusions) must be
recorded and assessed according o OVS 2202-1
Feauirement fr joints executed by means of eaied iol sleeve Figure 2, Ascosamont enc (0) er impedecton expe (md
welding whe case of tal specinare nse by moan ofa
The fawless proportion ofthe assessment length (B minus the too sleeve wecng (10)
toll ofthe defect encths a, 83 -) must not be lets than 90% in
‘any test specimen (see Figure 2)
‘Tavelle 2, Examples of fracture pattems in joints executed by means of hosted tool sleeve walang (HD)
| Metorial Ductile fracture (plastic fracturey" | Smooth fracture (bite fracture)
PE |
(PE 80 and PE 109)
* Ductie fracture patiors are caused by 2 plas favlule and indeale good waking In grinine, Te
paste dofarmation in the Jeinng plone is ohevacteraic, |e. qaeria’stetshed "pasty" for
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Guia General Soldadura PlasticaDocument59 pagesGuia General Soldadura PlasticaSAVAG1No ratings yet
- Holiday Test EspañolDocument11 pagesHoliday Test EspañolSAVAG1No ratings yet
- ISO - 4628-2 - (82) Blistering (Ampollamiento) PDFDocument8 pagesISO - 4628-2 - (82) Blistering (Ampollamiento) PDFSAVAG1No ratings yet
- ISO - 4628-6 - (82) ChalquingDocument4 pagesISO - 4628-6 - (82) ChalquingSAVAG1No ratings yet
- DVS Technical Codes On Plastic Joining Technologies PDFDocument11 pagesDVS Technical Codes On Plastic Joining Technologies PDFSAVAG1No ratings yet
- Iso 4628-2Document8 pagesIso 4628-2SAVAG1No ratings yet
- Diseno de Tanques PresentaciOn API 650 651 653 WenoDocument390 pagesDiseno de Tanques PresentaciOn API 650 651 653 WenojsaeztaNo ratings yet