You might also like
- How Do You Calculate The Fabric Consumption For Knit GarmentsDocument3 pagesHow Do You Calculate The Fabric Consumption For Knit GarmentsimmmranNo ratings yet
- P04734 PDFDocument120 pagesP04734 PDFOdd BoyNo ratings yet
- Analysis of Garment W.R.T To Stitches and SeamsDocument10 pagesAnalysis of Garment W.R.T To Stitches and SeamsRehan Saeedi0% (1)
- Princess On The RoadDocument28 pagesPrincess On The Roadapi-264846401No ratings yet
- Fabric NotesDocument5 pagesFabric NotesArpan SrivastavaNo ratings yet
- Presentation ShrinkageDocument27 pagesPresentation Shrinkagemhrscribd014No ratings yet
- GSM & Yarn CountDocument8 pagesGSM & Yarn CountMd. SajibNo ratings yet
- Knitting Outstanding ReportDocument160 pagesKnitting Outstanding ReportMd FaridujjamanNo ratings yet
- Circular Knitted Cotton Fabrics: Yarn Count and Respective Finished GSM (Reactive Dyeing)Document1 pageCircular Knitted Cotton Fabrics: Yarn Count and Respective Finished GSM (Reactive Dyeing)Kushagradhi DebnathNo ratings yet
- List of Project Theses (Fabric Manufacturing)Document14 pagesList of Project Theses (Fabric Manufacturing)Rasheduzzaman RashedNo ratings yet
- TNA Prod PlanDocument2 pagesTNA Prod PlanSuhail ShaikhNo ratings yet
- Cotton, Polyester & Cotton Polyester BlendDocument4 pagesCotton, Polyester & Cotton Polyester BlendTanaji Santra100% (1)
- Yarn Price List 01.12.2014Document2 pagesYarn Price List 01.12.2014navinvijay2No ratings yet
- Yarn Count Vs GSMDocument1 pageYarn Count Vs GSMMohammad Abidur RahmanNo ratings yet
- Polyester LustureDocument3 pagesPolyester LustureSaidur Rahman SajibNo ratings yet
- Factors Influencing Costing of Woven Fabrics - General - Features - The ITJDocument6 pagesFactors Influencing Costing of Woven Fabrics - General - Features - The ITJmatiq06No ratings yet
- POLYESTER Drawn Textured Yarn (DTY) : SpecificationsDocument1 pagePOLYESTER Drawn Textured Yarn (DTY) : SpecificationsNazir Ahmed TituNo ratings yet
- Fabric CostingDocument3 pagesFabric CostingAsif Newton100% (1)
- Latest Commonly Used ConstructionsDocument1 pageLatest Commonly Used ConstructionsKomol KabirNo ratings yet
- Study On Fleece Knit FabricDocument45 pagesStudy On Fleece Knit Fabrickhurshid100% (1)
- How Do Calculate The Fabric & Yarn Consumption of A Yarn Dyed T-Shirt?Document9 pagesHow Do Calculate The Fabric & Yarn Consumption of A Yarn Dyed T-Shirt?light lightNo ratings yet
- Cost Sheet For Fabrics: Fabric Epi X Ppi GSM Weight (Of Roll) Width (Inches) Reed-Pick Cost Per Metre (INR)Document1 pageCost Sheet For Fabrics: Fabric Epi X Ppi GSM Weight (Of Roll) Width (Inches) Reed-Pick Cost Per Metre (INR)Vrinda GuptaNo ratings yet
- 4.knit Fabric Specification Consumption Yarn Consumption PDFDocument56 pages4.knit Fabric Specification Consumption Yarn Consumption PDFRifatNo ratings yet
- Cut & Sew Knit WearDocument4 pagesCut & Sew Knit WearshponNo ratings yet
- What Is Deference Between Feeder Stripe Knit Fabric With Engeenering Stripe Knit FabricsDocument1 pageWhat Is Deference Between Feeder Stripe Knit Fabric With Engeenering Stripe Knit FabricsMoktar Hossain0% (1)
- Apparel MerchandisingDocument29 pagesApparel MerchandisingMohammad Hossain100% (1)
- Process Flow Chart of Knitting: A. Stitch LengthDocument9 pagesProcess Flow Chart of Knitting: A. Stitch LengthAushru HasanNo ratings yet
- Weaving Commission CalculationsDocument1 pageWeaving Commission Calculationsraj_85No ratings yet
- Consumption Costing 2Document10 pagesConsumption Costing 2Al Arafat RummanNo ratings yet
- My Critical Path (Textile Industries)Document6 pagesMy Critical Path (Textile Industries)Musafir Mamun100% (1)
- Relation Betwwen Yarn Count and Fabric GSM and About Accessories and Trimmings of BangladeshDocument31 pagesRelation Betwwen Yarn Count and Fabric GSM and About Accessories and Trimmings of BangladeshMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Formula For Fabric Weight CalcualtionDocument2 pagesFormula For Fabric Weight Calcualtionmichahkg100% (1)
- Sweater 161030070015Document10 pagesSweater 161030070015Khandaker Sakib FarhadNo ratings yet
- Textile CalculationDocument6 pagesTextile CalculationKhandaker Sakib FarhadNo ratings yet
- Merchandising Course.1Document17 pagesMerchandising Course.1Monir AhmmedNo ratings yet
- Study On Denim and Gabardine Twill Fabric Cover FactorDocument47 pagesStudy On Denim and Gabardine Twill Fabric Cover FactorAtik U Bhuiyan71% (7)
- Yarn CountDocument2 pagesYarn Countmorshed_mahamud7055100% (1)
- List of Spinning MachineDocument8 pagesList of Spinning MachinegunaNo ratings yet
- Knit Prod Dev ProjectDocument67 pagesKnit Prod Dev Projectshuvo792No ratings yet
- Fabric GSM Wise Required Yarn CountDocument1 pageFabric GSM Wise Required Yarn CountPolashNo ratings yet
- Fabric Cost/Production Planning SheetDocument2 pagesFabric Cost/Production Planning SheetWaqar ShahNo ratings yet
- ATY Fabric PropertiesDocument5 pagesATY Fabric PropertiesHitesh ShahNo ratings yet
- Concepts of Knit Garments Merchandising - Textile LearnerDocument7 pagesConcepts of Knit Garments Merchandising - Textile LearnerMuralidaran KulanthiyappanNo ratings yet
- Denim Fabrics - Ring Vs RotorDocument3 pagesDenim Fabrics - Ring Vs RotoraparnimaNo ratings yet
- KnittingDocument15 pagesKnittingReyad Billah100% (1)
- Calculate Nominal Production of A Fleece-Knitting Machine Per HourDocument3 pagesCalculate Nominal Production of A Fleece-Knitting Machine Per HourkhurshidNo ratings yet
- Fabric Bow-Skew - Gihan RanganaDocument2 pagesFabric Bow-Skew - Gihan RanganaGihan Rangana100% (3)
- Tubetex and Lafer DifferenceDocument4 pagesTubetex and Lafer Differencerakibul islam100% (1)
- Garment Industry DepartmentDocument4 pagesGarment Industry DepartmentNidhi GargNo ratings yet
- Apparel Costing Unit - II NDocument49 pagesApparel Costing Unit - II NAnonymous BstqCP5aNo ratings yet
- Fabric Consumption CalculationDocument9 pagesFabric Consumption CalculationShams Uddin ProdhanNo ratings yet
- Fabric Booking FormatDocument2 pagesFabric Booking FormatMrcr KapzapNo ratings yet
- Pivot Table ExerciseDocument25 pagesPivot Table ExerciseMd. Roukon UddinNo ratings yet
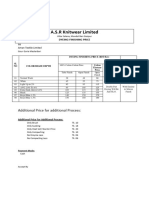
- Dyeing - Finishing Price - DadDocument1 pageDyeing - Finishing Price - Dadasrknit1No ratings yet
- Yarn Count Used According To Grey GSM - Textile CalculationDocument3 pagesYarn Count Used According To Grey GSM - Textile CalculationSZNo ratings yet
- Yarn Count & GSM For KNIT Fabrics - UPDATEDDocument4 pagesYarn Count & GSM For KNIT Fabrics - UPDATEDshuvoNo ratings yet
- Efficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionDocument4 pagesEfficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionElias KhalilNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- The Philippines Animal Welfare ActDocument6 pagesThe Philippines Animal Welfare ActmaykesguerraNo ratings yet
- Document 31Document8 pagesDocument 31Cleopas BhamuNo ratings yet
- Conflict Management: Irrigation in AfricaDocument21 pagesConflict Management: Irrigation in Africauaizaz0% (1)
- Soal Semesteran Bahasa InggrisDocument3 pagesSoal Semesteran Bahasa InggrisiwanNo ratings yet
- Algal PresentationDocument31 pagesAlgal Presentationjeque661100% (3)
- Environmental Feasibility of Rice StrawDocument88 pagesEnvironmental Feasibility of Rice StrawNitin KurupNo ratings yet
- Variety Chart Training Guide EnglishDocument2 pagesVariety Chart Training Guide EnglishFadhilah SurotoNo ratings yet
- Kitchen Equipment and Recipes: Let's Get Acquainted With Kitchen UtensilsDocument4 pagesKitchen Equipment and Recipes: Let's Get Acquainted With Kitchen Utensilsnarasimma8313No ratings yet
- Letter Head New - 08.04.2024Document19 pagesLetter Head New - 08.04.2024ajasminshNo ratings yet
- Eugenia Caryophyllata PDFDocument2 pagesEugenia Caryophyllata PDFJaimeNo ratings yet
- College of Agriculture & Forestry: Bicol University Guinobatan, AlbayDocument7 pagesCollege of Agriculture & Forestry: Bicol University Guinobatan, AlbayMarneil Allen SanchezNo ratings yet
- Dr. Moroni Final It ReportDocument42 pagesDr. Moroni Final It Reportogwal morrisNo ratings yet
- Fatty Acid Profiles of Goat Milk and Domiati Cheese As AffecDocument18 pagesFatty Acid Profiles of Goat Milk and Domiati Cheese As AffecmfhfhfNo ratings yet
- 1.fish and Fisheries of IndiaDocument36 pages1.fish and Fisheries of Indiazozo torzoNo ratings yet
- Agustian, Ari Prima Wahyudi, Oktanis Emalinda: Abstr ActDocument7 pagesAgustian, Ari Prima Wahyudi, Oktanis Emalinda: Abstr ActFaris RahmanNo ratings yet
- Natural VegetationDocument9 pagesNatural VegetationTRIJAL SRIMALNo ratings yet
- What Is Geodesign-And Can It Protect Us From Natural Disasters?Document9 pagesWhat Is Geodesign-And Can It Protect Us From Natural Disasters?Dilruk GallageNo ratings yet
- Crop Yield Prediction Based On Indian Agriculture Using Machine LearningDocument5 pagesCrop Yield Prediction Based On Indian Agriculture Using Machine LearningDDNo ratings yet
- Phenolic BoardDocument3 pagesPhenolic Boarder280652No ratings yet
- Animal Product ManualDocument748 pagesAnimal Product ManualrohishaakNo ratings yet
- Graha Yadnya - SamagriDocument6 pagesGraha Yadnya - Samagrisvp3761No ratings yet
- Water Content: 1 Definitions 2 MeasurementDocument4 pagesWater Content: 1 Definitions 2 MeasurementRifqiNo ratings yet
- ESS Paper 2 (20 Mark) Exemplar ResponsesDocument5 pagesESS Paper 2 (20 Mark) Exemplar ResponsesjinLNo ratings yet
- Awareness of Community On Fishery and Aquaculture Production in Central EthiopiaDocument4 pagesAwareness of Community On Fishery and Aquaculture Production in Central EthiopiaHerald Scholarly Open AccessNo ratings yet
- Geoderma: Melis Çerçioğlu, Stephen H. Anderson, Ranjith P. Udawatta, Salah Alagele TDocument7 pagesGeoderma: Melis Çerçioğlu, Stephen H. Anderson, Ranjith P. Udawatta, Salah Alagele TFrancielli MoratelliNo ratings yet
- 4.february 2021Document26 pages4.february 2021Venkatesh GoudNo ratings yet
- PH.D Thesis Nawal Kishow Yadav, Nepal PDFDocument161 pagesPH.D Thesis Nawal Kishow Yadav, Nepal PDFNawal Kishor YadavNo ratings yet
- Aap Ka Bazar: Amul ButterDocument2 pagesAap Ka Bazar: Amul ButterWINNERS CHOICENo ratings yet