You might also like
- Operations and Maintenance GuideDocument321 pagesOperations and Maintenance GuideNatrajiNo ratings yet
- Webminar PPNS 2020 Ship Design Process by Joza FinalDocument20 pagesWebminar PPNS 2020 Ship Design Process by Joza FinalMukhlis AdamNo ratings yet
- Abrasive Blasting Operation (Engineering Control and Work Practices Manual)Document78 pagesAbrasive Blasting Operation (Engineering Control and Work Practices Manual)kanakarao1100% (1)
- 04 1 Sec IV STD Specs PipingDocument152 pages04 1 Sec IV STD Specs PipingdzungNo ratings yet
- 07 EP Coating PDFDocument12 pages07 EP Coating PDFMukhlis AdamNo ratings yet
- Smarts Guide eDocument30 pagesSmarts Guide eMukhlis AdamNo ratings yet
- Superheater Problems in Steam GeneratorsDocument11 pagesSuperheater Problems in Steam GeneratorsMarcus BaltesNo ratings yet
- Coating Types and SelectionDocument48 pagesCoating Types and Selectionalremyze1664No ratings yet
- 01) CastingDocument23 pages01) CastingMukhlis AdamNo ratings yet
- US Army - Welding Operations - Part IDocument113 pagesUS Army - Welding Operations - Part IAhmed FarazNo ratings yet
- Smarts Guide eDocument30 pagesSmarts Guide eMukhlis AdamNo ratings yet
- Green Biodiesel ModuleDocument17 pagesGreen Biodiesel ModuleMukhlis AdamNo ratings yet
- 7.4 Tower Design: Bracing SystemsDocument49 pages7.4 Tower Design: Bracing SystemsBoisterous_Girl100% (1)
- A GUIDANCE MANUAL ON The Preparation of Technical Reports, Papers and PDFDocument151 pagesA GUIDANCE MANUAL ON The Preparation of Technical Reports, Papers and PDFaqiraziNo ratings yet
- BajaDocument16 pagesBajaMukhlis AdamNo ratings yet
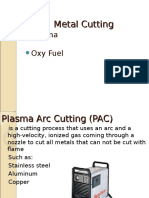
- Plasma Oxy Fuel: Metal CuttingDocument20 pagesPlasma Oxy Fuel: Metal CuttingMukhlis AdamNo ratings yet
- 1.c Heat Flow and Temperature Distribution in Welding PDFDocument45 pages1.c Heat Flow and Temperature Distribution in Welding PDFMukhlis Adam0% (1)
- 483 Budi - Agung Corrosion Measurement TechniquesDocument60 pages483 Budi - Agung Corrosion Measurement TechniquesMukhlis AdamNo ratings yet
- Electrochemical Techniques in CorrosionDocument27 pagesElectrochemical Techniques in CorrosionVictor Sab100% (1)
- Rockwell Hardness of MaterialsDocument118 pagesRockwell Hardness of MaterialsBalakumarNo ratings yet
- This Is A Sad Day Indeed. It WasDocument16 pagesThis Is A Sad Day Indeed. It WasMukhlis AdamNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A Guide To The Language of SteelDocument7 pagesA Guide To The Language of SteelIwona AnkaNo ratings yet
- Astm A709-04Document8 pagesAstm A709-04Артем ТитовNo ratings yet
- Mobilier Escofet Priclist 2009Document2 pagesMobilier Escofet Priclist 2009mihachNo ratings yet
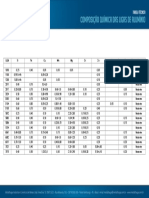
- 1 Composicao Quimica Das Ligas de AluminioDocument1 page1 Composicao Quimica Das Ligas de AluminioNorberto A. GhiggiNo ratings yet
- Fatigue, Creep and FractureDocument4 pagesFatigue, Creep and FracturesusantaNo ratings yet
- Basic Concepts of Iron and Steel MakingDocument644 pagesBasic Concepts of Iron and Steel Makingclaudia100% (7)
- JLR 18 39 10 - 1E - Land Rover Anti-Corrosion GuidelinesDocument1 pageJLR 18 39 10 - 1E - Land Rover Anti-Corrosion GuidelinesmunNo ratings yet
- Bend Table Samples For SheetmetalDocument24 pagesBend Table Samples For SheetmetalsuperalitosNo ratings yet
- Schedule Dan KurvaS FixDocument18 pagesSchedule Dan KurvaS FixArlan csNo ratings yet
- Copper Alloy C95500Document12 pagesCopper Alloy C95500keuboNo ratings yet
- Astm A 706aDocument6 pagesAstm A 706afuxyangNo ratings yet
- Die Casting - WikipediaDocument11 pagesDie Casting - WikipediaKyaw Bhone WinNo ratings yet
- Toshiba Brazing Procedure SpecificationDocument3 pagesToshiba Brazing Procedure Specificationsheikmoin100% (1)
- Manual de Aceros Inoxidables EspecialesDocument12 pagesManual de Aceros Inoxidables EspecialesErick OlavarriaNo ratings yet
- Consumables For Enclosed Arc Crane Rail WeldingDocument2 pagesConsumables For Enclosed Arc Crane Rail WeldingmanosesNo ratings yet
- Steel Hardness Conversion TableDocument6 pagesSteel Hardness Conversion TableSandipPatelNo ratings yet
- Purchase Orders for Engineering EquipmentDocument122 pagesPurchase Orders for Engineering Equipmentananda_beloshe75No ratings yet
- Manufacturing ProcessesDocument6 pagesManufacturing ProcessesSudalai MadanNo ratings yet
- Norma A 153 (Ingles)Document4 pagesNorma A 153 (Ingles)Ivo GeceleNo ratings yet
- Basic of Jewelry PDFDocument82 pagesBasic of Jewelry PDFTony Brutigliano100% (1)
- Golden WeldDocument4 pagesGolden Weldenels77No ratings yet
- Effect of Holding Time on Intergranular CorrosionDocument11 pagesEffect of Holding Time on Intergranular CorrosionAdnan SaadiNo ratings yet
- Etching Specialty AlloysDocument6 pagesEtching Specialty AlloysNitin100% (1)
- MMPDS 11 PreviewDocument24 pagesMMPDS 11 Previewmfregeau3654No ratings yet
- Oxidation of Iron?Ore PelletsDocument4 pagesOxidation of Iron?Ore PelletsKrol PrietoNo ratings yet
- Copper-Nickel - Seawater System Design - GuidelinesDocument15 pagesCopper-Nickel - Seawater System Design - GuidelinesVidyasenNo ratings yet
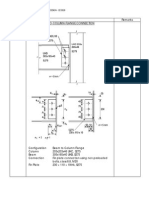
- Steel Joint Design (Fin Plate)Document8 pagesSteel Joint Design (Fin Plate)Wazini D. IzaniNo ratings yet
- PDocument4 pagesPIca zaharaNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Intenship PresentationDocument22 pagesIntenship PresentationArpita FundeNo ratings yet