You might also like
- 3225.03.DIST.24028 - R3 - Technical Specification For Oil Metering PackageDocument31 pages3225.03.DIST.24028 - R3 - Technical Specification For Oil Metering PackageChijioke Obi100% (1)
- Pipeline DryingDocument2 pagesPipeline DryingAriel Anasco100% (2)
- Project Standards and Specifications Precommissioning Piping Cleaning Rev01Document5 pagesProject Standards and Specifications Precommissioning Piping Cleaning Rev01Tiago HenriquesNo ratings yet
- 3225.03.DIST.24033 - R2 - General Specification For Instrument InstallationDocument17 pages3225.03.DIST.24033 - R2 - General Specification For Instrument InstallationChijioke ObiNo ratings yet
- 3225.03.DIST.24605 - R2 - Technical Specification For Instrument CableDocument24 pages3225.03.DIST.24605 - R2 - Technical Specification For Instrument CableChijioke ObiNo ratings yet
- PF2100 TS Guide Flame DetectionDocument1 pagePF2100 TS Guide Flame DetectionChijioke ObiNo ratings yet
- Piping - Introduction To Pipe Stress AnalysisDocument129 pagesPiping - Introduction To Pipe Stress AnalysisNishith94% (18)
- Project - Execution - Plan - SHELL Sample PDFDocument96 pagesProject - Execution - Plan - SHELL Sample PDFChijioke Obi86% (7)
- DEP Metering For Liquid Hydrocarbon (00000002)Document44 pagesDEP Metering For Liquid Hydrocarbon (00000002)Chijioke Obi100% (1)
- Factory Acceptance Testing Guideline Process - NoRestrictionDocument16 pagesFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060No ratings yet
- Fundermentals of Meter Provers PDFDocument12 pagesFundermentals of Meter Provers PDFChijioke Obi100% (1)
- TFA Execution Plan PDFDocument50 pagesTFA Execution Plan PDFChijioke ObiNo ratings yet
- Roles and Responsibilities of Plant Commissioning Rev 3Document16 pagesRoles and Responsibilities of Plant Commissioning Rev 3Chijioke ObiNo ratings yet
- 4.47-MS For Electrical Installation WorksDocument6 pages4.47-MS For Electrical Installation WorksChijioke ObiNo ratings yet
- Tie in OperationDocument20 pagesTie in OperationChijioke ObiNo ratings yet
- Introduction To Power PointDocument2 pagesIntroduction To Power PointChijioke ObiNo ratings yet
- Dbi TTT Mudule 1Document30 pagesDbi TTT Mudule 1Chijioke ObiNo ratings yet
- An Introduction To MS WORDDocument91 pagesAn Introduction To MS WORDChijioke ObiNo ratings yet
- How To Prepare A Process Design BasisDocument8 pagesHow To Prepare A Process Design BasisChijioke Obi100% (1)
- Dbi TTT ExcelDocument35 pagesDbi TTT ExcelChijioke ObiNo ratings yet
- Dbi TTT Mudule 4Document2 pagesDbi TTT Mudule 4Chijioke ObiNo ratings yet
- DBI TTT Power PointDocument92 pagesDBI TTT Power PointChijioke ObiNo ratings yet
- Primavera P6 V3,1 - Ch5!10!19Document54 pagesPrimavera P6 V3,1 - Ch5!10!19gsolenoNo ratings yet
- You'Re All Highly Welcomed Thank You For Coming AgainDocument30 pagesYou'Re All Highly Welcomed Thank You For Coming AgainChijioke ObiNo ratings yet
- Planning TheoryDocument43 pagesPlanning TheoryChijioke ObiNo ratings yet
- Planning EngineerDocument1 pagePlanning EngineerChijioke ObiNo ratings yet
- BridgingDocument6 pagesBridgingAntonyNo ratings yet
- Planning ManualDocument98 pagesPlanning ManualChijioke ObiNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- READ ME - InfoDocument2 pagesREAD ME - InfoSalih AktaşNo ratings yet
- Sample WorkDocument5 pagesSample WorkJane Del RosarioNo ratings yet
- Business Letter ExampleDocument5 pagesBusiness Letter ExampleAhl BkdNo ratings yet
- NEOM-NPR-GFR-Management Manual Rev 01Document24 pagesNEOM-NPR-GFR-Management Manual Rev 01MOHD ZEESHAN100% (3)
- Eq List IEC 60335-2-14 (6.0) 2016-20170814Document3 pagesEq List IEC 60335-2-14 (6.0) 2016-20170814le duc huynhNo ratings yet
- ASTM C806-12 Restrained Expansion of Expansive Cement MortarDocument4 pagesASTM C806-12 Restrained Expansion of Expansive Cement MortarAlonso SojoNo ratings yet
- Pellets and Briquettes V5.1a 10-2011 PDFDocument4 pagesPellets and Briquettes V5.1a 10-2011 PDFmuhammadnainNo ratings yet
- Ee6602 Embedded Systems LT P C 3 0 0 3Document94 pagesEe6602 Embedded Systems LT P C 3 0 0 3Jebas ManovaNo ratings yet
- Pipeline Flooding, Dewatering and VentingDocument10 pagesPipeline Flooding, Dewatering and VentingAntonioNo ratings yet
- Omarlift Brochure - HM Pump UnitDocument1 pageOmarlift Brochure - HM Pump UnitKhaled ZakariaNo ratings yet
- Arcode Geared Sp-16 Cpc-T.enDocument38 pagesArcode Geared Sp-16 Cpc-T.enAbdallh YassenNo ratings yet
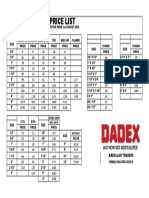
- Dadex Efast Price List 1ST August 2020Document1 pageDadex Efast Price List 1ST August 2020Jugno ShahNo ratings yet
- Mathcad - 04-Loads On Structures (Case of One-Way Slabs)Document3 pagesMathcad - 04-Loads On Structures (Case of One-Way Slabs)MakaraSoyNo ratings yet
- VRZ Usa Iphone 11 128GBDocument1 pageVRZ Usa Iphone 11 128GBDamien Tucson100% (2)
- Miniature Advanced Communication Engine (Mini-Ace) and Mini-Ace PlusDocument13 pagesMiniature Advanced Communication Engine (Mini-Ace) and Mini-Ace Plusgotcha75No ratings yet
- SQL CertificationDocument5 pagesSQL CertificationBhutiNo ratings yet
- Elimination MethodsDocument58 pagesElimination MethodsmanankNo ratings yet
- Technological Institute of The Philippines: Determination of COP of A Refrigeration SystemDocument15 pagesTechnological Institute of The Philippines: Determination of COP of A Refrigeration SystemDessa GuditoNo ratings yet
- SRN Raptakos PLANTDocument41 pagesSRN Raptakos PLANTscribd viewerNo ratings yet
- 2016 - 07 - 05 Com-Sea - 0 - 0Document232 pages2016 - 07 - 05 Com-Sea - 0 - 0Satyamraju PNo ratings yet
- Case Summary - Apple Inc: Syndicate 5Document2 pagesCase Summary - Apple Inc: Syndicate 5Diasty Widar HapsariNo ratings yet
- ManageEngine Desktop CentralDocument629 pagesManageEngine Desktop CentralCarlos RamirezNo ratings yet
- Project MGTDocument19 pagesProject MGTYasmin khanNo ratings yet
- Minnesota Commercial Energy Code (PDF) - 201412101121047449Document23 pagesMinnesota Commercial Energy Code (PDF) - 201412101121047449Netto Rodrigues AlvesNo ratings yet
- Oxineo EN - 0113 01 0605 SDocument1 pageOxineo EN - 0113 01 0605 SJesús ChirinosNo ratings yet
- How To Shoot Nude Photos Top Essential Tips For Nude Photography EnthusiastDocument27 pagesHow To Shoot Nude Photos Top Essential Tips For Nude Photography Enthusiastrenattografias100% (1)
- Manual IFQ Monitor en Rev 08-2022Document50 pagesManual IFQ Monitor en Rev 08-2022Gerald StiflerNo ratings yet
- International Journal of Information Management: Min Yan, Raffaele Filieri, Matthew GortonDocument13 pagesInternational Journal of Information Management: Min Yan, Raffaele Filieri, Matthew GortonmasukujjamanNo ratings yet
- 1001 Solved Electrical Engineering ProblemsDocument798 pages1001 Solved Electrical Engineering ProblemsHero Cordova de Guzman95% (20)
- Canyon RanchDocument3 pagesCanyon RanchBob_Meyer_4026100% (1)