You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Yamaha Mio Service ManualDocument305 pagesYamaha Mio Service ManualLoybu Mauricio78% (97)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- XO-508 Escalator - Installation & Maintenance ManualDocument58 pagesXO-508 Escalator - Installation & Maintenance ManualSergio Masin71% (7)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Suzuki (FB100 1986-1999)Document61 pagesSuzuki (FB100 1986-1999)Agustin Avila67% (3)
- Mercedes Benz Kompressor Pulley Installation GuideDocument14 pagesMercedes Benz Kompressor Pulley Installation Guidekilofome05No ratings yet
- Esquema Hidraulico DX140WDocument2 pagesEsquema Hidraulico DX140WMarcelo ArayaNo ratings yet
- Multiple Disc Brake: Service InstructionsDocument4 pagesMultiple Disc Brake: Service InstructionsMarcelo Araya100% (1)
- FD160E Bomba HidraulicaDocument5 pagesFD160E Bomba HidraulicaMarcelo ArayaNo ratings yet
- Model 250 Planetary Geardrive Service & Repair ManualDocument8 pagesModel 250 Planetary Geardrive Service & Repair ManualMarcelo ArayaNo ratings yet
- Hydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Document2 pagesHydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Marcelo ArayaNo ratings yet
- PC-0088 9A Valve and Coil ChangeDocument3 pagesPC-0088 9A Valve and Coil ChangeMarcelo ArayaNo ratings yet
- Gold Cup Application HandbookDocument72 pagesGold Cup Application HandbookMarcelo ArayaNo ratings yet
- Valvula Freno Komatsu Wa1200 (Mantos)Document3 pagesValvula Freno Komatsu Wa1200 (Mantos)Marcelo ArayaNo ratings yet
- Pos. Part No QT y Parts Name Comments: (1) MOTOR ASS'Y Komatsu 288.801 KGDocument9 pagesPos. Part No QT y Parts Name Comments: (1) MOTOR ASS'Y Komatsu 288.801 KGMarcelo ArayaNo ratings yet
- Pos. Part No Qty Parts Name CommentsDocument17 pagesPos. Part No Qty Parts Name CommentsMarcelo ArayaNo ratings yet
- Spare Parts List: R902446097 Drawing: Material NumberDocument21 pagesSpare Parts List: R902446097 Drawing: Material NumberMarcelo ArayaNo ratings yet
- Dowmax SMADocument35 pagesDowmax SMAMarcelo ArayaNo ratings yet
- Bucyrus International, Inc.: 49HR Blast Hole DrillDocument11 pagesBucyrus International, Inc.: 49HR Blast Hole DrillMarcelo ArayaNo ratings yet
- 04 - HMF - V - R - 02 - e MotorDocument24 pages04 - HMF - V - R - 02 - e MotorMarcelo ArayaNo ratings yet
- OADDocument8 pagesOADMarcelo ArayaNo ratings yet
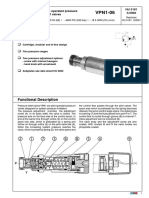
- VPN1 06Document10 pagesVPN1 06Marcelo ArayaNo ratings yet
- T50y IpbDocument4 pagesT50y IpbMarcelo ArayaNo ratings yet
- GM Maint Catalog PDFDocument38 pagesGM Maint Catalog PDFMarcelo ArayaNo ratings yet
- Model m5 Service ManualDocument28 pagesModel m5 Service ManualMarcelo ArayaNo ratings yet
- Maintenance: Table of Contents - Part 4Document71 pagesMaintenance: Table of Contents - Part 4CosminNo ratings yet
- HD6 Series Housings: Installation ManualDocument56 pagesHD6 Series Housings: Installation ManualpunkpantherNo ratings yet
- TH 1048C TH 1056C Front Axle Spicer Clark-Hurth 213 53 Axle 7-229-871 Steering Cylinder PDFDocument14 pagesTH 1048C TH 1056C Front Axle Spicer Clark-Hurth 213 53 Axle 7-229-871 Steering Cylinder PDFzeljkoNo ratings yet
- Design of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoDocument10 pagesDesign of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoBegna BuzunehNo ratings yet
- Hino 700 Steering UnitDocument18 pagesHino 700 Steering UnitJoki MarzukiNo ratings yet
- Heavy Duty Power Rack (HDPR) : WarningDocument16 pagesHeavy Duty Power Rack (HDPR) : WarningKody Bryan FernandezNo ratings yet
- It Is Very Dangerous and Uncomfortable. Because You May Accidently Bump Something or After A Long Ride, Driving Gives A BackpainDocument15 pagesIt Is Very Dangerous and Uncomfortable. Because You May Accidently Bump Something or After A Long Ride, Driving Gives A Backpainerdene uulNo ratings yet
- Manual de Servicio DuroflowDocument27 pagesManual de Servicio Duroflowelkin manriqueNo ratings yet
- Motorcycle Charging SytemsDocument19 pagesMotorcycle Charging SytemsaloordominicNo ratings yet
- BMW E21 Front Shimmy, Shake - How To Eliminate - 320i, 323i, 320/6, EtcDocument4 pagesBMW E21 Front Shimmy, Shake - How To Eliminate - 320i, 323i, 320/6, EtcOsmanNo ratings yet
- Komatsu Engine S4d95le 3 Workshop ManualsDocument20 pagesKomatsu Engine S4d95le 3 Workshop Manualsanna97% (34)
- Instruction Manual: Alfa Laval i-CP100 Centrifugal PumpDocument36 pagesInstruction Manual: Alfa Laval i-CP100 Centrifugal PumpAndres HurtadoNo ratings yet
- Fasteners: The ESG ReportDocument4 pagesFasteners: The ESG ReportAnton SurviyantoNo ratings yet
- RFS 1.8mDocument13 pagesRFS 1.8mMarius Tresor EdiboussieNo ratings yet
- Craftsman Scoop Prod - 1387905312Document24 pagesCraftsman Scoop Prod - 1387905312nateNo ratings yet
- Installation, Operation, and Maintenance Manual Welker Inflow™ Crude Oil Sampler Manual InsertionDocument52 pagesInstallation, Operation, and Maintenance Manual Welker Inflow™ Crude Oil Sampler Manual InsertionFernando MéndezNo ratings yet
- Unimax 2010 Promax 2020 Polymax 2040Document17 pagesUnimax 2010 Promax 2020 Polymax 2040Alejandro Palomino AmaroNo ratings yet
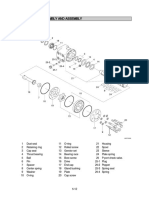
- 5-3 Group 3 Disassembly and AssemblyDocument25 pages5-3 Group 3 Disassembly and Assemblystefan corjucNo ratings yet
- 3-5400 GB PDFDocument16 pages3-5400 GB PDFShijumon KpNo ratings yet
- JackhammerDocument8 pagesJackhammerMika PrameswariNo ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 11 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 11 UBA PDFubaldo caraballoNo ratings yet
- JD CTM4 PreviewDocument41 pagesJD CTM4 PreviewEdinael Ramirez hernandez50% (2)
- TWLC Low Clearance Hydraulic Torque Wrench Operation ManualDocument17 pagesTWLC Low Clearance Hydraulic Torque Wrench Operation ManualTaimoorNo ratings yet
- TST Lattice TowerDocument26 pagesTST Lattice TowerAsheptya KurniawanNo ratings yet
- 1 800 SpaldingDocument20 pages1 800 Spaldingjoeyb12120% (1)
- C411 Agile Fiber Shelves 860647710 Jan 19Document14 pagesC411 Agile Fiber Shelves 860647710 Jan 19NancyNo ratings yet