You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- BMW E39 Towing HitchDocument19 pagesBMW E39 Towing HitchDomenHumar100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- d2676 Regulacja ZaworówDocument10 pagesd2676 Regulacja ZaworówLUKAS100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Esquema Hidraulico DX140WDocument2 pagesEsquema Hidraulico DX140WMarcelo ArayaNo ratings yet
- 29B 112 1686Document209 pages29B 112 1686gerardoNo ratings yet
- Craftsman CatalogueDocument2 pagesCraftsman CatalogueRiki NurzamanNo ratings yet
- F1505 Fobd8972Document23 pagesF1505 Fobd8972Carlos Alberto Acosta ColumbosNo ratings yet
- TM 5-2420-222-20-3 John Deere JD 410 Backhoe LoaderDocument780 pagesTM 5-2420-222-20-3 John Deere JD 410 Backhoe LoaderAdvocate100% (4)
- Multiple Disc Brake: Service InstructionsDocument4 pagesMultiple Disc Brake: Service InstructionsMarcelo Araya100% (1)
- FD160E Bomba HidraulicaDocument5 pagesFD160E Bomba HidraulicaMarcelo ArayaNo ratings yet
- Model 250 Planetary Geardrive Service & Repair ManualDocument8 pagesModel 250 Planetary Geardrive Service & Repair ManualMarcelo ArayaNo ratings yet
- Hydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Document2 pagesHydraulic Oil Control Valve, 4-Valve (1 9) (With ECSS) (#60638-)Marcelo ArayaNo ratings yet
- PC-0088 9A Valve and Coil ChangeDocument3 pagesPC-0088 9A Valve and Coil ChangeMarcelo ArayaNo ratings yet
- Gold Cup Application HandbookDocument72 pagesGold Cup Application HandbookMarcelo ArayaNo ratings yet
- Valvula Freno Komatsu Wa1200 (Mantos)Document3 pagesValvula Freno Komatsu Wa1200 (Mantos)Marcelo ArayaNo ratings yet
- Pos. Part No QT y Parts Name Comments: (1) MOTOR ASS'Y Komatsu 288.801 KGDocument9 pagesPos. Part No QT y Parts Name Comments: (1) MOTOR ASS'Y Komatsu 288.801 KGMarcelo ArayaNo ratings yet
- Pos. Part No Qty Parts Name CommentsDocument17 pagesPos. Part No Qty Parts Name CommentsMarcelo ArayaNo ratings yet
- Spare Parts List: R902446097 Drawing: Material NumberDocument21 pagesSpare Parts List: R902446097 Drawing: Material NumberMarcelo ArayaNo ratings yet
- Dowmax SMADocument35 pagesDowmax SMAMarcelo ArayaNo ratings yet
- Bucyrus International, Inc.: 49HR Blast Hole DrillDocument11 pagesBucyrus International, Inc.: 49HR Blast Hole DrillMarcelo ArayaNo ratings yet
- 04 - HMF - V - R - 02 - e MotorDocument24 pages04 - HMF - V - R - 02 - e MotorMarcelo ArayaNo ratings yet
- OADDocument8 pagesOADMarcelo ArayaNo ratings yet
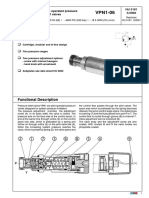
- VPN1 06Document10 pagesVPN1 06Marcelo ArayaNo ratings yet
- T50y IpbDocument4 pagesT50y IpbMarcelo ArayaNo ratings yet
- GM Maint Catalog PDFDocument38 pagesGM Maint Catalog PDFMarcelo ArayaNo ratings yet
- Model m5 Service ManualDocument28 pagesModel m5 Service ManualMarcelo ArayaNo ratings yet
- Procedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Document14 pagesProcedures For Rotational Capacity Testing of Galvanized ASTM A325 ..Sayed Diab AlsayedNo ratings yet
- Malerspace ToolsDocument34 pagesMalerspace ToolsEdson LMNo ratings yet
- LR3 Brake BibleDocument34 pagesLR3 Brake BibleFrancisco100% (1)
- JETYD Brochure PDFDocument24 pagesJETYD Brochure PDFpicottoNo ratings yet
- Teda CRTDocument31 pagesTeda CRTAndre AgmadilaNo ratings yet
- Appendix CDE Handbook 9.29.14 PDFDocument219 pagesAppendix CDE Handbook 9.29.14 PDFzaenal syamsuNo ratings yet
- Apd HC-10 PDFDocument56 pagesApd HC-10 PDFemanuelNo ratings yet
- HD785-5 (JPN)Document164 pagesHD785-5 (JPN)Alexis AguilarNo ratings yet
- ST1000 PDFDocument32 pagesST1000 PDFFranNo ratings yet
- Technical Maintenance Manual: Legend First StageDocument18 pagesTechnical Maintenance Manual: Legend First StageValdrickNo ratings yet
- Instal RRUDocument85 pagesInstal RRUКурбан УмархановNo ratings yet
- Manual de Asemblywa900-3Document89 pagesManual de Asemblywa900-3Angel Diaz RavinesNo ratings yet
- TVFX CD TKDocument69 pagesTVFX CD TKLucho Cohaila GuzmanNo ratings yet
- Commissioning RM6Document31 pagesCommissioning RM6pemanr1914100% (3)
- CPR0517 30Document16 pagesCPR0517 30Jamie MiddletonNo ratings yet
- Auto Tech F Sik It InstallationDocument3 pagesAuto Tech F Sik It Installationmaximilien guillouNo ratings yet
- Desarmado-Armado Diferencial 150 151Document150 pagesDesarmado-Armado Diferencial 150 151Patricio Alejandro Castro LopezNo ratings yet
- 25hp 4p 284tpa Wpi Bf37 AuDocument15 pages25hp 4p 284tpa Wpi Bf37 Aurhusseinpos4765No ratings yet
- 491 TechdataDocument11 pages491 Techdatahugo.vicenteNo ratings yet
- Socket CatalogueDocument5 pagesSocket CataloguespNo ratings yet
- XPIC and Allignment 2008Document127 pagesXPIC and Allignment 2008Anonymous SuO1HHNo ratings yet
- Steadicam SchematicsDocument6 pagesSteadicam SchematicsGabriel SobecNo ratings yet
- Machinery Library ReadmeDocument6 pagesMachinery Library ReadmepacorradoNo ratings yet