You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 60 KLPD Grain-Based Distillery - A SnapshotDocument9 pages60 KLPD Grain-Based Distillery - A SnapshotAmrit Agarwal100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CTB Irc 37 2018Document17 pagesCTB Irc 37 2018Navarun Vashisth100% (1)
- Resignation Letter Example FinalDocument2 pagesResignation Letter Example FinalRavi DeshmukhNo ratings yet
- Waste Heat RecoveryDocument32 pagesWaste Heat RecoveryRavi DeshmukhNo ratings yet
- Chapter 2: Water TreatmentDocument9 pagesChapter 2: Water TreatmentRavi DeshmukhNo ratings yet
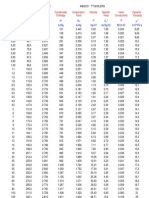
- Steam TableDocument1 pageSteam TableRavi DeshmukhNo ratings yet
- PGDC Program BrochureDocument14 pagesPGDC Program BrochureRavi DeshmukhNo ratings yet
- Ngineering ATA: Fan Sound & Sound RatingsDocument8 pagesNgineering ATA: Fan Sound & Sound RatingsRavi DeshmukhNo ratings yet
- Ejector PrincipleDocument13 pagesEjector Principlekhoshya7100% (1)
- Fan VibrationDocument6 pagesFan VibrationRavi Deshmukh100% (2)
- Boiler FeedwaterDocument5 pagesBoiler FeedwaterRavi DeshmukhNo ratings yet
- Electrostatic PrecipitatorsDocument31 pagesElectrostatic PrecipitatorsRavi DeshmukhNo ratings yet
- Liquid Controls: Industrial Metering ApplicationsDocument8 pagesLiquid Controls: Industrial Metering Applicationsyousuf79No ratings yet
- Structured Question AnswersDocument33 pagesStructured Question AnswersNg Swee Loong StevenNo ratings yet
- Physical CarcinogenesisDocument3 pagesPhysical CarcinogenesisamaraadhithiyaNo ratings yet
- Presentation To Sheik Ebrahim On GrahamTek TechnologyDocument40 pagesPresentation To Sheik Ebrahim On GrahamTek Technologydjf113No ratings yet
- 4rth Sem SyllabusDocument11 pages4rth Sem SyllabusChaitanyaNo ratings yet
- Constitutive Model For Fibre Reinforced Concrete by Coupling The Fibre andDocument19 pagesConstitutive Model For Fibre Reinforced Concrete by Coupling The Fibre andDaniel De Andrade SouzaNo ratings yet
- pcr شرح مفصل عنDocument26 pagespcr شرح مفصل عنZainab HasanNo ratings yet
- The Applications of Enzymes in Industry and MedicineDocument6 pagesThe Applications of Enzymes in Industry and MedicineMary ThomasNo ratings yet
- Durosan 03 Matt Exterior (Azad Jotun)Document3 pagesDurosan 03 Matt Exterior (Azad Jotun)AzadAhmadNo ratings yet
- XRD 1Document47 pagesXRD 1Bakhita MaryamNo ratings yet
- SCHA1201Document94 pagesSCHA1201Saptanshu SamalNo ratings yet
- AST Assignment 3Document6 pagesAST Assignment 3ramiresc76No ratings yet
- SC Johnson Pledge CleanDocument16 pagesSC Johnson Pledge Cleanemre sönmezNo ratings yet
- Análise Termal Pistão DieselDocument92 pagesAnálise Termal Pistão DieselrenatoeliegeNo ratings yet
- IB Chemistry - SL Topic 2 Questions 1.: (Total 1 Mark)Document22 pagesIB Chemistry - SL Topic 2 Questions 1.: (Total 1 Mark)Francesco GiacomettiNo ratings yet
- EnergySRP Forms MatchingDocument2 pagesEnergySRP Forms Matchingeiad-mahmoudNo ratings yet
- E546-14 Standard Test Method For Frost-Dew Point of Sealed Insulating Glass UnitsDocument6 pagesE546-14 Standard Test Method For Frost-Dew Point of Sealed Insulating Glass UnitsMuhammad SalmanNo ratings yet
- PLN-1400-0000-012 Environmental Monitoring Plan October PDFDocument17 pagesPLN-1400-0000-012 Environmental Monitoring Plan October PDFrodman823No ratings yet
- UofT CSC258 Computer Organization Lecture 1 Transistors Slides PDFDocument40 pagesUofT CSC258 Computer Organization Lecture 1 Transistors Slides PDFGrey PointNo ratings yet
- Nuclear Fission and Fusion: Unit IV: Atomic Physics Welter Class NotesDocument5 pagesNuclear Fission and Fusion: Unit IV: Atomic Physics Welter Class Notesbharathy100% (1)
- PCE - Li Et Al 2015 - J - Study On Preparation and Properties of Polycarboxylate Superplasticizer With Early-Age StrengthDocument3 pagesPCE - Li Et Al 2015 - J - Study On Preparation and Properties of Polycarboxylate Superplasticizer With Early-Age StrengthListya Eka AnggrainiNo ratings yet
- Committee Report:: Design and Installation of PE PipeDocument9 pagesCommittee Report:: Design and Installation of PE PipeJohari A. KasimNo ratings yet
- Mechanical Properties of NanomaterialsDocument9 pagesMechanical Properties of NanomaterialsFlorin AndreiNo ratings yet
- Construction and Building Materials: H.Y. Leung, J. Kim, A. Nadeem, Jayaprakash Jaganathan, M.P. AnwarDocument7 pagesConstruction and Building Materials: H.Y. Leung, J. Kim, A. Nadeem, Jayaprakash Jaganathan, M.P. AnwarshanmugapriyasudhaswNo ratings yet
- Prelim Paper 23-24Document2 pagesPrelim Paper 23-24ffqueen179No ratings yet
- MSDS Hydrocarbon Resin QILONG QIDocument4 pagesMSDS Hydrocarbon Resin QILONG QIJose E BatistaNo ratings yet
- Fire Risk Assessment Guide - UploadDocument8 pagesFire Risk Assessment Guide - UploadBenson NgNo ratings yet
- JJDocument6 pagesJJNisrina Ariesa SalsabilaNo ratings yet