You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Put An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamDocument8 pagesPut An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamjoseNo ratings yet
- Impression MaterialsDocument23 pagesImpression MaterialscoldmailhotmailNo ratings yet
- Study and Analysis On Heat Treatment Process and Microstructure of Low Carbon SteelDocument6 pagesStudy and Analysis On Heat Treatment Process and Microstructure of Low Carbon SteelIJARTESNo ratings yet
- Power Generation From Speed Breaker Using Crank ShaftDocument6 pagesPower Generation From Speed Breaker Using Crank ShaftIJARTESNo ratings yet
- Non Uniform Background Illumination Removal (NUBIR) From Microscopic ImagesDocument7 pagesNon Uniform Background Illumination Removal (NUBIR) From Microscopic ImagesIJARTESNo ratings yet
- Comparison of Different Clustering Algorithms Using WEKA ToolDocument3 pagesComparison of Different Clustering Algorithms Using WEKA ToolIJARTESNo ratings yet
- A Survey On Odia Handwritten Character RecognitionDocument2 pagesA Survey On Odia Handwritten Character RecognitionIJARTESNo ratings yet
- Task Card Ata 12Document255 pagesTask Card Ata 12Iering Josserand100% (3)
- Engineering Materials by McalisterDocument17 pagesEngineering Materials by McalisterHamza KhalidNo ratings yet
- Activity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Document7 pagesActivity Sheet Quarter 3 - Week 3: Tvl-Afa - (Agricultural Crops Production Ncii)Ma Luisa Ancog AngsincoNo ratings yet
- Natural Gas Engine ODocument8 pagesNatural Gas Engine Ogoldy456No ratings yet
- DewHughes LTP27 JC HistoryDocument10 pagesDewHughes LTP27 JC Historyikramullah041288No ratings yet
- Glass Substrate CleaningDocument3 pagesGlass Substrate Cleaningpintu4allNo ratings yet
- Panduit Ls8e ManualDocument12 pagesPanduit Ls8e ManualAndrés Felipe Fandiño MNo ratings yet
- Production EquipmentDocument27 pagesProduction EquipmentBalamurugan ThangaveluNo ratings yet
- Copper Tube For R410Document2 pagesCopper Tube For R410nhan le100% (1)
- SCI Steel Buildings BenefitsDocument24 pagesSCI Steel Buildings BenefitsengkjNo ratings yet
- Group Project of Environmental Engineering (BFC32403)Document1 pageGroup Project of Environmental Engineering (BFC32403)Rome GentaNo ratings yet
- AMTEC Threaded Inserts PDFDocument36 pagesAMTEC Threaded Inserts PDFdlstoneNo ratings yet
- EVMS Product Catalogue PDFDocument13 pagesEVMS Product Catalogue PDFGokula Krishnan CNo ratings yet
- Assessment of Waste Water Quality of Sewage Treatment Plant-A Case StudyDocument5 pagesAssessment of Waste Water Quality of Sewage Treatment Plant-A Case StudyAkari SoeNo ratings yet
- All-PC Inverter 8400 8200 8200MOTEC 9300Document70 pagesAll-PC Inverter 8400 8200 8200MOTEC 9300Pham Hoa0% (1)
- 07 Science Ncert Sol Ch06 Physical and Chemical Changes PDFDocument4 pages07 Science Ncert Sol Ch06 Physical and Chemical Changes PDFSomokantaNo ratings yet
- Piezo Energy Harvester: Piezoelectric Energy Harvesting KitDocument2 pagesPiezo Energy Harvester: Piezoelectric Energy Harvesting KitNadhifa MldNo ratings yet
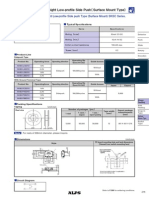
- 1.25mm Height Low-Profile Side Push Surface Mount TypeDocument3 pages1.25mm Height Low-Profile Side Push Surface Mount TypeshyhuNo ratings yet
- Industrial Heating and Cooling CoilsDocument4 pagesIndustrial Heating and Cooling CoilsSME CoilsNo ratings yet
- Hazen Williams Pressure Loss CalculatorDocument2 pagesHazen Williams Pressure Loss Calculatorchristian1909No ratings yet
- Loctite Stycast 2762Ft: Technical Data SheetDocument3 pagesLoctite Stycast 2762Ft: Technical Data SheetankitaNo ratings yet
- Space Marine CostumeDocument10 pagesSpace Marine CostumetoxotaiofspartaNo ratings yet
- Course Applied For: Post Graduate Diploma in Plastics Processing & Testing (PGD-PPT Centre: Cipet, Jaipur Academic Year: 2008-2010Document18 pagesCourse Applied For: Post Graduate Diploma in Plastics Processing & Testing (PGD-PPT Centre: Cipet, Jaipur Academic Year: 2008-2010vimal verma100% (1)
- MAG-welding of Zn-Coated Steel, A Continued Process Study: Research ReportDocument42 pagesMAG-welding of Zn-Coated Steel, A Continued Process Study: Research ReportbertilssonNo ratings yet
- LCN Door Controls Price Book 2011Document60 pagesLCN Door Controls Price Book 2011Security Lock DistributorsNo ratings yet
- Psychro PDFDocument29 pagesPsychro PDFKhoyrul HudaNo ratings yet
- Operating Manual OISDocument9 pagesOperating Manual OISdoumtNo ratings yet
- Buchi R-300Document25 pagesBuchi R-300TKG SCIENTIFIC InstrumentsNo ratings yet