You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Castor Business Plan - enDocument28 pagesCastor Business Plan - enVpsingh86% (7)
- итоговое заданиеDocument2 pagesитоговое заданиеOlga Kukhtina100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Thermodynamics 3Document23 pagesThermodynamics 3Jo Ces27% (11)
- Api 576 Study QuestionsDocument9 pagesApi 576 Study Questionseragorn100% (1)
- 8 Critical Change Management Models To Evolve and Survive - Process StreetDocument52 pages8 Critical Change Management Models To Evolve and Survive - Process StreetUJJWALNo ratings yet
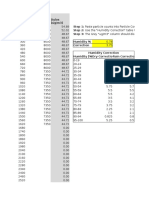
- Dylos Conversion Education - Cehs.health - Umt.eduDocument117 pagesDylos Conversion Education - Cehs.health - Umt.eduMCNo ratings yet
- Work Experience: Rizky Regannaldo FajarrahmanDocument3 pagesWork Experience: Rizky Regannaldo FajarrahmanCak IbnuNo ratings yet
- Heart Disease and Stroke BrochureDocument3 pagesHeart Disease and Stroke Brochureapi-461951012No ratings yet
- Plastics Training 101: Here's A Quick Summary of The Various Training Methods Available To Plastics ProcessorsDocument2 pagesPlastics Training 101: Here's A Quick Summary of The Various Training Methods Available To Plastics ProcessorsFITIWINo ratings yet
- Geometry in Daily LifeDocument29 pagesGeometry in Daily LifeDorathy SinggaNo ratings yet
- Eaton Hydroline TS CylinderDocument8 pagesEaton Hydroline TS CylinderHanzil HakeemNo ratings yet
- Condor PaperDocument12 pagesCondor Paperarafath1985No ratings yet
- Biomass and Bioenergy: Elias W. Gabisa, Shabbir H. GheewalaDocument11 pagesBiomass and Bioenergy: Elias W. Gabisa, Shabbir H. GheewalaAshenafiNo ratings yet
- Donalson GDX BrochureDocument4 pagesDonalson GDX Brochuretoon_naNo ratings yet
- Hs English 12 Unit01Document6 pagesHs English 12 Unit01Nguyễn Tài ThiệpNo ratings yet
- Datum, Positioning Dan Photo Udara: B. Sulistijo, PHD Email:Budis@Mining - Itb.Ac - Id Private:0812 202 1017Document50 pagesDatum, Positioning Dan Photo Udara: B. Sulistijo, PHD Email:Budis@Mining - Itb.Ac - Id Private:0812 202 1017Hary laksanaNo ratings yet
- TechRep7 1Document8 pagesTechRep7 1Dave Vendivil SambranoNo ratings yet
- ABB Controls Training Brochure Jul-Dec 2014 PDFDocument4 pagesABB Controls Training Brochure Jul-Dec 2014 PDFpurwantoNo ratings yet
- Ishmael MkandawireDocument5 pagesIshmael Mkandawiredanniesande06No ratings yet
- ch4 Standard DeviationDocument14 pagesch4 Standard DeviationAkbar SuhendiNo ratings yet
- Government AccountingDocument32 pagesGovernment AccountingLaika Mae D. CariñoNo ratings yet
- PipeChart Trupply 2015 PDFDocument2 pagesPipeChart Trupply 2015 PDFDeepak PatilNo ratings yet
- Rhetorical Questions With "Nandao" - Chinese Grammar WikiDocument3 pagesRhetorical Questions With "Nandao" - Chinese Grammar WikiluffyNo ratings yet
- ABB Junction BoxDocument56 pagesABB Junction BoxingeisaaclgNo ratings yet
- PZO900019EDocument12 pagesPZO900019EKazsaFahrenthold100% (2)
- The Arnolfini PortraitDocument2 pagesThe Arnolfini PortraitDragana RistovaNo ratings yet
- Mte 10Document10 pagesMte 10VipinNo ratings yet
- Diagram 2 Data Link ConnectorDocument1 pageDiagram 2 Data Link ConnectorJoycee Lázaro ReyesNo ratings yet
- Chapter 2Document111 pagesChapter 2Phạm Ngọc Khánh An lớp 1.10No ratings yet
- Information System Implementation PDFDocument2 pagesInformation System Implementation PDFRobert KamauNo ratings yet