You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Diffie HellmanDocument11 pagesDiffie HellmanARP BOGNo ratings yet
- Vintage Lenses 20211124 153207Document6 pagesVintage Lenses 20211124 153207Jiang Hao (seiend)No ratings yet
- Executive Diploma in Human Resource ManagementDocument3 pagesExecutive Diploma in Human Resource ManagementEMELLDA M.ANo ratings yet
- Synopsis Ali HaiderDocument8 pagesSynopsis Ali HaideraleehaiderjuttNo ratings yet
- Design NewDocument9 pagesDesign NewArdago LenggaNo ratings yet
- Item ID Item DESC Item Barcode Image: 1 100 Places To Go While Still Young at HeartDocument60 pagesItem ID Item DESC Item Barcode Image: 1 100 Places To Go While Still Young at HeartozgufNo ratings yet
- A 4x4 Modified 8T SRAM Cell Array Using Power Gating TechniqueDocument7 pagesA 4x4 Modified 8T SRAM Cell Array Using Power Gating TechniqueArvind ChakrapaniNo ratings yet
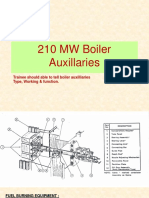
- 210 MW Boiler AuxillariesDocument18 pages210 MW Boiler AuxillariesAhemadNo ratings yet
- Atomic FE TutorialDocument46 pagesAtomic FE TutorialVegaNo ratings yet
- Automatic Turbine Run Up SystemDocument47 pagesAutomatic Turbine Run Up SystemNikhil Dhingra100% (1)
- Colibri T20 Tegra2 256MB V1.2a - Specification - CO60041 PDFDocument47 pagesColibri T20 Tegra2 256MB V1.2a - Specification - CO60041 PDFPon KrithikhaNo ratings yet
- Triaxial Test IntroductionDocument4 pagesTriaxial Test IntroductionAshadi Hamdan100% (3)
- NCM 104-Community Health Nursing I (Individual & Family As Client) Midterms Exam 2021-2022Document2 pagesNCM 104-Community Health Nursing I (Individual & Family As Client) Midterms Exam 2021-2022Aud BenitezNo ratings yet
- Mayer+empl: Architectural Space InterventionDocument55 pagesMayer+empl: Architectural Space InterventionQuirin EmplNo ratings yet
- User's GuideDocument383 pagesUser's GuidejoseNo ratings yet
- Acquired Skills and The Competencies in Bread and Pastry Production of Grade 11 TVL Senior High School StudentsDocument11 pagesAcquired Skills and The Competencies in Bread and Pastry Production of Grade 11 TVL Senior High School StudentsIOER International Multidisciplinary Research Journal ( IIMRJ)No ratings yet
- Major Assignment Brief (60%)Document14 pagesMajor Assignment Brief (60%)anees kausarNo ratings yet
- Does Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and PurchasesDocument7 pagesDoes Social Media Influence Consumer Buying Behavior An Investigation of Recommendations and Purchasesyash_28No ratings yet
- Lrfdseis 2 I3Document9 pagesLrfdseis 2 I3KY PengNo ratings yet
- Air Refrigeration SystemDocument29 pagesAir Refrigeration SystemSumit KumarNo ratings yet
- "I Am Not Complaining"-Ambivalence Construct in Schizoid Personality DisorderDocument22 pages"I Am Not Complaining"-Ambivalence Construct in Schizoid Personality DisorderinsildaNo ratings yet
- MSC Trainings 2015Document45 pagesMSC Trainings 2015Francesco BNo ratings yet
- CrashesDocument2 pagesCrashesInggritNo ratings yet
- 1000 Lit Per Hour, With LPS, Revised Proposal, 12 May 2016Document20 pages1000 Lit Per Hour, With LPS, Revised Proposal, 12 May 2016Mohamed Sayed Abdo100% (1)
- Rubric For A Research ProjectDocument6 pagesRubric For A Research ProjectSifu KNo ratings yet
- Steps For Writing Research PaperDocument8 pagesSteps For Writing Research Paperaflbtlzaw100% (1)
- 7 Habits - PreworkDocument11 pages7 Habits - PreworkArslan Naseer WarraichNo ratings yet
- Group 14 Monitoring SystemDocument27 pagesGroup 14 Monitoring SystemAndrei 26No ratings yet
- JRVelasco - Lesson 21, Art AppreciationDocument4 pagesJRVelasco - Lesson 21, Art AppreciationJon Ruemer Pontawe VelascoNo ratings yet
- V7 Host Implementation Guide v2.0.6 - LiquorDocument54 pagesV7 Host Implementation Guide v2.0.6 - LiquorShubham Namdev100% (1)