You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BBS IntroDocument15 pagesBBS IntroKaushal KumarNo ratings yet
- Strategic TechnologiesDocument556 pagesStrategic TechnologiesMajmaah_Univ_PublicNo ratings yet
- Saeco Incanto Deluxe Parts DiagramDocument5 pagesSaeco Incanto Deluxe Parts DiagramAlain HOAREAU100% (1)
- Drilling Fluid Systems: © 2004 Baker Hughes Incorporated All Rights ReservedDocument33 pagesDrilling Fluid Systems: © 2004 Baker Hughes Incorporated All Rights ReservedKaleem UllahNo ratings yet
- DONIT IG Brosura NOVO PDFDocument36 pagesDONIT IG Brosura NOVO PDFMohamed RizkNo ratings yet
- Equipment Design Chapter 3Document30 pagesEquipment Design Chapter 3Miguel Magat JovesNo ratings yet
- Quarter 3 - W E E K 1: GradeDocument13 pagesQuarter 3 - W E E K 1: GradeAleesa RowanNo ratings yet
- Mechanical HandbookDocument124 pagesMechanical Handbookgugaskarthik50% (2)
- Roadmap Tailings-ReductionDocument34 pagesRoadmap Tailings-ReductionMarcel Mota ReikdalNo ratings yet
- Standard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USADocument2 pagesStandard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USAStuart WickensNo ratings yet
- AA V1 I3 Predicting Liquid AtomizationDocument1 pageAA V1 I3 Predicting Liquid AtomizationKaushik Ram SNo ratings yet
- Calculation Sheet-F3 Node-3 10: Design of Combined Footing:-ZDocument25 pagesCalculation Sheet-F3 Node-3 10: Design of Combined Footing:-Zask.kulkarni Kulkarni100% (1)
- Antigen-Antibody Interactions: The Basis of Immune RecognitionDocument3 pagesAntigen-Antibody Interactions: The Basis of Immune RecognitionTinku MeherNo ratings yet
- C I & C C: Omplex ONS Oordination OmpoundsDocument2 pagesC I & C C: Omplex ONS Oordination OmpoundsAL-AMEENNo ratings yet
- Stabilization of Soils Using Geosynthetics Ijariie7098Document14 pagesStabilization of Soils Using Geosynthetics Ijariie7098Rachitha PrachithaNo ratings yet
- Built Up - PlumbingDocument17 pagesBuilt Up - PlumbingFarah hashimNo ratings yet
- Tugas1 - 101219084 - Tesalonicha S. WongkarDocument4 pagesTugas1 - 101219084 - Tesalonicha S. WongkarTessalonika WongkarNo ratings yet
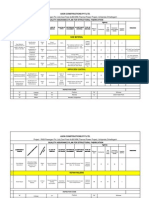
- Project: RKM Powergen Pvt. Ltd. (Coal Fired 4x360 MW, Thermal Power Project, Uchipinda, ChhattisgarhDocument5 pagesProject: RKM Powergen Pvt. Ltd. (Coal Fired 4x360 MW, Thermal Power Project, Uchipinda, ChhattisgarhAshwani DograNo ratings yet
- ECS 3-12-1 - 4 - 800871d2Document18 pagesECS 3-12-1 - 4 - 800871d2Florin Daniel AnghelNo ratings yet
- Sanilec PDFDocument8 pagesSanilec PDFOso CasaNo ratings yet
- Hydrochloric Acid Regeneration in Hydrometallurgical ProcessesDocument13 pagesHydrochloric Acid Regeneration in Hydrometallurgical ProcessesmacNo ratings yet
- Everyday Item-Inspired Color SchemesDocument25 pagesEveryday Item-Inspired Color SchemesmkaranjacNo ratings yet
- Wall Thickness Calculation-12 InchDocument23 pagesWall Thickness Calculation-12 InchChirag ShahNo ratings yet
- Current ElectricityDocument12 pagesCurrent ElectricityKumbhar SaketNo ratings yet
- Gas Detection System ReportDocument25 pagesGas Detection System ReportSherindavidNo ratings yet
- Geotechnics DataDocument31 pagesGeotechnics DataDid DdeNo ratings yet
- Understanding the Mechanism of "Smart WaterDocument28 pagesUnderstanding the Mechanism of "Smart WaterLulut Fitra FalaNo ratings yet
- Sequentially Linear Continuum Model For Concrete FractureDocument9 pagesSequentially Linear Continuum Model For Concrete FractureStajic MilanNo ratings yet
- Epoxy HandbookDocument277 pagesEpoxy HandbookTan Soh Huen100% (3)