You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Managing Project RisksDocument463 pagesManaging Project RisksArpit Gupta100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Advances in Safety Management and Human Factors PDFDocument548 pagesAdvances in Safety Management and Human Factors PDFTI Henry Martins100% (2)
- Indonesia Payment Systems Blueprint 2025 PDFDocument72 pagesIndonesia Payment Systems Blueprint 2025 PDFErika Revianda0% (1)
- Managing The Cost of Compliance in Pharmaceutical OperationsDocument9 pagesManaging The Cost of Compliance in Pharmaceutical OperationsAnthony MichailNo ratings yet
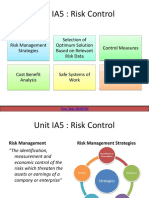
- Unit IA5Document15 pagesUnit IA5TI Henry MartinsNo ratings yet
- Unit IA2Document20 pagesUnit IA2TI Henry Martins100% (1)
- 8 Indoor Environment QualityDocument8 pages8 Indoor Environment QualityTI Henry MartinsNo ratings yet
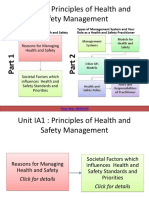
- Unit IA1 Part 1Document7 pagesUnit IA1 Part 1TI Henry MartinsNo ratings yet
- Unit C Exam Questions 2019 PDFDocument30 pagesUnit C Exam Questions 2019 PDFTI Henry Martins100% (1)
- Introduction To TourismDocument128 pagesIntroduction To TourismEbrahim HussenNo ratings yet
- Project Planning Notes Google Project Planning - Google CertificateDocument4 pagesProject Planning Notes Google Project Planning - Google CertificateAkshay RamNo ratings yet
- Credit Risk AnalysisDocument3 pagesCredit Risk Analysismesba_17No ratings yet
- Real One 2Document23 pagesReal One 2Abdul HalimNo ratings yet
- Data Center Risk Management PlanDocument6 pagesData Center Risk Management PlanJorge MendozaNo ratings yet
- SE - Unit 4 and 5 - CompleteDocument35 pagesSE - Unit 4 and 5 - Completeaishwarya mekalaNo ratings yet
- Applying COSO's: Enterprise Risk Management - Integrated FrameworkDocument50 pagesApplying COSO's: Enterprise Risk Management - Integrated Frameworkgovarthan1976No ratings yet
- CBC Cookery PartialDocument26 pagesCBC Cookery PartialvorexxetoNo ratings yet
- BookletDocument8 pagesBookletJet BrianNo ratings yet
- Ethics of AI and Cybersecurity When Sovereignty Is at Stake: Paul TimmersDocument12 pagesEthics of AI and Cybersecurity When Sovereignty Is at Stake: Paul TimmersJorge Luis MortonNo ratings yet
- Circular 48 2010Document104 pagesCircular 48 2010oatsej4014No ratings yet
- DissertationDocument47 pagesDissertationSahil Mehta100% (2)
- Oems Manual l1 enDocument59 pagesOems Manual l1 enBruno TelesNo ratings yet
- Enterprise Risk ManagementDocument2 pagesEnterprise Risk Managementamirq4No ratings yet
- Risk Management Plan TemplateDocument18 pagesRisk Management Plan TemplateChinh Lê ĐìnhNo ratings yet
- Rapid Risk Assessment of Acute Public Health EventsDocument44 pagesRapid Risk Assessment of Acute Public Health EventsdinahajjarNo ratings yet
- 2005 Making Space For Water DEFRADocument45 pages2005 Making Space For Water DEFRAMike ChapmanNo ratings yet
- Nist Privacy FrameworkDocument43 pagesNist Privacy FrameworkE.G100% (1)
- ENISA IT Business Continuity ManagementDocument127 pagesENISA IT Business Continuity ManagementCristian ȘtefanNo ratings yet
- BARANGAY DISASTER RISK REDUCTION MANAGEMENT PLAN (p1)Document2 pagesBARANGAY DISASTER RISK REDUCTION MANAGEMENT PLAN (p1)rogelio ramiroNo ratings yet
- Sofia Senna: ObjectiveDocument2 pagesSofia Senna: ObjectiveilovevdkNo ratings yet
- Irqb Guideline 6 Special Processes Rev01Document22 pagesIrqb Guideline 6 Special Processes Rev01Delong KongNo ratings yet
- Underwriting Assgment Group 2Document8 pagesUnderwriting Assgment Group 2Elias maphinaNo ratings yet
- 0000-000-020.01 IMS-OMR Foundation 12 OMR Guidance DocumentDocument15 pages0000-000-020.01 IMS-OMR Foundation 12 OMR Guidance DocumentShubham Baderiya100% (1)
- Flash Card 5 PDFDocument98 pagesFlash Card 5 PDFpauline faye bayaniNo ratings yet
- Jean Marie SavinDocument19 pagesJean Marie SavinjtnylsonNo ratings yet
- Microsoft Azure Security - Sample ChapterDocument25 pagesMicrosoft Azure Security - Sample ChapterPackt PublishingNo ratings yet