You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Nail Tech8 Lesson PlanDocument57 pagesNail Tech8 Lesson PlanRaquelNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Stone SkeletonDocument43 pagesThe Stone SkeletonNicola Faggion100% (2)
- Page 1 of 2 Unit HistoryDocument2 pagesPage 1 of 2 Unit HistoryMetisNo ratings yet
- ISO TS 2900 PreviewDocument5 pagesISO TS 2900 PreviewpkguptaqaqcNo ratings yet
- Chat GPT-GM QualityDocument2 pagesChat GPT-GM QualitypkguptaqaqcNo ratings yet
- ATS Resume RequirementsDocument1 pageATS Resume RequirementspkguptaqaqcNo ratings yet
- 1 Expert Ats-Resume-Template-20201208Document2 pages1 Expert Ats-Resume-Template-20201208pkguptaqaqcNo ratings yet
- 1 Good ResumeDocument1 page1 Good ResumepkguptaqaqcNo ratings yet
- The Challenge of Measuring The Cost of QualityDocument11 pagesThe Challenge of Measuring The Cost of QualitypkguptaqaqcNo ratings yet
- The ASTM B111Document2 pagesThe ASTM B111pkguptaqaqcNo ratings yet
- 1 Cost - of - Poor - Quality GOODDocument18 pages1 Cost - of - Poor - Quality GOODpkguptaqaqcNo ratings yet
- 09 W1CostofPoorQualityDocument21 pages09 W1CostofPoorQualitypkguptaqaqcNo ratings yet
- Meja CW Puddle Flange-Unit#1 - Facts Finding ReportDocument16 pagesMeja CW Puddle Flange-Unit#1 - Facts Finding ReportpkguptaqaqcNo ratings yet
- Supplementary Communication Sheet: (Document/Drawing Information) With Regard To Ring ForgingDocument2 pagesSupplementary Communication Sheet: (Document/Drawing Information) With Regard To Ring ForgingpkguptaqaqcNo ratings yet
- Process Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQDocument2 pagesProcess Flow in Piping Production Control-Keihin: Dr-A DR-A' DR-B' BOQpkguptaqaqcNo ratings yet
- My Cholesterol: Software Support News/Blog Downloads BuyDocument8 pagesMy Cholesterol: Software Support News/Blog Downloads BuypkguptaqaqcNo ratings yet
- All CAAS Case: Meja #1 UNITDocument3 pagesAll CAAS Case: Meja #1 UNITpkguptaqaqcNo ratings yet
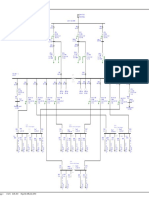
- One-Line Diagram - OLV1 (Edit Mode) : Open OpenDocument2 pagesOne-Line Diagram - OLV1 (Edit Mode) : Open OpenpkguptaqaqcNo ratings yet
- A377 (1999) Standard Index of Specifications For Ductile-Iron Pressure Pipe PDFDocument1 pageA377 (1999) Standard Index of Specifications For Ductile-Iron Pressure Pipe PDFGagan SinghNo ratings yet
- Quality Interview QuestionsDocument11 pagesQuality Interview QuestionspkguptaqaqcNo ratings yet
- Diabetes Mellitus: Liu Wei Department of Ob & Gy Ren Ji HospitalDocument13 pagesDiabetes Mellitus: Liu Wei Department of Ob & Gy Ren Ji HospitalpkguptaqaqcNo ratings yet
- Toshiba Motors IN India Tmeic Motors Manufactured AT T.D.Power India LTD BangaloreDocument12 pagesToshiba Motors IN India Tmeic Motors Manufactured AT T.D.Power India LTD BangalorepkguptaqaqcNo ratings yet
- Diabetes Lecture Part I: Dr. Kathleen Ethridge Northeast Texas Community CollegeDocument24 pagesDiabetes Lecture Part I: Dr. Kathleen Ethridge Northeast Texas Community CollegepkguptaqaqcNo ratings yet
- For Tender Purpose Only Preliminary Alternate Scheme: SILO-1 Intermediate SILO-2 IntermediateDocument1 pageFor Tender Purpose Only Preliminary Alternate Scheme: SILO-1 Intermediate SILO-2 IntermediatepkguptaqaqcNo ratings yet
- Catalogo Peças 13-15 NINJA 300Document129 pagesCatalogo Peças 13-15 NINJA 300ZumbiMotosNo ratings yet
- Ford C3: 3 SPEED RWD (Hydraulic Control)Document4 pagesFord C3: 3 SPEED RWD (Hydraulic Control)Krzysztof KjbNo ratings yet
- Westec Security - W3000 User ManualDocument13 pagesWestec Security - W3000 User ManualRussell FroelichNo ratings yet
- 2015 SP 12 Physics 08Document3 pages2015 SP 12 Physics 08maruthinmdcNo ratings yet
- 307Document3 pages307Layachi AbdelkebirNo ratings yet
- Lesson 1 Eim 10Document17 pagesLesson 1 Eim 10stfup zeliaNo ratings yet
- Utc Lm78Xx Linear Integrated Circuit: 3-Terminal 1A Positive Voltage RegulatorDocument7 pagesUtc Lm78Xx Linear Integrated Circuit: 3-Terminal 1A Positive Voltage RegulatorAbdulNo ratings yet
- Altus Hugger InstructionsDocument3 pagesAltus Hugger InstructionstylerdurdaneNo ratings yet
- Model m18 Service Manual 1418838679Document34 pagesModel m18 Service Manual 1418838679AndreeNo ratings yet
- Production of Methyl Ester From Mixed Oil (Dairy Waste Scum & Karanja Oil)Document6 pagesProduction of Methyl Ester From Mixed Oil (Dairy Waste Scum & Karanja Oil)Manish PatilNo ratings yet
- BPG - A6Water Management For Underground MinesDocument119 pagesBPG - A6Water Management For Underground MinesLouisAucamp100% (1)
- Berridge Product Catalog 2012Document36 pagesBerridge Product Catalog 2012BerridgeMfgCoNo ratings yet
- Cycle Simulation and Prototyping of Single-Effect Double-Lift Absorption ChillerDocument24 pagesCycle Simulation and Prototyping of Single-Effect Double-Lift Absorption ChillerUmar MajeedNo ratings yet
- Salesforce Reasearch PaperDocument264 pagesSalesforce Reasearch PaperMadina SmithNo ratings yet
- JSa For Glass FixingDocument17 pagesJSa For Glass FixingShekh BabulNo ratings yet
- Datasheet 61790 - DS PDFDocument28 pagesDatasheet 61790 - DS PDFjalmeida88No ratings yet
- Research Methodology SyllabusDocument2 pagesResearch Methodology SyllabusEjazriazvirkNo ratings yet
- Flexisecurit Er So PdsDocument2 pagesFlexisecurit Er So PdsLe Ngoc AnhNo ratings yet
- Preparing Adobe PDF Files For High-Resolution Printing: Today's Prepress Workflow Works, But It Doesn't Really FlowDocument0 pagesPreparing Adobe PDF Files For High-Resolution Printing: Today's Prepress Workflow Works, But It Doesn't Really FlowSyed ShahNo ratings yet
- Recovery Manager Users Guide and ReferenceDocument568 pagesRecovery Manager Users Guide and Referenceapi-3707774100% (1)
- Shortcut Process of Electronic ConfigurationDocument3 pagesShortcut Process of Electronic ConfigurationAsmitNo ratings yet
- S.E. (NEW) MAY 2014 Nandurbar DistrictDocument335 pagesS.E. (NEW) MAY 2014 Nandurbar DistrictDigitaladda India0% (1)
- Objective Type Questions in Circuit (Network) TheoryDocument88 pagesObjective Type Questions in Circuit (Network) TheoryradhamuraliNo ratings yet
- AD1 Inglês Instrumental 2008-1 GabaritoDocument4 pagesAD1 Inglês Instrumental 2008-1 GabaritoAdenilda Pereira LopesNo ratings yet
- Fig 4Document1 pageFig 4Hamza SohailNo ratings yet
- CVLE451-Online Lecture 3 PDFDocument28 pagesCVLE451-Online Lecture 3 PDFbasharNo ratings yet
- Characteristics of Strong-Motion EarthquakesDocument13 pagesCharacteristics of Strong-Motion EarthquakeselimosyNo ratings yet