You might also like
- Admiron Life Sciences Private Limited Party Content 1556860542 PDFDocument28 pagesAdmiron Life Sciences Private Limited Party Content 1556860542 PDFBalu BalireddiNo ratings yet
- QB PDC-1 PDFDocument21 pagesQB PDC-1 PDFBalu BalireddiNo ratings yet
- Designn of Heat ExchangerDocument53 pagesDesignn of Heat ExchangerBalu BalireddiNo ratings yet
- FT 4Document20 pagesFT 4Balu BalireddiNo ratings yet
- Depre ContDocument31 pagesDepre ContBalu BalireddiNo ratings yet
- Equipment Sizing and Specification: Shell and Tube Heat ExchangersDocument37 pagesEquipment Sizing and Specification: Shell and Tube Heat ExchangersBalu BalireddiNo ratings yet
- re and ΔpDocument2 pagesre and ΔpBalu BalireddiNo ratings yet
- DepreciationDocument26 pagesDepreciationBalu BalireddiNo ratings yet
- Alternative FuelsDocument21 pagesAlternative FuelsBalu BalireddiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Din 8077Document1 pageDin 8077spvsaiNo ratings yet
- Feed Water SystemDocument18 pagesFeed Water SystempajriramadhanNo ratings yet
- Internship PresentationDocument12 pagesInternship Presentationsanjeev krishnaNo ratings yet
- Record of Hydrostatic TestDocument16 pagesRecord of Hydrostatic TestKrishna SaiNo ratings yet
- Reducer: Sweat Reducer Hydraulic Concentric Eccentric ReducersDocument1 pageReducer: Sweat Reducer Hydraulic Concentric Eccentric ReducersMayur MandrekarNo ratings yet
- 7a - Main Hydraulic MAIN MASTER.Document6 pages7a - Main Hydraulic MAIN MASTER.Elmer Romero VilcaNo ratings yet
- Code Notes Standpipe SystemsDocument11 pagesCode Notes Standpipe SystemsJhoNo ratings yet
- PumpsDocument24 pagesPumpsDeva RajNo ratings yet
- Bomba300 ADocument1 pageBomba300 ADanDei12No ratings yet
- Pilot LockoutDocument6 pagesPilot LockoutDu TrầnNo ratings yet
- 007 - 6060 - RH340B - Travel System - CATDocument43 pages007 - 6060 - RH340B - Travel System - CAThectorNo ratings yet
- BLANCO Catris-S Flexo Promo June-JulyDocument5 pagesBLANCO Catris-S Flexo Promo June-Julygrosirkurma delimaNo ratings yet
- Chapter (5) Pump System CurveDocument27 pagesChapter (5) Pump System Curvekarioke mohaNo ratings yet
- Muscle Pumps: Operating and Maintenance ManualDocument182 pagesMuscle Pumps: Operating and Maintenance ManualJaime HenaoNo ratings yet
- Diaphragm Operated Pressure Flow Control Valve OmDocument7 pagesDiaphragm Operated Pressure Flow Control Valve OmAnupmaNo ratings yet
- HPC Unit. 3x PDFDocument10 pagesHPC Unit. 3x PDFSaix CreationsNo ratings yet
- Energy Conservation in PumpsDocument28 pagesEnergy Conservation in PumpsshridharbshenoyNo ratings yet
- 1.3 Boiler OperationDocument23 pages1.3 Boiler OperationLydia RupidaraNo ratings yet
- F 9197 FoamconcvalvehydrDocument2 pagesF 9197 FoamconcvalvehydrCkaal74No ratings yet
- ValvesDocument13 pagesValvesNilesh MistryNo ratings yet
- Hydraulic Schematic 6050 FS: Old Hydraulikschaltplan 6050 LSDocument1 pageHydraulic Schematic 6050 FS: Old Hydraulikschaltplan 6050 LSJHONATAN ESTEBAN VALENZUELA ALBIÑONo ratings yet
- DF05 - J06 - Electro Hydraulic - Agrovector 29.6 29.6Lp 35.7Document84 pagesDF05 - J06 - Electro Hydraulic - Agrovector 29.6 29.6Lp 35.7Nikolai PetkovNo ratings yet
- Product CatalogueDocument44 pagesProduct CatalogueEdmundo MendozaNo ratings yet
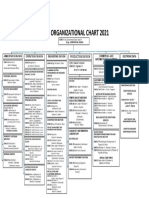
- Icws Organizational Chart 2021: Production Division Electronic Data Processing DivisionDocument1 pageIcws Organizational Chart 2021: Production Division Electronic Data Processing Divisionjanuary3196 :DNo ratings yet
- FYBROC-Series 3000 Recessed Impeller Horizontal PumpsDocument2 pagesFYBROC-Series 3000 Recessed Impeller Horizontal PumpsAdi Toto HaryonoNo ratings yet
- Fixed Displacement Vane Pump PVH Series 1X: RE 10338/05.2015, Bosch Rexroth AGDocument12 pagesFixed Displacement Vane Pump PVH Series 1X: RE 10338/05.2015, Bosch Rexroth AGJairoHernanLoperaNo ratings yet
- VFA Pricelist PDFDocument119 pagesVFA Pricelist PDFnatashaNo ratings yet
- Astm A488Document1 pageAstm A488Mohamed FaragNo ratings yet
- 12 MGDP I 1045 0 (Spec For WHCP)Document26 pages12 MGDP I 1045 0 (Spec For WHCP)Ricardo NapitupuluNo ratings yet