You might also like
- Smartdiagram PDFDocument47 pagesSmartdiagram PDFluiiyiNo ratings yet
- COVID 19 Facts and Insights March 9 VF PDFDocument19 pagesCOVID 19 Facts and Insights March 9 VF PDFnandan100% (1)
- Mit Scale Research Report: For More Information, ContactDocument6 pagesMit Scale Research Report: For More Information, ContactnandanNo ratings yet
- Kevin Leyton-Brown, Yoav Shoham: Game Theory II: Advanced Applications by Matthew O. JacksonDocument2 pagesKevin Leyton-Brown, Yoav Shoham: Game Theory II: Advanced Applications by Matthew O. JacksonnandanNo ratings yet
- Tikz CD PDFDocument17 pagesTikz CD PDFAlejandro GomezNo ratings yet
- Demand Forecasting and Inventory OptimizationDocument10 pagesDemand Forecasting and Inventory OptimizationnandanNo ratings yet
- Remanufacturing FlowDocument1 pageRemanufacturing FlownandanNo ratings yet
- Smartdiagram PDFDocument47 pagesSmartdiagram PDFluiiyiNo ratings yet
- Clinical Microbiology Reviews-2007-Cheng-660.fullDocument35 pagesClinical Microbiology Reviews-2007-Cheng-660.fullSackgesichterNo ratings yet
- Blockchain in Additive Manufacturing and Its Impact On Supply ChainsDocument25 pagesBlockchain in Additive Manufacturing and Its Impact On Supply ChainsnandanNo ratings yet
- Blockchain in Additive Manufacturing and Its Impact On Supply ChainsDocument25 pagesBlockchain in Additive Manufacturing and Its Impact On Supply ChainsnandanNo ratings yet
- Tikz CD PDFDocument17 pagesTikz CD PDFAlejandro GomezNo ratings yet
- Remanufacturing CycleDocument1 pageRemanufacturing CyclenandanNo ratings yet
- ORA Flow ChartDocument1 pageORA Flow ChartnandanNo ratings yet
- Tikz CD PDFDocument17 pagesTikz CD PDFAlejandro GomezNo ratings yet
- DI - Interview GM Kevin Tierney PDFDocument8 pagesDI - Interview GM Kevin Tierney PDFnandanNo ratings yet
- Assignment No 03Document14 pagesAssignment No 03nandanNo ratings yet
- The State of Fashion 2020 VFDocument108 pagesThe State of Fashion 2020 VFpapaniko80% (5)
- Inditex Annual Report 2018Document434 pagesInditex Annual Report 2018Suranga FernandoNo ratings yet
- COVID 19 Facts and Insights March 9 VF PDFDocument19 pagesCOVID 19 Facts and Insights March 9 VF PDFnandan100% (1)
- DI - Interview GM Kevin Tierney PDFDocument8 pagesDI - Interview GM Kevin Tierney PDFnandanNo ratings yet
- COVID 19 Facts and Insights March 9 VF PDFDocument19 pagesCOVID 19 Facts and Insights March 9 VF PDFnandan100% (1)
- DUP Industry4-0 CybersecurityDocument24 pagesDUP Industry4-0 CybersecuritynandanNo ratings yet
- Eorms1098Document19 pagesEorms1098nandanNo ratings yet
- DI - Interview GM Kevin Tierney PDFDocument8 pagesDI - Interview GM Kevin Tierney PDFnandanNo ratings yet
- COVID 19 Facts and Insights March 9 VF PDFDocument19 pagesCOVID 19 Facts and Insights March 9 VF PDFnandan100% (1)
- ORLszhang 2014Document6 pagesORLszhang 2014nandanNo ratings yet
- Zaras Secret For Fast Fashion PDFDocument3 pagesZaras Secret For Fast Fashion PDFAnonymous 20rY9XWVwNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Thermal Imaging Camera t5 t6Document3 pagesThermal Imaging Camera t5 t6Arius GifeNo ratings yet
- Week 2Document4 pagesWeek 2Nam NguyenNo ratings yet
- Lms Manual GuideDocument17 pagesLms Manual GuidecherrrryNo ratings yet
- Period Start Time Mrbts/Sbts Namelnbts Type Lnbts NameDocument24 pagesPeriod Start Time Mrbts/Sbts Namelnbts Type Lnbts NamedanielNo ratings yet
- Paper Zinnia Flower Template PDF by JenniferCarrollDocument2 pagesPaper Zinnia Flower Template PDF by JenniferCarrollmariaNo ratings yet
- Managing Sand-Laden ManureDocument10 pagesManaging Sand-Laden ManureOdilon NetoNo ratings yet
- JetCat Binary Protocol V22 04 06 BDocument30 pagesJetCat Binary Protocol V22 04 06 BRoberto AlmeidaNo ratings yet
- VALVULA-series 30-31 BRAY PDFDocument6 pagesVALVULA-series 30-31 BRAY PDFAlvaro GuarinNo ratings yet
- Student Management System with Grade ChartDocument2 pagesStudent Management System with Grade ChartLakpa TenzinNo ratings yet
- SD32 W Radioničko Uputstvo OriginalDocument221 pagesSD32 W Radioničko Uputstvo OriginalAnto Banaš100% (1)
- Solutions. Elementary, 3rd.Document5 pagesSolutions. Elementary, 3rd.Yulia YurchenkoNo ratings yet
- Job Design in Service SectorDocument2 pagesJob Design in Service SectorSweelin Tan100% (1)
- Predicting Bottom-Hole Pressure For Gas and GasDocument2 pagesPredicting Bottom-Hole Pressure For Gas and GasLibya TripoliNo ratings yet
- Engl-112 Week 1-20Document34 pagesEngl-112 Week 1-20Sheena85% (52)
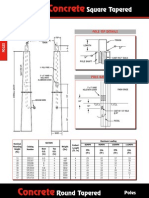
- Concrete Square Tapered PolesDocument4 pagesConcrete Square Tapered PolesElias100% (1)
- Se S2 CT 0002 Alg Fah TKPDocument2 pagesSe S2 CT 0002 Alg Fah TKP--No ratings yet
- Calendar Script PDFDocument2 pagesCalendar Script PDFKyawt htet htet SoeNo ratings yet
- Instructions: Hmems80 2020 Semester 1 Assignment 01 (Unique Number: 873964) Due Date: 9 March 2020Document8 pagesInstructions: Hmems80 2020 Semester 1 Assignment 01 (Unique Number: 873964) Due Date: 9 March 2020Matshele SerageNo ratings yet
- Computer system servicing examDocument3 pagesComputer system servicing examJohn Jessie Cuachon ValeroNo ratings yet
- Agilent 7890GC Firmware Bulletin B.02.05.03 and A.01.16Document35 pagesAgilent 7890GC Firmware Bulletin B.02.05.03 and A.01.16infinity1200No ratings yet
- Fundamentals of Computers: Reema TharejaDocument39 pagesFundamentals of Computers: Reema TharejaYash SharmaNo ratings yet
- Accepted Manuscript: Computerized Medical Imaging and GraphicsDocument25 pagesAccepted Manuscript: Computerized Medical Imaging and GraphicsHeranti Reza DamayantiNo ratings yet
- Hydraulic Arm ProjectDocument31 pagesHydraulic Arm ProjectGovind Rajput77% (22)
- Kraus Defence CatalogueDocument16 pagesKraus Defence CatalogueHui ChenNo ratings yet
- Retrofit Modul TutorialDocument16 pagesRetrofit Modul TutorialRosalinda LindaNo ratings yet
- Cockpit of The FutureDocument16 pagesCockpit of The FutureRobert Comas Garcia0% (1)
- Stacks and QueuesDocument29 pagesStacks and QueuesRajat SharmaNo ratings yet
- Power Team PA6 Pumps - CatalogDocument2 pagesPower Team PA6 Pumps - CatalogTitanplyNo ratings yet
- Service Culture Syllabus Guidelines and TopicsDocument7 pagesService Culture Syllabus Guidelines and TopicsIrene Mateo MarcosNo ratings yet
- Mainframes: z-OS Overview Concepts and ArchitectureDocument5 pagesMainframes: z-OS Overview Concepts and ArchitectureNagfaceNo ratings yet