You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Refrigerant Pipes CalculationDocument2 pagesRefrigerant Pipes Calculationamo3330100% (2)
- Birmingham Pendulum ClockDocument27 pagesBirmingham Pendulum ClockJardel Santos de DeusNo ratings yet
- Copeland Scroll ParallelDocument10 pagesCopeland Scroll ParallelBehnam AshouriNo ratings yet
- Block Ice Makers: Owner'S ManualDocument5 pagesBlock Ice Makers: Owner'S ManualBehnam AshouriNo ratings yet
- Shell and Tube HX Basic CalculationDocument35 pagesShell and Tube HX Basic Calculationวรศิษฐ์ อ๋องNo ratings yet
- A Natural Refrigeration System For Supermarkets Using CO2Document16 pagesA Natural Refrigeration System For Supermarkets Using CO2Behnam AshouriNo ratings yet
- Aks 33Document8 pagesAks 33Jaison MacorimNo ratings yet
- Refrigerant Piping Design Guide Daikin AG 31-011 LRDocument78 pagesRefrigerant Piping Design Guide Daikin AG 31-011 LRRm Moh0% (1)
- Hot Gas Defrost Systems For Large Evaporators PDFDocument18 pagesHot Gas Defrost Systems For Large Evaporators PDFBehnam AshouriNo ratings yet
- Nor MeDocument23 pagesNor MeRaicu GabrielaNo ratings yet
- Refrigerant Piping Design: 1. Warnings On Refrigerant Leakage Check of Concentration Limit ImportantDocument5 pagesRefrigerant Piping Design: 1. Warnings On Refrigerant Leakage Check of Concentration Limit ImportantBehnam AshouriNo ratings yet
- Ufc 4-826-10 Design - Refrigeration Systems For Cold Storage (10 July 2002)Document18 pagesUfc 4-826-10 Design - Refrigeration Systems For Cold Storage (10 July 2002)Bob VinesNo ratings yet
- Study of Refrigerant Circuitry of Evaporator Coils With A DistribDocument7 pagesStudy of Refrigerant Circuitry of Evaporator Coils With A DistribGalih EndrayanaNo ratings yet
- Wiencke Pipework Fracture Due To Hydraulic Hammer - WienckeDocument53 pagesWiencke Pipework Fracture Due To Hydraulic Hammer - WienckeBehnam AshouriNo ratings yet
- 2255 FP Refrigerant Charge Calculation Tech Bulletin v4 WEBDocument4 pages2255 FP Refrigerant Charge Calculation Tech Bulletin v4 WEBHoàngViệtAnhNo ratings yet
- Paten TED: Ice Rink Defogger (Packaged)Document6 pagesPaten TED: Ice Rink Defogger (Packaged)Behnam AshouriNo ratings yet
- RETA Steel PipeDocument5 pagesRETA Steel PipeBehnam AshouriNo ratings yet
- Fundamentals of Safety Relief Valves in Ammonia SystemsDocument3 pagesFundamentals of Safety Relief Valves in Ammonia SystemsBehnam AshouriNo ratings yet
- Refrigeration Oil PDFDocument17 pagesRefrigeration Oil PDFChristina PadillaNo ratings yet
- Fundamentals of Safety Relief Valves in Ammonia SystemsDocument3 pagesFundamentals of Safety Relief Valves in Ammonia SystemsBehnam AshouriNo ratings yet
- SS024.K.steel PipingDocument16 pagesSS024.K.steel PipingFerdie WakeUp FromAdversityNo ratings yet
- Refrigeration Piping For DX SystemsDocument6 pagesRefrigeration Piping For DX SystemsBehnam AshouriNo ratings yet
- Optimizing Hot Gas Defrost 2 PDFDocument24 pagesOptimizing Hot Gas Defrost 2 PDFmahmoud mohamedNo ratings yet
- Oil Retention and Pressure Drop in Horizontal and Vertical Suction LinesDocument9 pagesOil Retention and Pressure Drop in Horizontal and Vertical Suction LinesBehnam AshouriNo ratings yet
- Pipe Size For ACDocument8 pagesPipe Size For ACLamii BedoNo ratings yet
- Pipe Size For ACDocument8 pagesPipe Size For ACLamii BedoNo ratings yet
- Bart Facilities StandardDocument8 pagesBart Facilities StandardBehnam AshouriNo ratings yet
- Plate Freezer Performance.Document4 pagesPlate Freezer Performance.Behnam AshouriNo ratings yet
- Copper For Refrigeration Pipelines PDFDocument2 pagesCopper For Refrigeration Pipelines PDFBehnam AshouriNo ratings yet
- Refrigerant PipeDocument31 pagesRefrigerant Pipemart vincer cabahilNo ratings yet
- HPLC Guide: Theory, Instrumentation & ApplicationsDocument55 pagesHPLC Guide: Theory, Instrumentation & ApplicationsElaine FongNo ratings yet
- Computation of Symmetrical Free Standing StaircasesDocument6 pagesComputation of Symmetrical Free Standing Staircaseswalaywan100% (1)
- Lithonia Outdoor KK Series Area Post Top Brochure 1-89Document10 pagesLithonia Outdoor KK Series Area Post Top Brochure 1-89Alan MastersNo ratings yet
- SM NTPELDocument68 pagesSM NTPELvempadareddyNo ratings yet
- An Illustrated Woodwork GlossaryDocument21 pagesAn Illustrated Woodwork GlossaryA.B.AtchiaNo ratings yet
- Method Statement For LV Main CablesDocument11 pagesMethod Statement For LV Main CablesshareyhouNo ratings yet
- ISO 9001 - Until Dec, 2018Document5 pagesISO 9001 - Until Dec, 2018Benjamin YusuphNo ratings yet
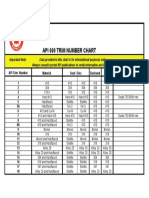
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- Sustainability 02 02163Document13 pagesSustainability 02 02163Joseph BookerNo ratings yet
- Natco Horizontal Separator Ps PDFDocument2 pagesNatco Horizontal Separator Ps PDFnoha azamaliNo ratings yet
- Lesson Plan For WonderDocument16 pagesLesson Plan For Wonderapi-271086026No ratings yet
- Overview Fusion Welding Standards PDFDocument1 pageOverview Fusion Welding Standards PDFtss13723No ratings yet
- Ban on Use and Throw Away Plastics in Tamil NaduDocument56 pagesBan on Use and Throw Away Plastics in Tamil NaduDhivya SelvamNo ratings yet
- Share Go Director Raftaar Training Module Jan 2023Document64 pagesShare Go Director Raftaar Training Module Jan 2023Shravan Khilledar100% (1)
- CBDD Standard Paint Spec (With SW Data)Document5 pagesCBDD Standard Paint Spec (With SW Data)lightsonsNo ratings yet
- Low pressure ball valves dimensions and specificationsDocument4 pagesLow pressure ball valves dimensions and specificationsPritesh KoratNo ratings yet
- Celcon M25Document5 pagesCelcon M25AEyermanNo ratings yet
- Miller RMDDocument4 pagesMiller RMDRony Lesbt100% (1)
- CENTRIFUGATIONDocument29 pagesCENTRIFUGATIONvaniagiraldiNo ratings yet
- ME 322 - Partial notes – Part 4 (FatigueDocument70 pagesME 322 - Partial notes – Part 4 (FatigueNirmalya MishraNo ratings yet
- JT Checklist FormattingDocument7 pagesJT Checklist FormattingMOHAMAD ISKANDAR BIN SHAMSUDIN MKK172024No ratings yet
- GTR 6-Speed Gearbox ManualDocument21 pagesGTR 6-Speed Gearbox ManualAkrae Acr0% (1)
- Production Engineering BFF3503: Assembly Line SetupDocument10 pagesProduction Engineering BFF3503: Assembly Line SetupMuhd ZackuanNo ratings yet
- Mamele'awt Qweesome & To'o Housing Society Apartment Plans 755 Old Hope Princeton WayDocument3 pagesMamele'awt Qweesome & To'o Housing Society Apartment Plans 755 Old Hope Princeton WayIngrid PeacockNo ratings yet
- Midco Petroleum Parts CatalogDocument44 pagesMidco Petroleum Parts CatalogMauricio Guerra67% (3)
- TVL ICT CSS 11 - Q2 Module 2 Using Hand ToolsDocument21 pagesTVL ICT CSS 11 - Q2 Module 2 Using Hand Toolsronnel dugangNo ratings yet
- Administrative Building PorlaDocument244 pagesAdministrative Building PorlaSandeep_AjmireNo ratings yet
- HAZOP Unit DescriptionDocument3 pagesHAZOP Unit Descriptionsj_scribdNo ratings yet
- Solis Master 5000Document17 pagesSolis Master 5000Олександр БуржунецькийNo ratings yet