You might also like
- Retail Institutions by Store-Based Strategy Mix: Retail Management: A Strategic ApproachDocument34 pagesRetail Institutions by Store-Based Strategy Mix: Retail Management: A Strategic ApproachebustosfNo ratings yet
- Production Concept: 6M's I.E. Men, Money, Machines, Materials, Methods and Markets To Satisfy The Wants of The PeopleDocument3 pagesProduction Concept: 6M's I.E. Men, Money, Machines, Materials, Methods and Markets To Satisfy The Wants of The PeopleGaurav KapoorNo ratings yet
- MRO OutlookDocument40 pagesMRO OutlookhudaNo ratings yet
- World Class Operations JUNE 2022Document10 pagesWorld Class Operations JUNE 2022Rajni KumariNo ratings yet
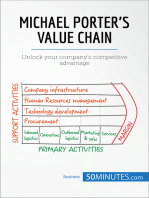
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Nitrogen in Cast IronDocument4 pagesNitrogen in Cast IronFaizan TahirNo ratings yet
- Mapping The Current State Value StreamDocument12 pagesMapping The Current State Value StreamKhodayar SadeghiNo ratings yet
- Canadian Steel Codes IP 10-5Document18 pagesCanadian Steel Codes IP 10-5jackapisitNo ratings yet
- Value Stream Mapping: Reduce waste and maximise efficiencyFrom EverandValue Stream Mapping: Reduce waste and maximise efficiencyRating: 4 out of 5 stars4/5 (4)
- History of The Development of LNG - DR Chen-Hwa Chiu (Chevron)Document5 pagesHistory of The Development of LNG - DR Chen-Hwa Chiu (Chevron)Yamuna NarasimhanNo ratings yet
- Garment Production SystemDocument16 pagesGarment Production SystemKibromGereNo ratings yet
- Common G Codes and M Codes For CNC Machine ControlsDocument2 pagesCommon G Codes and M Codes For CNC Machine ControlsIrudhayarajAnthonySamy100% (1)
- Module - Multimodal Transport OperationsDocument7 pagesModule - Multimodal Transport Operationsenderiku100% (1)
- Marketing - Module 8 The Marketing Mix - PLACEDocument10 pagesMarketing - Module 8 The Marketing Mix - PLACEKJ JonesNo ratings yet
- Supply Chain ManagementDocument24 pagesSupply Chain ManagementASHWINI SINHANo ratings yet
- JSW New Final ProjetDocument48 pagesJSW New Final ProjetRajender SinghNo ratings yet
- A Study Into The Process of Product Planning and DevelopmentDocument93 pagesA Study Into The Process of Product Planning and DevelopmentANKIT PANWAR88% (8)
- Value Stream MappingDocument14 pagesValue Stream MappingMihir ZalawadiaNo ratings yet
- DullGelinasWheeler9e TB Chapter 12Document29 pagesDullGelinasWheeler9e TB Chapter 12RarajNo ratings yet
- Warehouse An Overview ProjectDocument24 pagesWarehouse An Overview ProjectHuzaifa Jamnagarwala0% (1)
- Neumáticos Michelin 44-80r57Document4 pagesNeumáticos Michelin 44-80r57carlucido247970No ratings yet
- Must ReadDocument10 pagesMust ReadJuby JoyNo ratings yet
- National Seminar On Value Stream Mapping For Process Improvement FinalDocument9 pagesNational Seminar On Value Stream Mapping For Process Improvement FinalsreerpilNo ratings yet
- ANKIT A Synopsis ReportDocument17 pagesANKIT A Synopsis ReportANKIT PANWARNo ratings yet
- C. Productivity Production ConceptDocument7 pagesC. Productivity Production ConceptPradyuman VermaNo ratings yet
- Value Stream MappingDocument15 pagesValue Stream MappingAnjaliKhatriNo ratings yet
- Production in SCMDocument12 pagesProduction in SCMSonia LawsonNo ratings yet
- Hpc315-Lesson Proper 10Document9 pagesHpc315-Lesson Proper 103117 - Lester James RamosNo ratings yet
- Cost Analysis Through Life Cycle Analysis and Target CostingDocument35 pagesCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsNo ratings yet
- Lean Vs AgileDocument2 pagesLean Vs AgileT M Nikhil SaiNo ratings yet
- Manufacturing Operations Management: Reading/Leaning GuideDocument27 pagesManufacturing Operations Management: Reading/Leaning GuidePawa Web IT ConsultNo ratings yet
- Achieving Customer Service Excellence Using Lean Pull ReplenishmentDocument25 pagesAchieving Customer Service Excellence Using Lean Pull ReplenishmentAhmad DalimunteNo ratings yet
- Literature Review On Manufacturing ProcessDocument8 pagesLiterature Review On Manufacturing Processfvdra0st100% (1)
- Dokumen - Tips - Quality Engineering and ManagementDocument32 pagesDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNo ratings yet
- Vijin Project FinalDocument106 pagesVijin Project FinalVijin v r100% (2)
- Innoregio Value AnalysisDocument32 pagesInnoregio Value Analysisirinuca12No ratings yet
- Manufacturing Strategy Linked To Product Life Cycle: Ruth - Saven@ipe - Liu.seDocument29 pagesManufacturing Strategy Linked To Product Life Cycle: Ruth - Saven@ipe - Liu.seTika CahyaNo ratings yet
- Lean and JIT - EditedDocument4 pagesLean and JIT - EditedPaul WahomeNo ratings yet
- Operations StrategyDocument4 pagesOperations StrategyKd KejdiNo ratings yet
- Value Analysis PDFDocument32 pagesValue Analysis PDFBasavaraju K RNo ratings yet
- Amm PDFDocument13 pagesAmm PDFShruti AirenNo ratings yet
- Full Text 01Document9 pagesFull Text 01mazharmpmNo ratings yet
- Digital Supply Chain, Smart Operations and Industry 4.0: 16.1 Introductory Case-Study: SupplyonDocument46 pagesDigital Supply Chain, Smart Operations and Industry 4.0: 16.1 Introductory Case-Study: SupplyonNatalia Arias ReyesNo ratings yet
- Operations Management 1Document19 pagesOperations Management 1PrerrakNo ratings yet
- Strategy & Design of Products and Services: ObjectivesDocument7 pagesStrategy & Design of Products and Services: Objectivesryan acojedoNo ratings yet
- Graficos de ControlDocument7 pagesGraficos de ControlAli BadfaceNo ratings yet
- Lean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean," Is A Production PracticeDocument4 pagesLean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean," Is A Production PracticeDip PatelNo ratings yet
- Value Chain Analysis: Management Control SystemsDocument4 pagesValue Chain Analysis: Management Control SystemsOishee RahmanNo ratings yet
- Order Winners N Order QualifiersDocument4 pagesOrder Winners N Order QualifiersMeet SampatNo ratings yet
- Ppap PDFDocument15 pagesPpap PDFMaherani SarfrajNo ratings yet
- Quality Management in The New Product Development: A Ppap ApproachDocument15 pagesQuality Management in The New Product Development: A Ppap ApproachSam SamNo ratings yet
- Notes Unit 1Document16 pagesNotes Unit 1Dandally RoopaNo ratings yet
- Supply Chain ManagementDocument9 pagesSupply Chain Managementkc605711No ratings yet
- Yasir Hussain: Subject Quality and Reliability Engineering TopicDocument15 pagesYasir Hussain: Subject Quality and Reliability Engineering TopicYasir HussainNo ratings yet
- Acfrogaddhvtlsahyai7-Jrohywtxa Wy6cswalgcmcmap3azd Xqyaey7rvu81jhixqwwq9b95i G3dbfbrmifv7c4kqnkr3jlwkbtr2abugdpik82rpq6xmkyxho3574xseoywo6udeikakjhuDocument8 pagesAcfrogaddhvtlsahyai7-Jrohywtxa Wy6cswalgcmcmap3azd Xqyaey7rvu81jhixqwwq9b95i G3dbfbrmifv7c4kqnkr3jlwkbtr2abugdpik82rpq6xmkyxho3574xseoywo6udeikakjhuJoanna Mæ Nuñez SaysønNo ratings yet
- Value AnalysisDocument32 pagesValue Analysisbrijkishor2017No ratings yet
- Operations MGMT Lecture Note (Chapter 3) MLTDocument42 pagesOperations MGMT Lecture Note (Chapter 3) MLTnatiNo ratings yet
- Manufacturing Operations ManagementDocument32 pagesManufacturing Operations ManagementPawa Web IT ConsultNo ratings yet
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDocument7 pagesProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaNo ratings yet
- Pom - Unit 1Document15 pagesPom - Unit 1Heena ManwaniNo ratings yet
- Order-Winning and Order-Qualifying CriteriaDocument3 pagesOrder-Winning and Order-Qualifying CriteriaJesica MaryNo ratings yet
- Understanding Project ManagementDocument16 pagesUnderstanding Project ManagementlalitNo ratings yet
- Operation Supply Chain ManagementDocument17 pagesOperation Supply Chain ManagementMeet VermaNo ratings yet
- Business StrategyDocument4 pagesBusiness StrategyLuis Simarro LopezNo ratings yet
- Daniel Dearoz. Reaction Paper. 8.15.2022Document3 pagesDaniel Dearoz. Reaction Paper. 8.15.2022Byron Jeff ToledoNo ratings yet
- New Product Development WikipediaDocument9 pagesNew Product Development WikipediaBreylin CastilloNo ratings yet
- What Is LeanDocument19 pagesWhat Is LeanRudford GectoNo ratings yet
- Product DevelopmentDocument6 pagesProduct DevelopmentDeonald Barcena TamodraNo ratings yet
- Module 5Document11 pagesModule 5Preetam BezbaruaNo ratings yet
- Literature Review On Lean ManufacturingDocument10 pagesLiterature Review On Lean Manufacturingea428adh100% (1)
- CV - Harry I. MacahilasDocument5 pagesCV - Harry I. MacahilasNinyo Garcia YamogNo ratings yet
- LighteringDocument19 pagesLighteringMmaster2No ratings yet
- IQTC IntroductionDocument19 pagesIQTC IntroductionVijayan Munuswamy100% (1)
- STD Spec SHP Field PNTG PDFDocument5 pagesSTD Spec SHP Field PNTG PDFBoby ThomasNo ratings yet
- 02 17 EksmalDocument2 pages02 17 Eksmal1aleksandar_t5349No ratings yet
- AQL Chart For The Fashion Industry & QA-QC, InspectionDocument23 pagesAQL Chart For The Fashion Industry & QA-QC, InspectionvibhuseddeyNo ratings yet
- Ferrocement: Construction MaterialDocument11 pagesFerrocement: Construction Materialnehal sainiNo ratings yet
- 37 Lyon Francis Civil Aviation New ZealandDocument4 pages37 Lyon Francis Civil Aviation New ZealandW.J. ZondagNo ratings yet
- Down On The Farm: HarryDocument2 pagesDown On The Farm: HarryVictorNo ratings yet
- Trail/Beaver Valley/Rossland Pennywise August 29, 2017Document41 pagesTrail/Beaver Valley/Rossland Pennywise August 29, 2017Pennywise PublishingNo ratings yet
- Cynthia Rodriguez's Resume 1Document2 pagesCynthia Rodriguez's Resume 1samrodriguez56No ratings yet
- BK1200MC Bike TrailerDocument3 pagesBK1200MC Bike TrailerSteven HendersonNo ratings yet
- AviationSKO SMDocument19 pagesAviationSKO SMEagle1968100% (1)
- ERS Brochure PreviewDocument14 pagesERS Brochure PreviewVictor EugenNo ratings yet
- Ruben MendozaDocument22 pagesRuben Mendozarumend11No ratings yet
- SMT BrochureDocument8 pagesSMT BrochureLucas LobãoNo ratings yet
- Green Line UndergroundDocument17 pagesGreen Line UndergroundFrancisco M. RamosNo ratings yet
- History of ShippingDocument10 pagesHistory of Shippingbarakkat72100% (1)