You might also like
- Ficha Tecnioca de Chevolet CMV y CMPDocument44 pagesFicha Tecnioca de Chevolet CMV y CMPLenin Barahona Lazo100% (1)
- Plastic & Rubber DOJO Examples PDFDocument65 pagesPlastic & Rubber DOJO Examples PDFUday Sharma100% (3)
- PR308 - 2+00+en - Invecchiamento BMWDocument10 pagesPR308 - 2+00+en - Invecchiamento BMWAnonymous 8Z2HZ5JP7100% (1)
- TL 52622 enDocument43 pagesTL 52622 enmakineci_67No ratings yet
- Work Instructions For Rolling of PlatesDocument3 pagesWork Instructions For Rolling of PlatesPravin Patil100% (1)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- TM-5-2330-378-14&P M870A Flat Bed TrailerDocument525 pagesTM-5-2330-378-14&P M870A Flat Bed TrailerNicole ParisioNo ratings yet
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- Worldwide Engineering Standards: Procedures For High Humidity TestDocument3 pagesWorldwide Engineering Standards: Procedures For High Humidity TestAkmal NizametdinovNo ratings yet
- Astm D-97Document5 pagesAstm D-97Sandrita Guardo EstepaNo ratings yet
- 06a Itp730 Iftps 2 Temperature Distribution Protocol For Processing in Steam Still RetortDocument7 pages06a Itp730 Iftps 2 Temperature Distribution Protocol For Processing in Steam Still RetortAndre MarthayudhaNo ratings yet
- Astm d4402Document4 pagesAstm d4402Mayara Lima88% (8)
- D171058 JenDocument29 pagesD171058 JenGökhan ÇalışkanNo ratings yet
- 16599Document28 pages16599Uday Sharma100% (1)
- Service Manual Grader 845BDocument313 pagesService Manual Grader 845BHugo Galeano100% (13)
- Awm PM Agreement - Feb 2022Document11 pagesAwm PM Agreement - Feb 2022Darryl GrossauerNo ratings yet
- Fogging Characteristics of Trim Materials: Worldwide Engineering StandardsDocument11 pagesFogging Characteristics of Trim Materials: Worldwide Engineering StandardsJefferson CruzNo ratings yet
- D41 1540 - E - EN - Permanent Set at Constant DeformationDocument8 pagesD41 1540 - E - EN - Permanent Set at Constant DeformationTeoTyJayNo ratings yet
- PR303 - 5+00+en - Invecchiamento BMWDocument11 pagesPR303 - 5+00+en - Invecchiamento BMWAnonymous 8Z2HZ5JP7100% (1)
- Gauging Manual Rev 1.6Document22 pagesGauging Manual Rev 1.6ابوالحروف العربي ابوالحروفNo ratings yet
- GM 9305Document4 pagesGM 9305Felipe De la cruzNo ratings yet
- Checking Machine Tools: Their Uses Keywords: Machines Tols, Measurements, Mini-Lathe, Accuracy, CNCDocument5 pagesChecking Machine Tools: Their Uses Keywords: Machines Tols, Measurements, Mini-Lathe, Accuracy, CNCMihai GhitulescuNo ratings yet
- MS For Thermoplastic Road MarkingDocument7 pagesMS For Thermoplastic Road MarkingRamkishor SahuNo ratings yet
- Field CoatingDocument26 pagesField Coatingsohn2342100% (1)
- Stack Monitoring KitDocument53 pagesStack Monitoring KitknbiolabsNo ratings yet
- 2023-DTAM-Chap13 - Testing and EvaluationDocument41 pages2023-DTAM-Chap13 - Testing and EvaluationErika HonorioNo ratings yet
- D 4287 - 94 High-Shear Viscosity Using The ICI ConePlate ViscometerDocument5 pagesD 4287 - 94 High-Shear Viscosity Using The ICI ConePlate ViscometerbohoNo ratings yet
- Saddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingDocument13 pagesSaddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingAnand KPNo ratings yet
- Astm D2872-21Document6 pagesAstm D2872-21bestoon RamadhanNo ratings yet
- Safety Procedure For Oxygen PDFDocument8 pagesSafety Procedure For Oxygen PDFdev78pal100% (2)
- PQ FBDDocument6 pagesPQ FBDAjay GuptaNo ratings yet
- Section 2 Mechanical and Technological TestsDocument11 pagesSection 2 Mechanical and Technological Testsramy abazaNo ratings yet
- Methods of Test For Rheometer - ODR: 1. ScopeDocument1 pageMethods of Test For Rheometer - ODR: 1. ScopeArun GuptaNo ratings yet
- Plastometer MP200Document138 pagesPlastometer MP200Ricardo0% (1)
- Effect of Heat and Air On A Moving Film of Asphalt (Rolling Thin-Film Oven Test)Document6 pagesEffect of Heat and Air On A Moving Film of Asphalt (Rolling Thin-Film Oven Test)intanmizwarNo ratings yet
- User Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi TubesDocument12 pagesUser Guide Orifice Plates, Orifice Flanges, Metering Runs and Venturi Tubesxaaabbb_550464353100% (1)
- DTF-201 O2 AnalyzerDocument34 pagesDTF-201 O2 AnalyzerAnilNo ratings yet
- MS - G. I. Duct FabricationDocument3 pagesMS - G. I. Duct FabricationAnonymous 3eHGEDbx100% (2)
- 1 Power Plant Commissioning PreparationsDocument18 pages1 Power Plant Commissioning PreparationsArjun Saoji100% (1)
- 1.best Erection and Commg Practice Product APHDocument13 pages1.best Erection and Commg Practice Product APHKrishnan Santhanaraj100% (1)
- Abb Rotametro Que NecesitoDocument21 pagesAbb Rotametro Que Necesitomonyk_2442411No ratings yet
- Installation, Operation and Maintenance Manual: ROOTS Meters & InstrumentsDocument32 pagesInstallation, Operation and Maintenance Manual: ROOTS Meters & InstrumentsHenry MaedaNo ratings yet
- TL 52622 en 07-2012Document12 pagesTL 52622 en 07-2012Juan Carlos Jaramillo LariosNo ratings yet
- D 6 - D 6M - 95 (2018) PDFDocument3 pagesD 6 - D 6M - 95 (2018) PDFMai Duy KhoaNo ratings yet
- EA Guidelines On The Calibration of Temperature Block CalibratorsDocument14 pagesEA Guidelines On The Calibration of Temperature Block CalibratorsSriniramu SriniramuNo ratings yet
- D3641 617737-1Document10 pagesD3641 617737-1AndrestorpNo ratings yet
- RLC SVX023B GB - 0720Document48 pagesRLC SVX023B GB - 0720sandeep naikNo ratings yet
- D4402D4402M 18389 PDFDocument4 pagesD4402D4402M 18389 PDFRajivKumarNo ratings yet
- Attachment For Q3 in Assignment #3 DSR Test Procedure (AASHTO T 315)Document10 pagesAttachment For Q3 in Assignment #3 DSR Test Procedure (AASHTO T 315)Kamaluddin KamalNo ratings yet
- Determination of Aldehyde and Ketone Emissions From Interior MaterialsDocument10 pagesDetermination of Aldehyde and Ketone Emissions From Interior MaterialsJefferson CruzNo ratings yet
- TPV Meter User Manual - New2024Document17 pagesTPV Meter User Manual - New2024Apply SofttechNo ratings yet
- D41 1029 - D - EN - Tensile Strength - Textile & LeatherDocument6 pagesD41 1029 - D - EN - Tensile Strength - Textile & LeatherTeoTyJayNo ratings yet
- Sae J 400Document11 pagesSae J 400Luis PaletoNo ratings yet
- Spectroanalysis of MetalsDocument9 pagesSpectroanalysis of MetalsTashrif YusufNo ratings yet
- D 2471 - 99Document3 pagesD 2471 - 99Christian HinostrozaNo ratings yet
- Equipment QualificationsDocument32 pagesEquipment Qualificationsaman kumarNo ratings yet
- G-20 (Guidelines For Calibration and Checks of Temperature )Document20 pagesG-20 (Guidelines For Calibration and Checks of Temperature )Nop CalplusNo ratings yet
- Maintenance Programs of Gas and Steam TurbinesDocument26 pagesMaintenance Programs of Gas and Steam Turbinesmexx4u2nv100% (1)
- PETRO TCS Engineering Manual 682Document44 pagesPETRO TCS Engineering Manual 682paulm3565No ratings yet
- Irs R-48-88Document16 pagesIrs R-48-88sankar.kepro.labNo ratings yet
- D3241Document14 pagesD3241tritihNo ratings yet
- EURAMET Cg-13 V 2.0 Temperature Block Calibrators 01Document18 pagesEURAMET Cg-13 V 2.0 Temperature Block Calibrators 01jeisonangelocampoNo ratings yet
- D 4333 - 99 RDQZMZMDocument2 pagesD 4333 - 99 RDQZMZMfrostestNo ratings yet
- Proposed AASHTO ST Test Method-4mm DSR 112112Document14 pagesProposed AASHTO ST Test Method-4mm DSR 112112Robeam SolomonNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- ISO2409 16669-PART3 - 563502 Cross Cut AdhesionDocument12 pagesISO2409 16669-PART3 - 563502 Cross Cut AdhesionUday SharmaNo ratings yet
- GM4348 MJun 2005Document12 pagesGM4348 MJun 2005Uday SharmaNo ratings yet
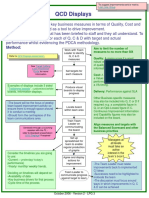
- QCDDocument2 pagesQCDUday SharmaNo ratings yet
- 5 WhysDocument1 page5 WhysUday SharmaNo ratings yet
- Bank ScamsDocument13 pagesBank ScamsUday SharmaNo ratings yet
- Bridge Group Intro NEW PDFDocument24 pagesBridge Group Intro NEW PDFUday SharmaNo ratings yet
- Bank ScamsDocument13 pagesBank ScamsUday SharmaNo ratings yet
- Current Status of Emissions and Fuel Efficiency Transport Policies in Myanmar PDFDocument21 pagesCurrent Status of Emissions and Fuel Efficiency Transport Policies in Myanmar PDFcupid 25288No ratings yet
- Car Construction ManualDocument510 pagesCar Construction Manualwayne0nzNo ratings yet
- Liugong 856H stageIV EN NEWDocument24 pagesLiugong 856H stageIV EN NEWshahin sharifvand100% (1)
- Manual de Partes Caja ZF16S221 PDFDocument72 pagesManual de Partes Caja ZF16S221 PDFroberto silvaNo ratings yet
- The Fuel inject-WPS OfficeDocument2 pagesThe Fuel inject-WPS Office2k17-Me-41 Muhammad BilalNo ratings yet
- KG - Hyundai CSD Price ListDocument1 pageKG - Hyundai CSD Price Listsourav modakNo ratings yet
- Miniflec Series Power Distribution Module: Commercial Vehicle Product DatasheetDocument3 pagesMiniflec Series Power Distribution Module: Commercial Vehicle Product DatasheetYaju JotosNo ratings yet
- AC Manual Transmission CatalogueDocument89 pagesAC Manual Transmission CatalogueMatemáticas FinancierasNo ratings yet
- Xfe 50 PDFDocument62 pagesXfe 50 PDFZETAQNo ratings yet
- Model m18 Service Manual 1418838679Document34 pagesModel m18 Service Manual 1418838679AndreeNo ratings yet
- Pa OpeDocument10 pagesPa OpeKalila HonoridezNo ratings yet
- Multi OneDocument57 pagesMulti Onegn.falchNo ratings yet
- XT660Z - Horcamoto ModificationsDocument6 pagesXT660Z - Horcamoto ModificationsDamian BuczekNo ratings yet
- 9 24 Pump Performance TestingDocument6 pages9 24 Pump Performance TestingYon Flores AvendañoNo ratings yet
- PC Rotary - Oil Free NirvanaDocument1 pagePC Rotary - Oil Free NirvanaBùi ViệtNo ratings yet
- Sample Vehicle Credit Application FormDocument1 pageSample Vehicle Credit Application FormVolkswagen of AmericaNo ratings yet
- CCEC FR896 N855 DM - 321hp@1500rpmDocument3 pagesCCEC FR896 N855 DM - 321hp@1500rpmnarisNo ratings yet
- Aficio SP C240, C242 PDFDocument68 pagesAficio SP C240, C242 PDFPavelNo ratings yet
- 2007-Current MaxxForce Engine Breakout Harness Reference (EGES545)Document14 pages2007-Current MaxxForce Engine Breakout Harness Reference (EGES545)Enrrique LaraNo ratings yet
- Manitou Operators Manual - M50-M70 - ENDocument178 pagesManitou Operators Manual - M50-M70 - ENEmmanuel Lopez100% (1)
- Lister Bell Price List 2016Document4 pagesLister Bell Price List 2016creon aryoNo ratings yet
- Acr 15-01-2021Document6 pagesAcr 15-01-2021Rahul VishwakarmaNo ratings yet
- Reciprocating Engine Combustion Diagnostics In-Cylinder Pressure Measurement and Analysis by Rakesh Kumar Maurya PDFDocument625 pagesReciprocating Engine Combustion Diagnostics In-Cylinder Pressure Measurement and Analysis by Rakesh Kumar Maurya PDFMuhammad Rosihan100% (3)
- Effect of Low Temperature On Electric Vehicle Range: Matthias Steinstraeter, Tobias Heinrich and Markus LienkampDocument26 pagesEffect of Low Temperature On Electric Vehicle Range: Matthias Steinstraeter, Tobias Heinrich and Markus LienkampMarian NNo ratings yet
- Level C 211005Document1 pageLevel C 211005Olusola OluwaseunNo ratings yet
- The Colonnade, October 13, 2006Document12 pagesThe Colonnade, October 13, 2006Bobcat NewsNo ratings yet
- REAR AXLE, DIFFERENTIAL (2-3) (#90216-) WA470-6 SN 90216-UP Limited SplitDocument4 pagesREAR AXLE, DIFFERENTIAL (2-3) (#90216-) WA470-6 SN 90216-UP Limited SplitCEVegaONo ratings yet