You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 1.8 Polymers The General Structure of PolymersDocument7 pages1.8 Polymers The General Structure of PolymersHulkNo ratings yet
- Naming Inorganic Compound Practice SheetDocument4 pagesNaming Inorganic Compound Practice SheetWichel AnnNo ratings yet
- Supplementary Method 13 Preparation of L6 Guanidine Thiocyanate Virus Inactivation BufferDocument2 pagesSupplementary Method 13 Preparation of L6 Guanidine Thiocyanate Virus Inactivation BufferTauseeq HaiderNo ratings yet
- Methanol and Ethylene Glycol PoisoningDocument26 pagesMethanol and Ethylene Glycol PoisoningIvan AlcomendrasNo ratings yet
- Acids BasesDocument57 pagesAcids BasesJrtNo ratings yet
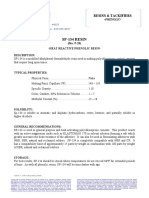
- SP-134 RESIN: Resins & TackifiersDocument1 pageSP-134 RESIN: Resins & TackifiersGreg PanganNo ratings yet
- Chemistry - Most Difficult Questions - 2008-18Document50 pagesChemistry - Most Difficult Questions - 2008-18A KumarNo ratings yet
- Answer For Chemistry Paper 2 Negeri Sembilan 2012Document6 pagesAnswer For Chemistry Paper 2 Negeri Sembilan 2012ryder1man6433No ratings yet
- Class08 Chemistry G11 Homework Oct 23-27Document4 pagesClass08 Chemistry G11 Homework Oct 23-27ErinNo ratings yet
- Kimia ProteinDocument12 pagesKimia ProteinFajar RyamizardNo ratings yet
- Simple Binary Ionic Compounds: Nomenclature Worksheet 2Document4 pagesSimple Binary Ionic Compounds: Nomenclature Worksheet 2NameNo ratings yet
- Chem 31.1 Unknown Analysis Cheat SheetDocument2 pagesChem 31.1 Unknown Analysis Cheat Sheetฝน เมนโดซาNo ratings yet
- Laboratory PCOGDocument26 pagesLaboratory PCOGPeter Ray Magat Joves100% (4)
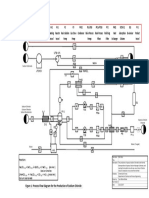
- PFD A4Document1 pagePFD A4tzonNo ratings yet
- Simple IUPAC Polymer Nomenclature GuideDocument4 pagesSimple IUPAC Polymer Nomenclature GuideMan NguyenNo ratings yet
- Synthesis of AcetanilideDocument4 pagesSynthesis of AcetanilideMich Tolentino50% (2)
- Carbon 1Document1 pageCarbon 1Ishita GuptaNo ratings yet
- Caustic Soda Product Data SheetDocument1 pageCaustic Soda Product Data Sheetsaa6383No ratings yet
- PDF YesterdayDocument352 pagesPDF Yesterdaysudhasingh162900No ratings yet
- Changes in Hydrates of A C3S, C2S, C3A, C4AF and Gypsum Paste With and Without The AdmixturesDocument17 pagesChanges in Hydrates of A C3S, C2S, C3A, C4AF and Gypsum Paste With and Without The AdmixturesNam HuynhNo ratings yet
- Residual Solvents, Their Limits and PDE A ReviewDocument3 pagesResidual Solvents, Their Limits and PDE A ReviewEditor IJTSRDNo ratings yet
- Benedict's Test For Reducing Sugars: CarbohydratesDocument9 pagesBenedict's Test For Reducing Sugars: CarbohydratesRica NorcioNo ratings yet
- SC 2024 SP-2Document16 pagesSC 2024 SP-2Swostik RoutNo ratings yet
- 2014 CTB3365DWx Groundwater PDFDocument14 pages2014 CTB3365DWx Groundwater PDFArt RmbdNo ratings yet
- Unit-3 Acids, Bases and PHDocument10 pagesUnit-3 Acids, Bases and PHGabbieNo ratings yet
- Chemistry Project Qualitative Analysis of Different Coins PDFDocument26 pagesChemistry Project Qualitative Analysis of Different Coins PDFvasnhNo ratings yet
- Carboxylic Acid Derivatives: 1. The Correct Explanation For The Below Reaction IsDocument20 pagesCarboxylic Acid Derivatives: 1. The Correct Explanation For The Below Reaction Issree anugraphicsNo ratings yet
- .. Pontofocal Textos Regulamentos LKA - 29Document46 pages.. Pontofocal Textos Regulamentos LKA - 29Nguyễn TrungNo ratings yet
- Exam ChemistryDocument13 pagesExam ChemistryChrizele Joy HorladorNo ratings yet