You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- General Tolerances For MN: MAN Nutzfahrzeuge AG Works Standard Accuracy of ShapeDocument3 pagesGeneral Tolerances For MN: MAN Nutzfahrzeuge AG Works Standard Accuracy of ShapeAkmal Nizametdinov100% (1)
- Process Data Sheet For Fired HeaterDocument8 pagesProcess Data Sheet For Fired HeaterBangkiyak LanangNo ratings yet
- 1.nerazrush Kontrol I Diagnostika SPR 2003Document657 pages1.nerazrush Kontrol I Diagnostika SPR 2003Teymur RegenmaisterNo ratings yet
- BS 3900 E6 1974 Cross CutDocument7 pagesBS 3900 E6 1974 Cross CutTeymur RegenmaisterNo ratings yet
- BS 7079-C2 1989 Preparation of Steel SubstrDocument15 pagesBS 7079-C2 1989 Preparation of Steel SubstrTeymur RegenmaisterNo ratings yet
- BS 7079-C3 1989 Steel Substrates For Painting - Profile Comparator Using Focusing MicroscopeDocument21 pagesBS 7079-C3 1989 Steel Substrates For Painting - Profile Comparator Using Focusing MicroscopeTeymur RegenmaisterNo ratings yet
- Astm D2028-97 PDFDocument2 pagesAstm D2028-97 PDFTeymur RegenmaisterNo ratings yet
- Astm D4544-86 PDFDocument2 pagesAstm D4544-86 PDFTeymur RegenmaisterNo ratings yet
- Astm D3551-90 PDFDocument2 pagesAstm D3551-90 PDFTeymur RegenmaisterNo ratings yet
- Astm D2974-87Document3 pagesAstm D2974-87Teymur RegenmaisterNo ratings yet
- ASTM D4219-93aDocument2 pagesASTM D4219-93aTeymur RegenmaisterNo ratings yet
- Astm D2992-96 PDFDocument11 pagesAstm D2992-96 PDFTeymur RegenmaisterNo ratings yet
- Performing Accelerated Outdoor Weathering of Nonmetallic Materials Using Concentrated Natural SunlightDocument10 pagesPerforming Accelerated Outdoor Weathering of Nonmetallic Materials Using Concentrated Natural SunlightTeymur RegenmaisterNo ratings yet
- Characterization of Atmospheric Test Sites: Standard Practice ForDocument5 pagesCharacterization of Atmospheric Test Sites: Standard Practice ForTeymur Regenmaister100% (2)
- Measuring Abrasion Using The Dry Sand/Rubber Wheel ApparatusDocument12 pagesMeasuring Abrasion Using The Dry Sand/Rubber Wheel ApparatusTeymur RegenmaisterNo ratings yet
- Astm D1073-94 PDFDocument2 pagesAstm D1073-94 PDFTeymur RegenmaisterNo ratings yet
- Conducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysDocument5 pagesConducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysTeymur Regenmaister100% (1)
- Astm D1143-81 PDFDocument12 pagesAstm D1143-81 PDFTeymur RegenmaisterNo ratings yet
- Kanban and 5sDocument23 pagesKanban and 5sGitika AwasthiNo ratings yet
- 25MVA Solar Transformer-Bihar 25MW PDFDocument10 pages25MVA Solar Transformer-Bihar 25MW PDFamulya00428No ratings yet
- WRI Slab On Ground TF - 700-R-03 UpdateDocument8 pagesWRI Slab On Ground TF - 700-R-03 Updatebobwhite2000No ratings yet
- Clothing Material FST-503 and 053: by Gurumurthy.B.R E-MailDocument103 pagesClothing Material FST-503 and 053: by Gurumurthy.B.R E-MailGurumurthy B RNo ratings yet
- Bioinstrumentation III SemDocument2 pagesBioinstrumentation III SemAnonymous Jp9PvVkZNo ratings yet
- Flexible Circuits Manufacturing GuideDocument66 pagesFlexible Circuits Manufacturing GuideSelvakumar NatarajanNo ratings yet
- Instruction Manual: RA 0160 D, RA 0202 D, RA 0250 D, RA 0302 DDocument28 pagesInstruction Manual: RA 0160 D, RA 0202 D, RA 0250 D, RA 0302 DYunisNo ratings yet
- Tesla Coil EquationsDocument10 pagesTesla Coil EquationsdmenonNo ratings yet
- Fritzsche: (Lurgi Mineraloeltechnik GMBH) Peskin LurgiDocument153 pagesFritzsche: (Lurgi Mineraloeltechnik GMBH) Peskin LurgiErwin P. AjaNo ratings yet
- 101 - Antisol SDocument2 pages101 - Antisol SStephanus Dwihatmo NugrohoNo ratings yet
- Cleaning-In-Place in The Dairy IndustryDocument11 pagesCleaning-In-Place in The Dairy IndustryihllhmNo ratings yet
- Check List FormatDocument63 pagesCheck List FormatdholakiyasohamNo ratings yet
- Copper Cycle LabDocument4 pagesCopper Cycle LabShubham ChattopadhyayNo ratings yet
- Paramesh CivilDocument25 pagesParamesh CivilSai kumarNo ratings yet
- Rotary Power Tools: Owner's ManualDocument26 pagesRotary Power Tools: Owner's ManualcarroNo ratings yet
- (Tec) KeyDocument11 pages(Tec) KeyJose M. Lorente AparicioNo ratings yet
- Sintex Part 2Document29 pagesSintex Part 2payalmalayNo ratings yet
- Dubai Central Laboratory - Training Services Section: Engineering Materials LaboratoryDocument2 pagesDubai Central Laboratory - Training Services Section: Engineering Materials LaboratoryAnonymous P1vcKo6A5No ratings yet
- BTU380 ManualDocument14 pagesBTU380 Manualcarlos albertoNo ratings yet
- AUH DataDocument702 pagesAUH DataParag Babar33% (3)
- Wuolah Free Exercises8Document7 pagesWuolah Free Exercises8Don José Antonio García-Trevijano ForteNo ratings yet
- UOP77Document8 pagesUOP77arnautdusan100% (1)
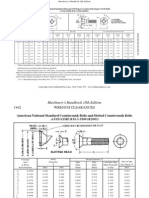
- Pernos Avellanados (Countersunk Bolt)Document9 pagesPernos Avellanados (Countersunk Bolt)Eric ToroNo ratings yet
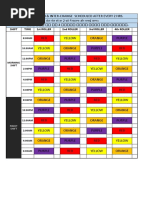
- Shcedule FPADocument9 pagesShcedule FPAdarmawanpnNo ratings yet
- AggregatesDocument34 pagesAggregatesPrashant pande100% (1)
- 840 843 845 - GB PDFDocument16 pages840 843 845 - GB PDFQuiqueviiiNo ratings yet
- HSVC1 PP4-QA, QC Equipment Status Report - 20190808Document31 pagesHSVC1 PP4-QA, QC Equipment Status Report - 20190808nkvonNo ratings yet
- Application of DryingDocument31 pagesApplication of Dryinguzzal ahmedNo ratings yet