You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Airlift Basic CalculationDocument3 pagesAirlift Basic CalculationMohammed Eljammal100% (7)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Pressure Test CertificateDocument10 pagesPressure Test CertificateDav LalNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Test Procedure:: Functional Testing Guidance Pump PerformanceDocument10 pagesTest Procedure:: Functional Testing Guidance Pump PerformanceSagar Naduvinamani100% (1)
- Pressure Relief ValvesDocument4 pagesPressure Relief ValvesHassanNo ratings yet
- OCIMF SIRE VIQ Combined Master 2010 Draft 1 Rev 5Document160 pagesOCIMF SIRE VIQ Combined Master 2010 Draft 1 Rev 5admakiNo ratings yet
- Measurement of Force and TorqueDocument51 pagesMeasurement of Force and TorqueAishwarya SNo ratings yet
- Is 3114Document15 pagesIs 3114Otavio123No ratings yet
- ECW 231 Tutorial and Answers Continuity and Energy Eqn and Their Applications - Sept19Document8 pagesECW 231 Tutorial and Answers Continuity and Energy Eqn and Their Applications - Sept19hairinnisaNo ratings yet
- Structural Design Basis - Rev ADocument28 pagesStructural Design Basis - Rev Ayogaraj sNo ratings yet
- Appplied Physics AnesthesiaDocument38 pagesAppplied Physics AnesthesiaBogdan CarabasNo ratings yet
- Bourdon Tube InstallationDocument1 pageBourdon Tube InstallationKrushik DhadukNo ratings yet
- Physics - XI - 5 SetDocument15 pagesPhysics - XI - 5 SetSambridhi NeupaneNo ratings yet
- Chapter 3 Fluid Flow - Question SetDocument2 pagesChapter 3 Fluid Flow - Question SetAbhijit KuchbhilikhtaNo ratings yet
- Resulting Force Due To Mass Flow and Flow VelocityDocument3 pagesResulting Force Due To Mass Flow and Flow VelocityLearning LearningNo ratings yet
- November 2020 (v1) QP - Paper 1 CIE Physics IGCSEDocument16 pagesNovember 2020 (v1) QP - Paper 1 CIE Physics IGCSEhafizaqaiNo ratings yet
- Y9 Physics Mock Exam P22Document15 pagesY9 Physics Mock Exam P22Anas ArshadNo ratings yet
- Short Path DistillationDocument11 pagesShort Path DistillationTeo Yu Xun100% (1)
- Viking Heavy Pump KK125Document12 pagesViking Heavy Pump KK125pauldanielmh100% (1)
- Burst DiscDocument11 pagesBurst DiscIndrajit BorikarNo ratings yet
- Pioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionDocument5 pagesPioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionvnNo ratings yet
- Junair 12-40 IMDocument52 pagesJunair 12-40 IMbozza85No ratings yet
- Handout 4 v3 PDFDocument10 pagesHandout 4 v3 PDFMayank SoniNo ratings yet
- Similarity and Model TestingDocument33 pagesSimilarity and Model TestingR. DeshmukhNo ratings yet
- John Crane Type 5610/5610QDocument8 pagesJohn Crane Type 5610/5610QRaduNo ratings yet
- V. Bernoulli EquationDocument31 pagesV. Bernoulli EquationNugraha RizkiNo ratings yet
- Natural Gas: Pipe Sizing ChartDocument1 pageNatural Gas: Pipe Sizing Chartjacked19No ratings yet
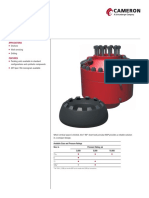
- Short-Body Annular BOP: ApplicationsDocument2 pagesShort-Body Annular BOP: ApplicationsMEHDINo ratings yet
- Pressure Reducing Valve Spool Type, Direct-Acting SAE-10 Cartridge - 420 Bar DR10-01Document2 pagesPressure Reducing Valve Spool Type, Direct-Acting SAE-10 Cartridge - 420 Bar DR10-01Ganeshkumar Enkili SundarvasanNo ratings yet
- HeatVentTutorial - PyroxDocument71 pagesHeatVentTutorial - PyroxCristiNo ratings yet
- Physics 1Document28 pagesPhysics 1Ahmad ZaidiNo ratings yet