You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- TF-80 Af-40 6 SpeedDocument53 pagesTF-80 Af-40 6 Speedsanya7289% (37)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
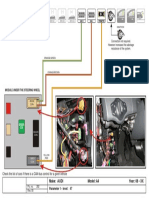
- R150f DiagramDocument2 pagesR150f Diagrambobhdj75% (4)
- Nissan NES M5083-1997 Rust Preventive Coating MaterialDocument7 pagesNissan NES M5083-1997 Rust Preventive Coating MaterialSumit SharmaNo ratings yet
- Peugeot 407 2.0 Hdi User Manual: Read/DownloadDocument2 pagesPeugeot 407 2.0 Hdi User Manual: Read/Downloadرفيق مجبور50% (2)
- Vats Sell SheetDocument2 pagesVats Sell SheetJesus Gonzalez AndradeNo ratings yet
- Equivalentes Luk, Perfection, Sach Valeo - ClutchDocument7 pagesEquivalentes Luk, Perfection, Sach Valeo - ClutchFABIAN MARTINEZ100% (2)
- 1971 Chevrolet NovaDocument101 pages1971 Chevrolet NovarodizianoNo ratings yet
- Proposal of A Classification of Defects of High-Pressure Diecast ProductsDocument8 pagesProposal of A Classification of Defects of High-Pressure Diecast ProductsAditheya Varthan MNo ratings yet
- V600-63SM Vacuum Unit Quotation20200410en PDFDocument1 pageV600-63SM Vacuum Unit Quotation20200410en PDFAditheya Varthan MNo ratings yet
- Dac-Magic: YSS Advanced Die Steel For Die CastingDocument2 pagesDac-Magic: YSS Advanced Die Steel For Die CastingAditheya Varthan MNo ratings yet
- Virtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFDocument4 pagesVirtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFAditheya Varthan MNo ratings yet
- An Innovative Device For Vacuum and Air Venting: Laihua Wang, Maya Gershenzon, Vu NguyenDocument5 pagesAn Innovative Device For Vacuum and Air Venting: Laihua Wang, Maya Gershenzon, Vu NguyenAditheya Varthan MNo ratings yet
- FondarexDocument28 pagesFondarexAditheya Varthan MNo ratings yet
- 17 Fondarex FSA ForumDocument43 pages17 Fondarex FSA ForumAditheya Varthan MNo ratings yet
- AW4 TC Lock Up ControllerDocument4 pagesAW4 TC Lock Up Controllermnlwood2558100% (1)
- Lunati CatalogDocument302 pagesLunati Catalogbmzero100% (5)
- dp4 - Packages 2015 Price List - End User - Eng PDFDocument4 pagesdp4 - Packages 2015 Price List - End User - Eng PDFCALEBE LEANDRONo ratings yet
- Audi A4 8k 08-Xx en Ds500Document1 pageAudi A4 8k 08-Xx en Ds500Florin Bila-NicolaNo ratings yet
- Programaciones ManualesDocument324 pagesProgramaciones Manualespaysa757555100% (6)
- Rod4 Livr3 BrazilDocument8 pagesRod4 Livr3 BrazilMarco FigueroaNo ratings yet
- Lancia Fulvia MontecarloDocument5 pagesLancia Fulvia Montecarlocdm946No ratings yet
- Page From ZF Transmission Oils PDFDocument1 pagePage From ZF Transmission Oils PDFossoskiNo ratings yet
- Bosch 0 227 100 211 Ignition Control With MegaSquirt-II PDFDocument5 pagesBosch 0 227 100 211 Ignition Control With MegaSquirt-II PDFFelipe Ignacio Cortes FuentesNo ratings yet
- Ford Figo: (No Airbags)Document1 pageFord Figo: (No Airbags)No DeseadoNo ratings yet
- 4WD Kyron y RextonDocument10 pages4WD Kyron y RextonCristhian CamposNo ratings yet
- Motor Trend - May 2019 USA PDFDocument104 pagesMotor Trend - May 2019 USA PDFAnonymous tW1zTL2lt100% (1)
- Vehicle To Diagnostic Tool Reference ChartDocument1 pageVehicle To Diagnostic Tool Reference ChartDaniel NavasNo ratings yet
- Lampurginni (MGT 337)Document3 pagesLampurginni (MGT 337)Nasrullah Khan AbidNo ratings yet
- 2tz Fze 2Document22 pages2tz Fze 2che-ahmad-majdi-7191No ratings yet
- Central University of Odisha, Koraput: Sub:-Marketing ManagementDocument8 pagesCentral University of Odisha, Koraput: Sub:-Marketing ManagementSatyapriya PangiNo ratings yet
- CVT VS TIPTRONIC (Engines Comparisons)Document7 pagesCVT VS TIPTRONIC (Engines Comparisons)zohairahmedNo ratings yet
- Impeachment LetterDocument1 pageImpeachment LetterJohn ArchibaldNo ratings yet
- Catia TutorialDocument40 pagesCatia Tutorialnithish_reddies100% (2)
- Organisational ChangeDocument7 pagesOrganisational ChangeRakshithNo ratings yet
- 5.0 Mustang & Super Fords - March 2014 USADocument132 pages5.0 Mustang & Super Fords - March 2014 USAplacebboNo ratings yet
- Building 500 20517.83 SM: Parque Logistico LurinDocument1 pageBuilding 500 20517.83 SM: Parque Logistico LurinAndres Aceijas MuñozNo ratings yet