You might also like
- Animal and Translational Models for CNS Drug Discovery: Reward Deficit DisordersFrom EverandAnimal and Translational Models for CNS Drug Discovery: Reward Deficit DisordersRobert A. McArthurNo ratings yet
- NIJ Standard 0112.03Document25 pagesNIJ Standard 0112.03srahhalNo ratings yet
- Handbook of Emergency Response to Toxic Chemical Releases: A Guide to ComplianceFrom EverandHandbook of Emergency Response to Toxic Chemical Releases: A Guide to ComplianceNo ratings yet
- Norma Nij PistolasDocument25 pagesNorma Nij PistolasEduardo UggioniNo ratings yet
- CompTIA Network+ Certification Study Guide: Exam N10-004: Exam N10-004 2EFrom EverandCompTIA Network+ Certification Study Guide: Exam N10-004: Exam N10-004 2ERating: 4 out of 5 stars4/5 (4)
- Fixed and Base Station FM ReceiversDocument23 pagesFixed and Base Station FM ReceiversA. VillaNo ratings yet
- Ballistic Resistance of Police Body Armor: Standard 0101.02Document17 pagesBallistic Resistance of Police Body Armor: Standard 0101.02amirul syafiqNo ratings yet
- TypeDocument23 pagesTypehomebase750No ratings yet
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- Ballistic Helmets (NIJ Standard-0106.01)Document16 pagesBallistic Helmets (NIJ Standard-0106.01)Body ArmorNo ratings yet
- National Institute of Justice: New Technology Batteries Guide NIJ Guide 200-98Document63 pagesNational Institute of Justice: New Technology Batteries Guide NIJ Guide 200-98Oliver Lawrence MisquithNo ratings yet
- Advances in Structure and Activity Relationship of Coumarin DerivativesFrom EverandAdvances in Structure and Activity Relationship of Coumarin DerivativesSanthosh PentaRating: 5 out of 5 stars5/5 (2)
- Magnetic Switches FOR Burglar Alarm Systems: Law Enforcement Standards ProgramDocument27 pagesMagnetic Switches FOR Burglar Alarm Systems: Law Enforcement Standards ProgramJOSHUA DICHOSONo ratings yet
- NIJ Standard For Ballistic HelmetsDocument16 pagesNIJ Standard For Ballistic HelmetsarddashtiNo ratings yet
- Voice Stress PDFDocument120 pagesVoice Stress PDFHamed MasterNo ratings yet
- Ballistic Resistance of Police Body Armor (NIJ Standard 0101.03)Document24 pagesBallistic Resistance of Police Body Armor (NIJ Standard 0101.03)Body ArmorNo ratings yet
- NIJ Autoloading Pistols For Police OfficersDocument32 pagesNIJ Autoloading Pistols For Police OfficersAzzahra R BNo ratings yet
- 'Portable Ballisti Hields: NLLJ!TJ .Document9 pages'Portable Ballisti Hields: NLLJ!TJ .dfgsrthey53tgsgrvsgwNo ratings yet
- SM PKG X Ray MSR - 1115 508 - 0Document30 pagesSM PKG X Ray MSR - 1115 508 - 0Marius GabrielNo ratings yet
- Riot Helmets and Face Shields (NIJ Standard 0104.02)Document19 pagesRiot Helmets and Face Shields (NIJ Standard 0104.02)Body Armor100% (1)
- Selection and Application Guide To Personal Body ArmorDocument114 pagesSelection and Application Guide To Personal Body ArmorTiguryNo ratings yet
- Hand-Held Metal Detectors For Use in Concealed Weapon and Contraband DetectionDocument55 pagesHand-Held Metal Detectors For Use in Concealed Weapon and Contraband DetectionDenisa ZahariaNo ratings yet
- Nij 0115.00Document46 pagesNij 0115.00officerfrankNo ratings yet
- Ballistic Resistance of Body Armor PDFDocument92 pagesBallistic Resistance of Body Armor PDFWaleed Bin Mosam KhattakNo ratings yet
- Body ArmorDocument67 pagesBody ArmorOtis1964100% (1)
- 00-FY2020-22 Planned Research ActivitiesDocument126 pages00-FY2020-22 Planned Research ActivitiespxmNo ratings yet
- Nist Gov SP800-101 PDFDocument104 pagesNist Gov SP800-101 PDFOmar Almeida RomoNo ratings yet
- Nist HandbookDocument86 pagesNist HandbookDavid YúgarNo ratings yet
- CCTV Tech HBK - 0713 508Document66 pagesCCTV Tech HBK - 0713 508me11110% (1)
- Govpub C13Document176 pagesGovpub C13Abhishek yadavNo ratings yet
- Forensic Sciences:: Review of Status and NeedsDocument71 pagesForensic Sciences:: Review of Status and NeedsUjalaa RawatNo ratings yet
- Explosive Detection TheoryDocument131 pagesExplosive Detection TheoryHans HanszeroNo ratings yet
- Suppressing Automotive Interference Taggart 81Document24 pagesSuppressing Automotive Interference Taggart 81enjpetNo ratings yet
- WTMD MSR - 0614 508 PDFDocument27 pagesWTMD MSR - 0614 508 PDFEnrique CatalanNo ratings yet
- CA Radiation ProtectionprogramDocument15 pagesCA Radiation Protectionprogramericd_flores939No ratings yet
- National Institute of Justice: Ballistic Resistance of Personal Body Armor NIJ Standard-0101.04Document67 pagesNational Institute of Justice: Ballistic Resistance of Personal Body Armor NIJ Standard-0101.04Maximiliano “Maxi” WorzelNo ratings yet
- NIJ人体护甲防弹标准英文版Document89 pagesNIJ人体护甲防弹标准英文版Cl RichardNo ratings yet
- Ansi Asnt CP105Document17 pagesAnsi Asnt CP105cnuvas321No ratings yet
- NASA MetrologyDocument330 pagesNASA MetrologyFianti Femmilia DarmawanNo ratings yet
- OSW Health SafetyDocument56 pagesOSW Health SafetySupasart Chanindhapongsathon100% (1)
- Tech Eval Report American Ultraviolet Corp Acp-24 Ho-4 Biological Inactivation Efficiency by Hvac In-Duct Uv Light SystemsDocument23 pagesTech Eval Report American Ultraviolet Corp Acp-24 Ho-4 Biological Inactivation Efficiency by Hvac In-Duct Uv Light SystemscarlonewmannNo ratings yet
- Guidelines On PDA Forensics: Recommendations of The National Institute of Standards and TechnologyDocument67 pagesGuidelines On PDA Forensics: Recommendations of The National Institute of Standards and TechnologyMichael WilliamsNo ratings yet
- BallisticDocument89 pagesBallisticluiscarlos.basalticaNo ratings yet
- Automated License Plate Reader Systems - Policy and Operational Guidance For Law EnforcementDocument128 pagesAutomated License Plate Reader Systems - Policy and Operational Guidance For Law Enforcementshakes21778No ratings yet
- ASNT Level II Study Guide PTDocument114 pagesASNT Level II Study Guide PTNitesh Srivastava100% (2)
- ASNT Level II Study Guide Liquid Penetrant Testing MethodDocument49 pagesASNT Level II Study Guide Liquid Penetrant Testing MethodIsrael Riquelme100% (21)
- Allelic Discrimination Getting Started Guide: Applied Biosystems 7900HT Fast Real-Time PCR SystemDocument118 pagesAllelic Discrimination Getting Started Guide: Applied Biosystems 7900HT Fast Real-Time PCR SystemCristina CapitaoNo ratings yet
- C Alib R Ation Laboratories: Technical Guide For Electromagnetic RF Microwave MeasurementsDocument43 pagesC Alib R Ation Laboratories: Technical Guide For Electromagnetic RF Microwave MeasurementsbeataeuNo ratings yet
- ISA CSE Study Guide - 4th EditionDocument116 pagesISA CSE Study Guide - 4th EditionDominic Francia75% (4)
- NASA Metrology PDFDocument330 pagesNASA Metrology PDFSeparatorNo ratings yet
- Environmental Technology Verification Report: G O, I - O S 316 M - P W Q P /SDocument61 pagesEnvironmental Technology Verification Report: G O, I - O S 316 M - P W Q P /SCris Frausto CNo ratings yet
- OSCOR Green ManualDocument107 pagesOSCOR Green Manualphuongnt8xNo ratings yet
- Night Vision Technologies Handbook: System Assessment and Validation For Emergency Responders (SAVER)Document34 pagesNight Vision Technologies Handbook: System Assessment and Validation For Emergency Responders (SAVER)Dj SaketNo ratings yet
- 105 07 - 32812 ExploxivesGuideFinal5 12 08 PDFDocument364 pages105 07 - 32812 ExploxivesGuideFinal5 12 08 PDFFabian LizarbeNo ratings yet
- Certification Report For SRM 2216, 2218, 2219: KLST (Miniaturized) Charpy V-Notch Impact SpecimensDocument57 pagesCertification Report For SRM 2216, 2218, 2219: KLST (Miniaturized) Charpy V-Notch Impact SpecimensYasser Hammad MohamedNo ratings yet
- NIJ-0108.01 Ballistic Resistant Protective MaterialsDocument16 pagesNIJ-0108.01 Ballistic Resistant Protective MaterialsIVVS FARIASNo ratings yet
- Calibration LaboratoriesDocument86 pagesCalibration LaboratoriesJamal Zamrudi100% (3)
- Shear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajDocument9 pagesShear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajAkhilesh B.MNo ratings yet
- Alternative Method of Firmware UploadingDocument6 pagesAlternative Method of Firmware UploadingRoberto Acuña OrozcoNo ratings yet
- SD 9100G PDFDocument65 pagesSD 9100G PDFkirilla2006No ratings yet
- Rapid PrototypingDocument21 pagesRapid Prototypingapi-3758470100% (1)
- Selector ValvesDocument23 pagesSelector Valveswalk111No ratings yet
- Alcatel-Lucent Vs MicrosoftDocument11 pagesAlcatel-Lucent Vs MicrosoftKrishna Chaitanya Gorle100% (1)
- Cryptography and Network SecurityDocument24 pagesCryptography and Network SecuritykavithamargretNo ratings yet
- Genie 40691272220Document178 pagesGenie 40691272220Rubén MuñozNo ratings yet
- Organizing For MissionDocument2 pagesOrganizing For MissioncovchurchNo ratings yet
- YM5 Permanent Magnet YokeDocument2 pagesYM5 Permanent Magnet YokePilar Medrano MenaNo ratings yet
- Checklist For NP CO2 Compressor Overhauling - Rev 0 PDFDocument6 pagesChecklist For NP CO2 Compressor Overhauling - Rev 0 PDFMohsin MurtazaNo ratings yet
- Military HelicoptersDocument44 pagesMilitary HelicoptersHerman Pentz Moore100% (5)
- Corsbysek PDFDocument16 pagesCorsbysek PDFMargaret DaughertyNo ratings yet
- Half Rate in BSCDocument80 pagesHalf Rate in BSCarthenianNo ratings yet
- Embedded System DesignDocument45 pagesEmbedded System Designsramuk100% (1)
- MSDS Polyurea CoatingDocument3 pagesMSDS Polyurea CoatingHamzah Sabtian SitorusNo ratings yet
- Design of Telemonitoring Medical Record of Cardiac Arrhythmia Patients Based On RFID and WEBDocument4 pagesDesign of Telemonitoring Medical Record of Cardiac Arrhythmia Patients Based On RFID and WEBRahul SharmaNo ratings yet
- Introduction To The Automatic NodeB and Cell Allocation in The BSC6910 Feature V1.0Document21 pagesIntroduction To The Automatic NodeB and Cell Allocation in The BSC6910 Feature V1.0Ariel MendozaNo ratings yet
- Decision Support System Q&ADocument50 pagesDecision Support System Q&AManidhar ReddyNo ratings yet
- IEC 61850 ProtocolDocument50 pagesIEC 61850 ProtocolCamex AuliaNo ratings yet
- Guidelines For The Selection and Use of Reference MaterialsDocument16 pagesGuidelines For The Selection and Use of Reference MaterialsPatrick RamotlopiNo ratings yet
- Using Atrenta Spyglass in GUI ModeDocument33 pagesUsing Atrenta Spyglass in GUI Modevenu.lancer8205100% (1)
- Functional Decomposition PDFDocument21 pagesFunctional Decomposition PDFShazwan DanialNo ratings yet
- System Ims Services MarketDocument5 pagesSystem Ims Services MarketAngelica PérezNo ratings yet
- A Practical Guide To Cloud MigrationDocument13 pagesA Practical Guide To Cloud MigrationRio Ardian100% (1)
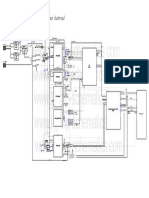
- (Before Press Power Button) : Power Sequence and Architecture DiagramDocument1 page(Before Press Power Button) : Power Sequence and Architecture DiagramYoho Y.No ratings yet
- JPM TQM Course Mat-6 T-3Document72 pagesJPM TQM Course Mat-6 T-3Nithyanandan AshokNo ratings yet
- Electric Galley Range HDocument7 pagesElectric Galley Range HCocoman Seba CuentasNo ratings yet
- Consumer Credit File RightsDocument3 pagesConsumer Credit File RightsBridget May CruzNo ratings yet
- Acoustic GuitarDocument14 pagesAcoustic GuitartzvingNo ratings yet
- Tactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookFrom EverandTactical Gun Digest: The World's Greatest Tactical Firearm and Gear BookRating: 5 out of 5 stars5/5 (1)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 4.5 out of 5 stars4.5/5 (285)
- Skills and Drills:For the Practical Pistol ShooterFrom EverandSkills and Drills:For the Practical Pistol ShooterRating: 5 out of 5 stars5/5 (1)
- Prepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideFrom EverandPrepared: The 8 Secret Skills of an Ex-IDF Special Forces Operator That Will Keep You Safe - Basic GuideRating: 4.5 out of 5 stars4.5/5 (10)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Happy, Happy, Happy: My Life and Legacy as the Duck CommanderFrom EverandHappy, Happy, Happy: My Life and Legacy as the Duck CommanderRating: 5 out of 5 stars5/5 (39)
- Si-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleFrom EverandSi-cology 1: Tales and Wisdom from Duck Dynasty's Favorite UncleRating: 4.5 out of 5 stars4.5/5 (16)
- Death in the Long Grass: A Big Game Hunter's Adventures in the African BushFrom EverandDeath in the Long Grass: A Big Game Hunter's Adventures in the African BushRating: 4.5 out of 5 stars4.5/5 (59)
- Sporting Guns: Weapons, Skills and Techniques for Competitive Shooting SportsFrom EverandSporting Guns: Weapons, Skills and Techniques for Competitive Shooting SportsNo ratings yet
- The Total Outdoorsman Skills & Tools: 324 TipsFrom EverandThe Total Outdoorsman Skills & Tools: 324 TipsRating: 4.5 out of 5 stars4.5/5 (2)
- Book of Glock: A Comprehensive Guide to America's Most Popular HandgunFrom EverandBook of Glock: A Comprehensive Guide to America's Most Popular HandgunRating: 5 out of 5 stars5/5 (1)
- Advanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)From EverandAdvanced Gunsmithing: A Manual of Instruction in the Manufacture, Alteration, and Repair of Firearms (75th Anniversary Edition)Rating: 3.5 out of 5 stars3.5/5 (2)
- Marksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsFrom EverandMarksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsRating: 4.5 out of 5 stars4.5/5 (3)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 5 out of 5 stars5/5 (1)
- Small Unit Leaders Operational Planning GuideFrom EverandSmall Unit Leaders Operational Planning GuideRating: 5 out of 5 stars5/5 (1)
- Summary: Endure: How to Work Hard, Outlast, and Keep Hammering By Cameron Hanes: Key Takeaways, Summary & AnalysisFrom EverandSummary: Endure: How to Work Hard, Outlast, and Keep Hammering By Cameron Hanes: Key Takeaways, Summary & AnalysisNo ratings yet
- Gunsmithing Made Easy: Projects for the Home GunsmithFrom EverandGunsmithing Made Easy: Projects for the Home GunsmithRating: 3 out of 5 stars3/5 (2)
- Pistol Shooting Sports: A Beginner's Guide to Practical Shooting CompetitionFrom EverandPistol Shooting Sports: A Beginner's Guide to Practical Shooting CompetitionNo ratings yet
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Zen, Meditation & the Art of Shooting: Performance Edge - Sports EditionFrom EverandZen, Meditation & the Art of Shooting: Performance Edge - Sports EditionRating: 5 out of 5 stars5/5 (4)
- Woodcraft: A Guide to Camping and SurvivalFrom EverandWoodcraft: A Guide to Camping and SurvivalRating: 4.5 out of 5 stars4.5/5 (2)