You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Difference Between ISO and ASTM StandardsDocument5 pagesDifference Between ISO and ASTM StandardsNicholas Farrugia100% (4)
- Pierburg PG - Si - 0096 - 30304465Document1 pagePierburg PG - Si - 0096 - 30304465marcglebNo ratings yet
- 457-Fiberoptic Cable Testing Per IEC 60794-1-2 PDFDocument10 pages457-Fiberoptic Cable Testing Per IEC 60794-1-2 PDFJose Gregorio SanchezNo ratings yet
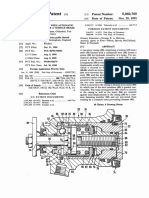
- US5060765Document12 pagesUS5060765marcglebNo ratings yet
- US9850967Document8 pagesUS9850967marcglebNo ratings yet
- US4331221Document12 pagesUS4331221marcglebNo ratings yet
- US9874257Document8 pagesUS9874257marcglebNo ratings yet
- Kilic Clutch 2016Document7 pagesKilic Clutch 2016marcglebNo ratings yet
- Thermal Behavior of Friction Clutch DiscDocument11 pagesThermal Behavior of Friction Clutch DiscmarcglebNo ratings yet
- Attestination: WoniniDocument22 pagesAttestination: WoninimarcglebNo ratings yet
- EP1469240A1Document12 pagesEP1469240A1marcglebNo ratings yet
- Engineering Mechanics 2016: 22 International ConferenceDocument4 pagesEngineering Mechanics 2016: 22 International ConferencemarcglebNo ratings yet
- Clutch TS Guide 8 PDFDocument84 pagesClutch TS Guide 8 PDFmarcglebNo ratings yet
- Stifness and Damping Characteristics of Rubber PDFDocument14 pagesStifness and Damping Characteristics of Rubber PDFmarcglebNo ratings yet
- VW 1.9L TDI Installation NoticeDocument4 pagesVW 1.9L TDI Installation Noticemarcgleb100% (1)
- Fault Finding Guide WebDocument39 pagesFault Finding Guide Webmarcgleb100% (1)
- 402-2 - SAF Warranty Handling Shock AbsorberDocument13 pages402-2 - SAF Warranty Handling Shock AbsorbermarcglebNo ratings yet
- A Guide To Facilitating Adult Learning PDFDocument30 pagesA Guide To Facilitating Adult Learning PDFmarcgleb100% (1)
- KS Schadensbroschüre Englisch PDFDocument92 pagesKS Schadensbroschüre Englisch PDFmarcglebNo ratings yet
- Engine Throtle FailureDocument2 pagesEngine Throtle FailuremarcglebNo ratings yet
- Why Bad Presentations Happen To Good Causes - Andy GoodmanDocument100 pagesWhy Bad Presentations Happen To Good Causes - Andy GoodmanterryboothNo ratings yet
- Knowledge Comprehension Applications Analysis Synthesis EvaluationsDocument1 pageKnowledge Comprehension Applications Analysis Synthesis EvaluationsmarcglebNo ratings yet
- Procedure For Evaluation of Rubber Bushing ComponentsDocument12 pagesProcedure For Evaluation of Rubber Bushing ComponentsmarcglebNo ratings yet
- Elastic & Plastic BehaviourDocument85 pagesElastic & Plastic Behaviouradhurssh sriramNo ratings yet
- Inconel - Alloy 330 - UNS N08330Document8 pagesInconel - Alloy 330 - UNS N08330Javeed A. KhanNo ratings yet
- Derakane 411 Momentum TDSDocument6 pagesDerakane 411 Momentum TDSAnindya Paul ChowdhuryNo ratings yet
- Unit-I (Introduction & Methods of Prestressing)Document10 pagesUnit-I (Introduction & Methods of Prestressing)Sasi HoneyNo ratings yet
- CE6306 Strength of Materials (SOM)Document127 pagesCE6306 Strength of Materials (SOM)goldencometNo ratings yet
- PRC Lab ManualDocument3 pagesPRC Lab ManualMazharYasinNo ratings yet
- The Procedure Handbook of Arc Welding (Twelfth Edition)Document742 pagesThe Procedure Handbook of Arc Welding (Twelfth Edition)Adisak Aumpiem100% (1)
- 4 - PRESSURE VESSEL (Inspection and Testing)Document69 pages4 - PRESSURE VESSEL (Inspection and Testing)Wahyu Lailil FaisNo ratings yet
- High Temperature Deformation Behaviors of Hot Dip 55 WT% Al-Zn Coated SteelDocument11 pagesHigh Temperature Deformation Behaviors of Hot Dip 55 WT% Al-Zn Coated Steel張竣凱No ratings yet
- SM Lab ManualsDocument27 pagesSM Lab ManualspraveenampilliNo ratings yet
- Effect of Welding Current Voltage On Tensile Strength of Pressure Vessel Steel Submerged Welded JointsDocument4 pagesEffect of Welding Current Voltage On Tensile Strength of Pressure Vessel Steel Submerged Welded JointsCioroaga Bogdan DorelNo ratings yet
- Asme Section II A Sa-234 Sa-234mDocument10 pagesAsme Section II A Sa-234 Sa-234mAnonymous GhPzn1xNo ratings yet
- ASTM A 911-05 M DurmientesDocument4 pagesASTM A 911-05 M DurmientesCarlosNo ratings yet
- Strength of Materials - Shear StressesDocument2 pagesStrength of Materials - Shear StressesJan Alexis Monsalud0% (1)
- Introduction, 1.2 Properties of Materials, 1.3 Stress, Strain, Hook's Law, 1.4 Poisson'sDocument74 pagesIntroduction, 1.2 Properties of Materials, 1.3 Stress, Strain, Hook's Law, 1.4 Poisson'sNidhi SharmaNo ratings yet
- Compression Properties of Ductile IronDocument18 pagesCompression Properties of Ductile IronGeorge CharitouNo ratings yet
- Comparison Between Delta Terraxx R and DraincellDocument6 pagesComparison Between Delta Terraxx R and DraincellManoj HarikishanNo ratings yet
- 1991 - Thornton - On The Analysis and Design of Bracing ConnectionsDocument32 pages1991 - Thornton - On The Analysis and Design of Bracing ConnectionsmahdiebNo ratings yet
- Machine Design IgnouDocument181 pagesMachine Design IgnouAnup ChoudharyNo ratings yet
- Nickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825 and N08221) Seamless Pipe and TubeDocument4 pagesNickel-Iron-Chromium-Molybdenum-Copper Alloy (UNS N08825 and N08221) Seamless Pipe and TubeRio WitcandraNo ratings yet
- Tensile Strength & Slippage of The Overhand Knot: Annex BDocument4 pagesTensile Strength & Slippage of The Overhand Knot: Annex BDougNewNo ratings yet
- Astm A975 97Document7 pagesAstm A975 97ronald poma floresNo ratings yet
- Articulo A Design Model For Reinforced WITH Bars Concrete BeamsDocument19 pagesArticulo A Design Model For Reinforced WITH Bars Concrete BeamsMiguelucho GarcíaNo ratings yet
- B Strength of Materials SP Solution PDFDocument3 pagesB Strength of Materials SP Solution PDFcobalt boronNo ratings yet
- Z-ULTRAT Material Data Sheet EngDocument3 pagesZ-ULTRAT Material Data Sheet EngMiguel HelíNo ratings yet
- Tensile TestDocument22 pagesTensile TestFlying KiteNo ratings yet
- ACI 108 s34 PDFDocument11 pagesACI 108 s34 PDFSoveasna ChanNo ratings yet