You might also like
- The Complete Why Book of Golf: Fascinating Facts about the Greatest Game of AllFrom EverandThe Complete Why Book of Golf: Fascinating Facts about the Greatest Game of AllNo ratings yet
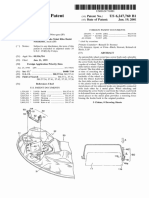
- United States Patent (10) Patent No.: US 6,439,110 B1: Lin (45) Date of Patent: Aug. 27, 2002Document5 pagesUnited States Patent (10) Patent No.: US 6,439,110 B1: Lin (45) Date of Patent: Aug. 27, 2002BobNo ratings yet
- United States Patent (19) : (45) Date of Patent: Sep. 14, 1999Document12 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 14, 1999Widya Nur RamadhaniNo ratings yet
- Us5054154 PDFDocument6 pagesUs5054154 PDFSchuster StephanNo ratings yet
- Us 6703545Document7 pagesUs 6703545Rubens Francisco MoreteNo ratings yet
- United States Design Patent (10) Patent No.:: US D447,171 SDocument5 pagesUnited States Design Patent (10) Patent No.:: US D447,171 SNWNo ratings yet
- Wind Tesla TurbineDocument9 pagesWind Tesla TurbineRonan RojasNo ratings yet
- Brevet 2 Filetare VartejDocument11 pagesBrevet 2 Filetare VartejirinaNo ratings yet
- Circle of FifthsDocument6 pagesCircle of Fifthstipo0011No ratings yet
- US6699426Document16 pagesUS6699426Muhammed BALIKÇINo ratings yet
- United States Design Patent (10) Patent No.:: US D585,936 SDocument4 pagesUnited States Design Patent (10) Patent No.:: US D585,936 SRamos GabeNo ratings yet
- U.S. Pat 5,433,035. Talking Entertainment Card, Timothy Bauer, Issued July 18, 1995Document7 pagesU.S. Pat 5,433,035. Talking Entertainment Card, Timothy Bauer, Issued July 18, 1995Duane BlakeNo ratings yet
- Usd 563438Document12 pagesUsd 563438Baiuliang BaiuliangNo ratings yet
- Us 6402407Document7 pagesUs 6402407api-190559452No ratings yet
- United States Patent (10) Patent No.: US 7,707,797 B2Document11 pagesUnited States Patent (10) Patent No.: US 7,707,797 B2Erin GokNo ratings yet
- United States Patent (10) Patent No.: US 6,921,304 B2: Hewitt (45) Date of Patent: Jul. 26, 2005Document17 pagesUnited States Patent (10) Patent No.: US 6,921,304 B2: Hewitt (45) Date of Patent: Jul. 26, 2005shruti kapseNo ratings yet
- United States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 1999Document33 pagesUnited States Patent (19) 11 Patent Number: 5,996,519: Mitchell Et Al. (45) Date of Patent: Dec. 7, 199963No ratings yet
- US5238437Document7 pagesUS5238437José Meza CastellanosNo ratings yet
- US6045195Document30 pagesUS6045195aungkyawzoreNo ratings yet
- AcuspikeDocument25 pagesAcuspikeJose Luis Abad100% (3)
- United States Patent (19) 11 Patent Number: 5,904,176: Li (45) Date of Patent: May 18, 1999Document12 pagesUnited States Patent (19) 11 Patent Number: 5,904,176: Li (45) Date of Patent: May 18, 1999hakiki_nNo ratings yet
- United States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Document10 pagesUnited States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Leonardo Lannes VieiraNo ratings yet
- Us 5342560Document7 pagesUs 5342560Ghina Fatikah SalimNo ratings yet
- United States Patent (10) Patent No.: US 7,311,236 B2: Smith Et Al. (45) Date of Patent: Dec. 25, 2007Document14 pagesUnited States Patent (10) Patent No.: US 7,311,236 B2: Smith Et Al. (45) Date of Patent: Dec. 25, 2007chicken curryNo ratings yet
- United States Patent (19) 11 Patent Number: 5,826,843: Sturm (45) Date of Patent: Oct. 27, 1998Document9 pagesUnited States Patent (19) 11 Patent Number: 5,826,843: Sturm (45) Date of Patent: Oct. 27, 1998Choo Wei shengNo ratings yet
- Us 6536893Document11 pagesUs 6536893mksNo ratings yet
- United States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009Document11 pagesUnited States Patent (10) Patent No.: US 7.587,842 B2: Tajiri Et Al. (45) Date of Patent: Sep. 15, 2009emre yıldırımNo ratings yet
- United States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Document9 pagesUnited States Patent (10) Patent No.: US 6,343,550 B1: Feesler (45) Date of Patent: Feb. 5, 2002Quý Đình Mai MaiNo ratings yet
- United States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Document20 pagesUnited States Patent (10) Patent No.: US 6,282,863 B1: Christian Et Al. (45) Date of Patent: Sep. 4, 2001Munir KadernaniNo ratings yet
- US4991909Document10 pagesUS4991909aungkyawzoreNo ratings yet
- US7827620Document9 pagesUS7827620Devansh ChhajlaniNo ratings yet
- US4392295Document14 pagesUS4392295chahineNo ratings yet
- United States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Document9 pagesUnited States Patent (10) Patent No.: US 7,384,360 B2: Ploetz Et Al. (45) Date of Patent: Jun. 10, 2008Cesar VasquesNo ratings yet
- United States PatentDocument3 pagesUnited States PatentMugenNo ratings yet
- US6662930Document13 pagesUS6662930channakeshava pandurangaNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
- Patent Number 5194299Document11 pagesPatent Number 5194299Lope Nam-iNo ratings yet
- United States Patent: (75) Inventors: Jeffrey H. Wood, Eureka, MO (US)Document14 pagesUnited States Patent: (75) Inventors: Jeffrey H. Wood, Eureka, MO (US)Clóvis FerreiraNo ratings yet
- US8328164Document6 pagesUS8328164terrainuixNo ratings yet
- United States Patent (10) Patent No.: US 6,682,032 B1: Bradlee (45) Date of Patent: Jan. 27, 2004Document4 pagesUnited States Patent (10) Patent No.: US 6,682,032 B1: Bradlee (45) Date of Patent: Jan. 27, 2004Choo Wei shengNo ratings yet
- Umted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997Document15 pagesUmted States Patent (19) (11) Patent Number: 5,642,778: Gentry (45) Date of Patent: Jul. 1, 1997gjcozmhlsggyuntflrNo ratings yet
- United States Patent (19) : MillerDocument11 pagesUnited States Patent (19) : MillerEduardo JorgeNo ratings yet
- US4201743Document8 pagesUS4201743Abdulrahman HamdanNo ratings yet
- US8398905Document9 pagesUS8398905Ator VastatinNo ratings yet
- US7178757Document18 pagesUS7178757wen longNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007Document26 pagesUnited States Patent: (12) (10) Patent N0.: US 7,213,519 B2 Wiley Et Al. (45) Date of Patent: May 8, 2007fghdfjerNo ratings yet
- Mold CastingDocument22 pagesMold CastingDicky MadikatamaNo ratings yet
- United States Patent: (10) Patent No.: US 6,226,947 B1Document15 pagesUnited States Patent: (10) Patent No.: US 6,226,947 B1Mary HullNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument6 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentPriyankaNo ratings yet
- Neared.: (12) United States PatentDocument15 pagesNeared.: (12) United States Patentsudar1477No ratings yet
- US5626804Document16 pagesUS5626804Erin GokNo ratings yet
- United States PatentDocument4 pagesUnited States Patentdylan tikoyNo ratings yet
- US6247760Document12 pagesUS6247760aungkyawzoreNo ratings yet
- USD740150Document6 pagesUSD740150Luis RebazaNo ratings yet
- Explosion-Absorbing Panels and Wall StructuresDocument5 pagesExplosion-Absorbing Panels and Wall Structuresibrahim sugarNo ratings yet
- United States Patent (10) Patent No.: US 7.467,604 B1: Werner Et Al. (45) Date of Patent: Dec. 23, 2008Document22 pagesUnited States Patent (10) Patent No.: US 7.467,604 B1: Werner Et Al. (45) Date of Patent: Dec. 23, 2008BobNo ratings yet
- United States Design Patent (10) Patent No.:: US D447,443 SDocument4 pagesUnited States Design Patent (10) Patent No.:: US D447,443 Sreka1950No ratings yet
- United States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001Document13 pagesUnited States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001yamakunNo ratings yet
- United States Patent (10) Patent No.: US 6,412,231 B1Document10 pagesUnited States Patent (10) Patent No.: US 6,412,231 B1Sharvin ZacariasNo ratings yet
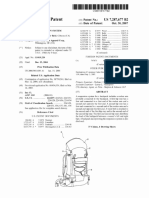
- Backpack Suspension SystemDocument13 pagesBackpack Suspension SystemAnureet BhardwajNo ratings yet
- The Evolution of Fantastical Storyworlds: A Study of Tabletop Role-Playing SettingsDocument12 pagesThe Evolution of Fantastical Storyworlds: A Study of Tabletop Role-Playing SettingsTyler Jordan DavisonNo ratings yet
- Living Liquid Crystals: Shuang Zhou, Andrey Sokolov, Oleg D Lavrentovich, Igor S AransonDocument32 pagesLiving Liquid Crystals: Shuang Zhou, Andrey Sokolov, Oleg D Lavrentovich, Igor S AransonTyler Jordan DavisonNo ratings yet
- Research On Orchid Biology and Biotechnology: Plant and Cell Physiology July 2011Document21 pagesResearch On Orchid Biology and Biotechnology: Plant and Cell Physiology July 2011Tyler Jordan DavisonNo ratings yet
- Pharoah PDFDocument54 pagesPharoah PDFTyler Jordan Davison100% (1)
- NetBook of PoisonsDocument84 pagesNetBook of PoisonsTyler Jordan DavisonNo ratings yet
- D&D 3rd Ed.-The Noble WildDocument180 pagesD&D 3rd Ed.-The Noble WildTyler Jordan Davison100% (7)
- ROSEN Group - Challenging Pipeline DiagnosticsDocument42 pagesROSEN Group - Challenging Pipeline DiagnosticsFuad0% (1)
- Panama Canal - FinalDocument25 pagesPanama Canal - FinalTeeksh Nagwanshi50% (2)
- Case Study TemplateDocument4 pagesCase Study Templateapi-355498849No ratings yet
- Ring Spinning Machine LR 6/S Specification and Question AnswerDocument15 pagesRing Spinning Machine LR 6/S Specification and Question AnswerPramod Sonbarse100% (3)
- Engineering Knowledge Syllabus PDFDocument3 pagesEngineering Knowledge Syllabus PDFsumitNo ratings yet
- Brocade MIB ReferenceDocument1,212 pagesBrocade MIB ReferencejessiwattsNo ratings yet
- Islamic Architecture PDFDocument59 pagesIslamic Architecture PDFHarshi Garg100% (3)
- Amma Vun - Bala AshtagamDocument4 pagesAmma Vun - Bala AshtagamSHIV RAMNo ratings yet
- Ventures Onsite Market Awards 22062023 64935868dDocument163 pagesVentures Onsite Market Awards 22062023 64935868dhamzarababa21No ratings yet
- Activity 1 Which Is WhichDocument1 pageActivity 1 Which Is WhichRhanna Lei SiaNo ratings yet
- 03 Dizon v. COMELECDocument1 page03 Dizon v. COMELECChelle BelenzoNo ratings yet
- Pearson Edexcel A Level Economics A Fifth Edition Peter Smith Full Chapter PDF ScribdDocument67 pagesPearson Edexcel A Level Economics A Fifth Edition Peter Smith Full Chapter PDF Scribdrobert.eligio703100% (5)
- Datasheet lcd03 20x4 B PDFDocument8 pagesDatasheet lcd03 20x4 B PDFFrancis100% (1)
- Savage Cyberpunk 2020Document14 pagesSavage Cyberpunk 2020dmage_uNo ratings yet
- Softwash ComparatorDocument5 pagesSoftwash ComparatorFaheem MushtaqNo ratings yet
- Technical English For Mining (L3)Document21 pagesTechnical English For Mining (L3)Tō Rā YhNo ratings yet
- RMK Akl 2 Bab 5Document2 pagesRMK Akl 2 Bab 5ElineNo ratings yet
- Age of Sigmar AoS - Battletome - Hedonites of Slaanesh - Errata 2023-01Document4 pagesAge of Sigmar AoS - Battletome - Hedonites of Slaanesh - Errata 2023-01Ughu RajaNo ratings yet
- Homeless Class ActionDocument36 pagesHomeless Class ActionMichael_Lee_RobertsNo ratings yet
- ICT Authority Legal NoticeDocument13 pagesICT Authority Legal NoticeICT AUTHORITYNo ratings yet
- Sample Information For Attempted MurderDocument3 pagesSample Information For Attempted MurderIrin200No ratings yet
- India: Labor Market: A Case Study of DelhiDocument4 pagesIndia: Labor Market: A Case Study of DelhiHasnina SaputriNo ratings yet
- SH Case3 Informants enDocument1 pageSH Case3 Informants enHoLlamasNo ratings yet
- Factor Affecting Child Dental Behaviour PedoDocument19 pagesFactor Affecting Child Dental Behaviour PedoFourthMolar.comNo ratings yet
- A Daily Miracle2Document1 pageA Daily Miracle2LizZelencichNo ratings yet
- Aditya Man BorborahDocument4 pagesAditya Man BorborahAditya BorborahNo ratings yet
- Fallout Unwashed Assets Monsters and NpcsDocument4 pagesFallout Unwashed Assets Monsters and NpcsVeritas VeritatiNo ratings yet
- Nonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferDocument3 pagesNonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferYamile CruzNo ratings yet
- Lipoproteins in Diabetes Mellitus: Alicia J. Jenkins Peter P. Toth Timothy J. Lyons EditorsDocument468 pagesLipoproteins in Diabetes Mellitus: Alicia J. Jenkins Peter P. Toth Timothy J. Lyons EditorsFELELNo ratings yet
- Eva Braun Life With Hitler PDFDocument2 pagesEva Braun Life With Hitler PDFPamela0% (1)