You might also like
- Key Condenser Failure MechanismDocument8 pagesKey Condenser Failure MechanismdirgoramboNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- Steam Generating System - Operation OverviewDocument21 pagesSteam Generating System - Operation Overviewritesh MishraNo ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichNo ratings yet
- Boiler Reference Manual: Section 2 Feedwater TreatmentDocument53 pagesBoiler Reference Manual: Section 2 Feedwater TreatmentSaad Javed100% (2)
- VGB-R 612 ContentDocument7 pagesVGB-R 612 Contentant29539432No ratings yet
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsDocument8 pagesCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteNo ratings yet
- Chemical Cleaning of Stator WaterDocument7 pagesChemical Cleaning of Stator WaterprakashNo ratings yet
- Is.10392.1982 Feed Water BoilerDocument11 pagesIs.10392.1982 Feed Water BoilerAngelina YunitaNo ratings yet
- Chap 42 PDFDocument30 pagesChap 42 PDFnelson escuderoNo ratings yet
- Characteristics of Boiler Feedwater - An Overview of Key Water Quality ParametersDocument1 pageCharacteristics of Boiler Feedwater - An Overview of Key Water Quality ParametersjagjitNo ratings yet
- HRSG Water ChemistryDocument83 pagesHRSG Water ChemistrynivasssvNo ratings yet
- EPRI's Phosphate Continuum and Caustic Treatment GuidelineDocument59 pagesEPRI's Phosphate Continuum and Caustic Treatment GuidelineDian PiresNo ratings yet
- Carbohydrazide vs Hydrazine Oxygen Scavenger StudyDocument43 pagesCarbohydrazide vs Hydrazine Oxygen Scavenger StudyVinod SindhavNo ratings yet
- Best Practice in Boiler Water Treatment Part 2Document6 pagesBest Practice in Boiler Water Treatment Part 2Adrian MicuNo ratings yet
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocument28 pagesHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Requirements For The Quality of Boiler Feed Water and Boiler WaterDocument14 pagesRequirements For The Quality of Boiler Feed Water and Boiler Waternermeen ahmedNo ratings yet
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet
- 06-Klitzke Sidwell Jensen Presentation Part 123Document89 pages06-Klitzke Sidwell Jensen Presentation Part 123Nguyễn Thanh TùngNo ratings yet
- Feedwater quality control prevents boiler tube failuresDocument12 pagesFeedwater quality control prevents boiler tube failuresBehnam RamouzehNo ratings yet
- EPRI Field Guide For Boiler Tube Failures PDFDocument2 pagesEPRI Field Guide For Boiler Tube Failures PDFandi suntoroNo ratings yet
- Real Time Boiler TreatmentDocument4 pagesReal Time Boiler TreatmentJustin GentryNo ratings yet
- Boiler Feed Water and Boiler Water - EWT Water TechnologyDocument2 pagesBoiler Feed Water and Boiler Water - EWT Water TechnologyEdhi SutantoNo ratings yet
- Recommended Abma & Asme Boiler Water Limits Drum Operating Pressure (Psig) SteamDocument9 pagesRecommended Abma & Asme Boiler Water Limits Drum Operating Pressure (Psig) Steammaoc4vnNo ratings yet
- 08 ACC Chemistry and Amines PDFDocument17 pages08 ACC Chemistry and Amines PDFLaszlo HiltNo ratings yet
- VGB R-167 e ContentDocument6 pagesVGB R-167 e ContentFayaz ShaikNo ratings yet
- Rodine 213 & 214-EnDocument3 pagesRodine 213 & 214-EnLouis MoralesNo ratings yet
- Boiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningDocument34 pagesBoiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningrakeshkjNo ratings yet
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocument4 pagesPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiNo ratings yet
- 8 Film Forming Amine FFSDocument47 pages8 Film Forming Amine FFSprakashNo ratings yet
- Polyamines in High Pressure SteamDocument12 pagesPolyamines in High Pressure SteamWaleed Emara100% (1)
- GE Handbook Guide to Preventing Corrosion in Steam SystemsDocument19 pagesGE Handbook Guide to Preventing Corrosion in Steam SystemsEngr Irfan AkhtarNo ratings yet
- Feed Water ManagementDocument31 pagesFeed Water ManagementAnmol AgarwalNo ratings yet
- Treatment and Corrosion Control of Cooling WaterDocument57 pagesTreatment and Corrosion Control of Cooling Waterlonelystar19No ratings yet
- A. Banweg - Boiler and Feed Water TreatmentDocument19 pagesA. Banweg - Boiler and Feed Water TreatmentBeey Yolanda Fauza0% (1)
- Specification For Chemical CleaningDocument41 pagesSpecification For Chemical CleaningSudhanshu DashNo ratings yet
- Water Treatment Chemicals ListDocument1 pageWater Treatment Chemicals ListPrashanth JeerNo ratings yet
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganNo ratings yet
- Kurita Cetamine BrochureDocument2 pagesKurita Cetamine BrochureDanielWheelerNo ratings yet
- STD Spec For Boiler Chemical CompoundDocument21 pagesSTD Spec For Boiler Chemical CompoundSunny Ooi100% (1)
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNo ratings yet
- Table 1 Suggested Water Quality Limits: Source: The American Society of Mechanical EngineersDocument5 pagesTable 1 Suggested Water Quality Limits: Source: The American Society of Mechanical EngineersGabriella LemanNo ratings yet
- Silica RemovalDocument2 pagesSilica Removaladehriya100% (1)
- Bi-Drum Vs Single Drum - Research Paper 2Document6 pagesBi-Drum Vs Single Drum - Research Paper 2Parth Merchant100% (1)
- Indonesia Customer Seminar Turbine-Generator FundamentalsDocument41 pagesIndonesia Customer Seminar Turbine-Generator FundamentalsRajendran SrnNo ratings yet
- TR 108460Document242 pagesTR 108460mtaha85100% (1)
- BoilerDocument7 pagesBoilerXie ShjNo ratings yet
- Initial Treatment With Heat LoadDocument15 pagesInitial Treatment With Heat LoadSunny OoiNo ratings yet
- Coal Additive PresentationDocument15 pagesCoal Additive PresentationNileshNo ratings yet
- DegassingDocument11 pagesDegassingMKOZERDEMNo ratings yet
- IAWPS GUIDELINE Volatile-2015Document32 pagesIAWPS GUIDELINE Volatile-2015prakashNo ratings yet
- Cooling Water TreatmentDocument47 pagesCooling Water Treatmentfurrano yonandaNo ratings yet
- HRSG Supplier's Chemistry IonDocument11 pagesHRSG Supplier's Chemistry IonJoe Schroeder100% (1)
- Interim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFDocument286 pagesInterim Cycle Chemistry Guidelines For Combined Cycle Heat Recovery Steam Generators HRSGs TR 110051 PDFsoumitra BanerjeeNo ratings yet
- Install An Automatic Blowdown Control System: BackgroundDocument5 pagesInstall An Automatic Blowdown Control System: BackgroundNaNo ratings yet
- Preservation of Boiler 1Document21 pagesPreservation of Boiler 1DangolNo ratings yet
- 11.boiler Water ChemistryDocument9 pages11.boiler Water Chemistrykcp1986No ratings yet
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Cooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube LeaksDocument5 pagesCooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube Leakspym1506gmail.comNo ratings yet
- TP1174ENDocument16 pagesTP1174ENTran Khac TruongNo ratings yet
- What's Inside Your Water MainsDocument5 pagesWhat's Inside Your Water MainsprakashNo ratings yet
- Corrosion Management of Water Transport PipesDocument17 pagesCorrosion Management of Water Transport PipesprakashNo ratings yet
- CorCalcProc RevDocument4 pagesCorCalcProc RevSuresh Damu BhadNo ratings yet
- The True Threat of Corrosion To A Fire Sprinkler SystemDocument2 pagesThe True Threat of Corrosion To A Fire Sprinkler SystemprakashNo ratings yet
- Fundamentals of Metallic Corrosion in Fresh WaterDocument18 pagesFundamentals of Metallic Corrosion in Fresh Waterkklucher1No ratings yet
- Corrosion Protection Proposal for KMPCL Plant Fire SystemDocument7 pagesCorrosion Protection Proposal for KMPCL Plant Fire SystemprakashNo ratings yet
- Annexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMDocument3 pagesAnnexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMprakashNo ratings yet
- 1 Cpu Best Paper by Stephen N NazmiDocument10 pages1 Cpu Best Paper by Stephen N NazmiprakashNo ratings yet
- Effect Chlorine in FreshWaterDocument5 pagesEffect Chlorine in FreshWaterEl Ehsan Abinya FatihNo ratings yet
- Annexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMDocument3 pagesAnnexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMprakashNo ratings yet
- Annexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMDocument3 pagesAnnexure-1 CHLORINES EFFECT ON CORROSION IN DRINKING WATER SYSTEMprakashNo ratings yet
- CorCalcProc RevDocument4 pagesCorCalcProc RevSuresh Damu BhadNo ratings yet
- 1 Corr Index ComparisionDocument6 pages1 Corr Index ComparisionprakashNo ratings yet
- 1 AlkalinityDocument1 page1 AlkalinityprakashNo ratings yet
- 1 Corr Index ComparisionDocument6 pages1 Corr Index ComparisionprakashNo ratings yet
- CORROSION TRAINING Water Research CentreDocument14 pagesCORROSION TRAINING Water Research CentreprakashNo ratings yet
- Contact With Chlorinated Water: Selection of The Appropriate SteelDocument6 pagesContact With Chlorinated Water: Selection of The Appropriate SteelMAMBO95TLNo ratings yet
- Regeneration FundamentalsDocument4 pagesRegeneration FundamentalsprakashNo ratings yet
- Technical Data Sheet: The Derivation of The Alkalinity Distribution Calculations Is Made As FollowsDocument1 pageTechnical Data Sheet: The Derivation of The Alkalinity Distribution Calculations Is Made As FollowsprakashNo ratings yet
- Boiler Water TreatmentDocument7 pagesBoiler Water TreatmentJAY PARIKH100% (1)
- Effect of Residual Chlorine Concentration On Water Pipe CorrosionDocument2 pagesEffect of Residual Chlorine Concentration On Water Pipe CorrosionprakashNo ratings yet
- Congruent Boiler Water ControlDocument3 pagesCongruent Boiler Water ControlprakashNo ratings yet
- Boiler Water TreatmentDocument7 pagesBoiler Water TreatmentJAY PARIKH100% (1)
- Condenser Tube FFFFFFFFFFFFFFFFFFFFFFFFFDocument20 pagesCondenser Tube FFFFFFFFFFFFFFFFFFFFFFFFFAmal ChinthakaNo ratings yet
- Watreatpath 3Document26 pagesWatreatpath 3bhaleshNo ratings yet
- Iron Pipe CorrossionDocument25 pagesIron Pipe Corrossionkeith2438No ratings yet
- Effect of Chlorine Vs Chloramine Treatment Techniques On Materials Degradation in Reclamation InfrastructureDocument19 pagesEffect of Chlorine Vs Chloramine Treatment Techniques On Materials Degradation in Reclamation InfrastructureprakashNo ratings yet
- Effect of Residual Chlorine Concentration On Water Pipe CorrosionDocument2 pagesEffect of Residual Chlorine Concentration On Water Pipe CorrosionprakashNo ratings yet
- Memories of HomeDocument14 pagesMemories of HomeMary Francis Edmer SayconNo ratings yet
- Computer Engineering SyllabusDocument47 pagesComputer Engineering SyllabusLily ChanNo ratings yet
- Differential Equations CookbookDocument2 pagesDifferential Equations CookbookAugustinZNo ratings yet
- Explore the beaches and parks of Labuan IslandDocument2 pagesExplore the beaches and parks of Labuan IslandDudeNo ratings yet
- Beyond Schein DentalDocument9 pagesBeyond Schein DentaltomdietzlerNo ratings yet
- Tooth Development, Eruption & Applied Aspects: Saurabh Roy 09.03.2016Document95 pagesTooth Development, Eruption & Applied Aspects: Saurabh Roy 09.03.2016reema aslamNo ratings yet
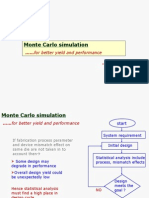
- Cadence Monte Carlo Simulation TutorialDocument51 pagesCadence Monte Carlo Simulation Tutorialkuomatt100% (1)
- Kyle 106 - 119 - 131 - 141Document1 pageKyle 106 - 119 - 131 - 141Gerson SouzaNo ratings yet
- Shivag Itim Al ADocument27 pagesShivag Itim Al AKellie RamosNo ratings yet
- Script For TSB GRDDocument9 pagesScript For TSB GRDJuvel OrquinazaNo ratings yet
- SFM Issue Repor 15-4-2023Document3 pagesSFM Issue Repor 15-4-2023Esdras Fransua CisnerosNo ratings yet
- Detecting Oil Spills from Remote SensorsDocument7 pagesDetecting Oil Spills from Remote SensorsFikri Adji Wiranto100% (1)
- Normal Distribution PortfolioDocument6 pagesNormal Distribution Portfoliosophia harris100% (1)
- Communications in Algebra: On The U-Invariant of P-Adic Function FieldsDocument9 pagesCommunications in Algebra: On The U-Invariant of P-Adic Function FieldsKarim ZahidiNo ratings yet
- Adding True Bypass To A Vintage Big MuffDocument8 pagesAdding True Bypass To A Vintage Big MuffOliver SuttonNo ratings yet
- Ship Construction: Second Mates - HANDOUTDocument117 pagesShip Construction: Second Mates - HANDOUTmaneeshNo ratings yet
- NTPC Training ReportDocument83 pagesNTPC Training ReportAbhishek Mittal100% (2)
- Popular CultureDocument25 pagesPopular CultureVibhuti KachhapNo ratings yet
- 2GIG KEY2 345 Install GuideDocument2 pages2GIG KEY2 345 Install GuideAlarm Grid Home Security and Alarm MonitoringNo ratings yet
- Galactic Handbook and Synchronized MeditationsDocument91 pagesGalactic Handbook and Synchronized Meditationslapiton100% (10)
- Sample Article Used by MeDocument14 pagesSample Article Used by MeMagnum OpusNo ratings yet
- Bread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerDocument14 pagesBread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerJames BaculaNo ratings yet
- 09 Exp 11 Buffer SolutionsDocument8 pages09 Exp 11 Buffer SolutionsShainmaugne AdvientoNo ratings yet
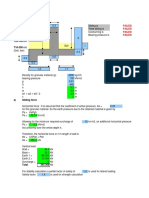
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet
- Gen Ed Answer Key (A)Document7 pagesGen Ed Answer Key (A)Antonette Escarpe TorcinoNo ratings yet
- Mitsubishi Motors: Service ManualDocument29 pagesMitsubishi Motors: Service ManualCristobalNo ratings yet
- Random Variate Generation-1Document21 pagesRandom Variate Generation-1Christian Delas AlasNo ratings yet
- Rajagiri Public School Unit Test PhysicsDocument3 pagesRajagiri Public School Unit Test PhysicsNITHINKJOSEPHNo ratings yet
- Full Report-Disinfectant and SanitizerDocument19 pagesFull Report-Disinfectant and Sanitizermohd addinNo ratings yet
- BrosurDocument68 pagesBrosurKiki Xhui7No ratings yet