You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Multi Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisDocument8 pagesMulti Objective Optimization in Turning of EN25 Steel Using Taguchi Based Utility Concept Coupled With Principal Component AnalysisKailash C BhosaleNo ratings yet
- Pattern Recognition: Gui-Fu Lu, Jian Zou, Yong Wang, Zhongqun WangDocument7 pagesPattern Recognition: Gui-Fu Lu, Jian Zou, Yong Wang, Zhongqun WangKailash C BhosaleNo ratings yet
- 1 s2.0 S0924013605006515 Main PDFDocument9 pages1 s2.0 S0924013605006515 Main PDFKailash C BhosaleNo ratings yet
- Pattern Recognition: Meng Lu, Jianhua Z. Huang, Xiaoning QianDocument11 pagesPattern Recognition: Meng Lu, Jianhua Z. Huang, Xiaoning QianKailash C BhosaleNo ratings yet
- Goode Roberta Pres2 BonusDocument5 pagesGoode Roberta Pres2 BonusKailash C BhosaleNo ratings yet
- 2013 - cHAOUCH - Development of Weld Nugget in Dissymmetric AssembliesDocument6 pages2013 - cHAOUCH - Development of Weld Nugget in Dissymmetric AssembliesKailash C BhosaleNo ratings yet
- 2007 - Hasanbasoglu - Resistance Spot Weldability of Dissimilar MaterialsDocument7 pages2007 - Hasanbasoglu - Resistance Spot Weldability of Dissimilar MaterialsKailash C BhosaleNo ratings yet
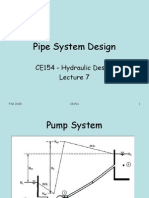
- Pipe System DesignDocument64 pagesPipe System DesignRonald GeorgeNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CIT 811 TMA 4 Quiz QuestionDocument3 pagesCIT 811 TMA 4 Quiz QuestionjohnNo ratings yet
- 10 1 3 RMDDocument5 pages10 1 3 RMDRay GalfianNo ratings yet
- THE PERFECT DAY Compressed 1 PDFDocument218 pagesTHE PERFECT DAY Compressed 1 PDFMariaNo ratings yet
- The Big M Method: Group BDocument7 pagesThe Big M Method: Group BWoo Jin YoungNo ratings yet
- Lab 6 Data VisualizationDocument8 pagesLab 6 Data VisualizationRoaster GuruNo ratings yet
- Challenges Affecting Devolution PDFDocument94 pagesChallenges Affecting Devolution PDFELIJAH M. OMBEONo ratings yet
- Safe Motherhood Ao2016-0035 Quality Antenatal Care PDFDocument9 pagesSafe Motherhood Ao2016-0035 Quality Antenatal Care PDFGa B B OrlonganNo ratings yet
- Thermal ComfortDocument50 pagesThermal ComfortSSNo ratings yet
- HH220i - JAN 11Document1 pageHH220i - JAN 11Achmad GazaliNo ratings yet
- Motor BookDocument252 pagesMotor BookKyaw KhNo ratings yet
- AnnexIIRecommendationsbyHOTCCommittee06 11 18Document6 pagesAnnexIIRecommendationsbyHOTCCommittee06 11 18Bilal AbbasNo ratings yet
- Design of A Low Cost Hydrostatic Bearing: Anthony Raymond WongDocument77 pagesDesign of A Low Cost Hydrostatic Bearing: Anthony Raymond WongRogelio DiazNo ratings yet
- Adel Lock ManualDocument1 pageAdel Lock Manual24245677843No ratings yet
- Federal Public Service CommissionDocument2 pagesFederal Public Service CommissionNasir LatifNo ratings yet
- Alumni Homecoming ScriptDocument2 pagesAlumni Homecoming ScriptMeliza Casipit100% (1)
- Structural Engineering Formulas Second EditionDocument224 pagesStructural Engineering Formulas Second Editionahmed_60709595194% (33)
- Учебный предметDocument2 pagesУчебный предметorang shabdizNo ratings yet
- HLA HART Concept of LawDocument19 pagesHLA HART Concept of LawHarneet KaurNo ratings yet
- Alfa Laval Aalborg Os Tci Marine BoilerDocument2 pagesAlfa Laval Aalborg Os Tci Marine Boilera.lobanov2020No ratings yet
- Decs vs. San DiegoDocument7 pagesDecs vs. San Diegochini17100% (2)
- BraunDocument69 pagesBraunLouise Alyssa SazonNo ratings yet
- Pediatric Infectious DiseasesDocument3 pagesPediatric Infectious DiseasesAiri FirdausiaNo ratings yet
- Grade 7 Math Lesson 22: Addition and Subtraction of Polynomials Learning GuideDocument4 pagesGrade 7 Math Lesson 22: Addition and Subtraction of Polynomials Learning GuideKez MaxNo ratings yet
- Unit 12 BriefDocument7 pagesUnit 12 Briefapi-477397447No ratings yet
- Bagi CHAPT 7 TUGAS INGGRIS W - YAHIEN PUTRIDocument4 pagesBagi CHAPT 7 TUGAS INGGRIS W - YAHIEN PUTRIYahien PutriNo ratings yet
- 14 Days of Prayer and FastingDocument40 pages14 Days of Prayer and FastingntsakoramphagoNo ratings yet
- Śāntarak ItaDocument8 pagesŚāntarak ItaÁtilaNo ratings yet
- AA1 Adventure Anthology One r14Document85 pagesAA1 Adventure Anthology One r14dachda100% (1)
- Iso 16232 10 2007 en PDFDocument8 pagesIso 16232 10 2007 en PDFyağmurNo ratings yet