You might also like
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Csaf30ultima 000050aDocument2 pagesCsaf30ultima 000050aJorge Manuel Guedes SilvaNo ratings yet
- Simriz485 General PurposeDocument2 pagesSimriz485 General Purposeemperor_vamsiNo ratings yet
- Econamid FL 6M20 - Pa6 M2oDocument1 pageEconamid FL 6M20 - Pa6 M2omuthuNo ratings yet
- Device Marker - LS-EMLP (180X180) YE CUS - 8199184: Key Commercial DataDocument2 pagesDevice Marker - LS-EMLP (180X180) YE CUS - 8199184: Key Commercial DataVera SlavnicNo ratings yet
- SAF30 Ultimate M25Document2 pagesSAF30 Ultimate M25c.ceccarelliNo ratings yet
- Csaf305 000490aDocument6 pagesCsaf305 000490aJorge Manuel Guedes SilvaNo ratings yet
- DOWSIL™ 896 PanelFixDocument7 pagesDOWSIL™ 896 PanelFixChris Hung WeiNo ratings yet
- 8 Interior and Exterior Emulsion PaintsDocument28 pages8 Interior and Exterior Emulsion PaintsAPEX SON100% (1)
- Loctite 416™: Technical Data SheetDocument3 pagesLoctite 416™: Technical Data SheetJuanManuelPerillaNo ratings yet
- Dow Corning 785 Technical DatasheetDocument4 pagesDow Corning 785 Technical DatasheetShuvenduNo ratings yet
- BITUFLAME P 4180, P 4200 & P 4260: - DescriptionDocument2 pagesBITUFLAME P 4180, P 4200 & P 4260: - DescriptionTejinder KumarNo ratings yet
- Mapeflex Pu50 SLDocument4 pagesMapeflex Pu50 SLBarbara Ayub FrancisNo ratings yet
- Filter Elements: FeaturesDocument14 pagesFilter Elements: FeaturesJamin SmtpngNo ratings yet
- Loctite 5699 - enDocument3 pagesLoctite 5699 - enRider OaklandNo ratings yet
- Flagon E: Technical Data Sheet No. WPSIT0027-14.04Document2 pagesFlagon E: Technical Data Sheet No. WPSIT0027-14.04Rodrigues1392No ratings yet
- LOctite SI 5900Document3 pagesLOctite SI 5900Giovanni HernandezNo ratings yet
- Rubia Fleet 300 PDFDocument2 pagesRubia Fleet 300 PDFdnoaisaps100% (1)
- M705-ULT369 Technical Data - 1.0EDocument12 pagesM705-ULT369 Technical Data - 1.0EQuýNguyễnNo ratings yet
- 62 1636 01 Dowsil 791 Silicone Weatherproofing SealantDocument6 pages62 1636 01 Dowsil 791 Silicone Weatherproofing SealantAAqNo ratings yet
- Technical Characteristics 2020 ENDocument1 pageTechnical Characteristics 2020 ENezzularabNo ratings yet
- BETULADocument1 pageBETULAMarcelo Ferreira MeloNo ratings yet
- Eni I-Sigma - Top - MS - 15W-40Document2 pagesEni I-Sigma - Top - MS - 15W-40AMAZING AGNo ratings yet
- Seeflex 020EDocument1 pageSeeflex 020EArstNo ratings yet
- Finalloy EBP-820/2 C16: DescriptionDocument1 pageFinalloy EBP-820/2 C16: DescriptionYouness LATAFINo ratings yet
- Agip Blasia FMPDocument2 pagesAgip Blasia FMPRanjan GuptaNo ratings yet
- Elastocoat C 6335-101Document4 pagesElastocoat C 6335-101Cristina AndronescuNo ratings yet
- Airforce 4000 Compressor Oils ISO VG 32, 46, 68, 100: Product InformationDocument1 pageAirforce 4000 Compressor Oils ISO VG 32, 46, 68, 100: Product Informationbiomed systechNo ratings yet
- TDS LF-301Document1 pageTDS LF-301Ofer ShochetNo ratings yet
- TDS - MT 950 - enDocument2 pagesTDS - MT 950 - enTo RaNo ratings yet
- 406-2012 New-EnDocument3 pages406-2012 New-EnNishant SenapatiNo ratings yet
- Promat PFPH Chapter 2 User GuideDocument24 pagesPromat PFPH Chapter 2 User GuideRamiAl-fuqahaNo ratings yet
- Araldite AV 138M-1 With Hardener HV 998: Advanced MaterialsDocument4 pagesAraldite AV 138M-1 With Hardener HV 998: Advanced MaterialsMajid TorabiNo ratings yet
- COLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENDocument4 pagesCOLLANTE FCB 130 - Araldite - FT - AV138M-1 - HV998 - ENMax SalogniNo ratings yet
- Technical Data Sheet Polyimide: Benefits ApplicationsDocument3 pagesTechnical Data Sheet Polyimide: Benefits Applicationssanthosha rkNo ratings yet
- Ultradur: Product InformationDocument3 pagesUltradur: Product InformationirisNo ratings yet
- Technical Data Sheet Ultem (Pei) : (Polyetherimide)Document3 pagesTechnical Data Sheet Ultem (Pei) : (Polyetherimide)Dynamic SaravananNo ratings yet
- Anabond685RDocument3 pagesAnabond685RGomathi SankarNo ratings yet
- Erapol E90A: Technical DatasheetDocument2 pagesErapol E90A: Technical Datasheetmgamal1080No ratings yet
- Technical Data Sheet: Page 1 of 6 HCD-10307 (Rev. 2011-11-03 2:00 PM)Document6 pagesTechnical Data Sheet: Page 1 of 6 HCD-10307 (Rev. 2011-11-03 2:00 PM)Pedro NavarroNo ratings yet
- Total Rubia Fleet HD 200 10W 30 40 50 - 082014 en PDFDocument2 pagesTotal Rubia Fleet HD 200 10W 30 40 50 - 082014 en PDFdnoaisapsNo ratings yet
- Aluminium Foil Af546 SWDocument2 pagesAluminium Foil Af546 SWfhsn84No ratings yet
- Thermosolo GS: Description and Scope of ApplicationDocument2 pagesThermosolo GS: Description and Scope of ApplicationCatalin FilipNo ratings yet
- TDS LF-350Document1 pageTDS LF-350Ofer ShochetNo ratings yet
- Drift Eliminators: Product ProfileDocument2 pagesDrift Eliminators: Product ProfileYohanes Joko TriyantoNo ratings yet
- Blasia 32Document1 pageBlasia 32Marcelo Ferreira MeloNo ratings yet
- Interface Solutions Gasket MaterialsDocument7 pagesInterface Solutions Gasket MaterialsBerkah PowerindoNo ratings yet
- Balmatech Go-26 Tds 2022-09 GBDocument2 pagesBalmatech Go-26 Tds 2022-09 GBAnalista De CalidadNo ratings yet
- Sikahyflex®-140 Construction: Product Data SheetDocument4 pagesSikahyflex®-140 Construction: Product Data SheetNicholas WashingtonNo ratings yet
- Sikahyflex 140 Construction Pds enDocument4 pagesSikahyflex 140 Construction Pds enReno MaulanaNo ratings yet
- Loctite 5770Document4 pagesLoctite 5770ChristianNo ratings yet
- A Time-Proven Reliable Coating For Corrosion ProtectionDocument2 pagesA Time-Proven Reliable Coating For Corrosion ProtectionPhong ThanhNo ratings yet
- Ceran-Xm-220 TDS v171128Document2 pagesCeran-Xm-220 TDS v171128phucdc095041No ratings yet
- Eni I-Sint Tech R 5W-30 Is A Synthetic Technology Lubricant With "mid-SAPS" CharacteristicsDocument1 pageEni I-Sint Tech R 5W-30 Is A Synthetic Technology Lubricant With "mid-SAPS" CharacteristicsPabloNo ratings yet
- S1XBIG58 M500 4 Tech InfoDocument15 pagesS1XBIG58 M500 4 Tech InfoFredy DanielNo ratings yet
- Omega Amide Nylon Pa CatalogueDocument5 pagesOmega Amide Nylon Pa Cataloguesoni10483No ratings yet
- MOLYKOTE - HP-300 - Grease - 80-3103E-01Document2 pagesMOLYKOTE - HP-300 - Grease - 80-3103E-01jtelloNo ratings yet
- Thermalbond v2200 Foam Tape Tds 1067 PDFDocument2 pagesThermalbond v2200 Foam Tape Tds 1067 PDFDario DiazNo ratings yet
- TDS LF-360Document2 pagesTDS LF-360Ofer ShochetNo ratings yet
- Robertson, F.C. Resin Transfer Moulding of Aerospace Resins-A Review. Br. Polym. J. 1988, 20, 417-429Document30 pagesRobertson, F.C. Resin Transfer Moulding of Aerospace Resins-A Review. Br. Polym. J. 1988, 20, 417-429Shahzaib KhanNo ratings yet
- Technical Information 25-30 2K Primerfiller EP: 1. PropertiesDocument1 pageTechnical Information 25-30 2K Primerfiller EP: 1. PropertiesShahzaib KhanNo ratings yet
- Additives Guide - BASFDocument13 pagesAdditives Guide - BASFShahzaib KhanNo ratings yet
- Firepel K133-A Series Polyester ResinDocument3 pagesFirepel K133-A Series Polyester ResinShahzaib KhanNo ratings yet
- Stiching DefectDocument19 pagesStiching DefectShahzaib KhanNo ratings yet
- Guide To Compositesv5webpdfDocument73 pagesGuide To Compositesv5webpdfImamRNNo ratings yet
- Firepel K133 Series Polyester ResinDocument3 pagesFirepel K133 Series Polyester ResinShahzaib KhanNo ratings yet
- Fiber Inspection PatentDocument4 pagesFiber Inspection PatentShahzaib KhanNo ratings yet
- NORPOLR Gelcoat GD 11030 S EX3 (MSDS)Document5 pagesNORPOLR Gelcoat GD 11030 S EX3 (MSDS)Shahzaib KhanNo ratings yet
- EMFIFIX - .MSDS 5892-03 - 17 11 2016 - UpdatedDocument17 pagesEMFIFIX - .MSDS 5892-03 - 17 11 2016 - UpdatedShahzaib KhanNo ratings yet
- Additives Guide - BASFDocument13 pagesAdditives Guide - BASFShahzaib KhanNo ratings yet
- Crystic GC 76pa FRDocument2 pagesCrystic GC 76pa FRShahzaib KhanNo ratings yet
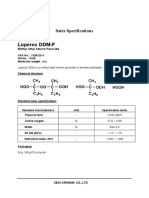
- Luperox DDM-F: Sales SpecificationsDocument1 pageLuperox DDM-F: Sales SpecificationsShahzaib KhanNo ratings yet
- 411 Ta Butanoxlpt PDFDocument4 pages411 Ta Butanoxlpt PDFShahzaib KhanNo ratings yet
- UploDocument1 pageUploShahzaib KhanNo ratings yet
- 107 Silicone OilDocument1 page107 Silicone OilShahzaib KhanNo ratings yet
- New Wordpad DocumentDocument1 pageNew Wordpad DocumentShahzaib KhanNo ratings yet
- Microsoft Word - Safety Data Sheet QY200HDocument7 pagesMicrosoft Word - Safety Data Sheet QY200HShahzaib KhanNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- PMSuni Form)Document4 pagesPMSuni Form)Shahzaib KhanNo ratings yet
- Catalogue Havells International CablesDocument76 pagesCatalogue Havells International Cablessiddhant103No ratings yet
- Proposal - Shortcut - LNKDocument11 pagesProposal - Shortcut - LNKJohn kinder BasilioNo ratings yet
- Ferromagnetism Alla IsingDocument34 pagesFerromagnetism Alla IsingKoustav MukherjeeNo ratings yet
- Displacement Sensors: 1. Resistance Based and Optical Incremental Sensors of Position TaskDocument7 pagesDisplacement Sensors: 1. Resistance Based and Optical Incremental Sensors of Position TaskBoobalan ThirugnanasambandamNo ratings yet
- Tagore Engineering College Department of ECE: Unit Test - IIDocument1 pageTagore Engineering College Department of ECE: Unit Test - IIbhuvi2312No ratings yet
- Search by Xrays Applied Technology-CollimatorDocument10 pagesSearch by Xrays Applied Technology-CollimatorHashir SaeedNo ratings yet
- GMDKDocument9 pagesGMDKJericho CabañalNo ratings yet
- Divergence Is An Operation On A Vector Yielding A Scalar, Just Like The Dot Product. We Define The Del Operator As A Vector OperatorDocument23 pagesDivergence Is An Operation On A Vector Yielding A Scalar, Just Like The Dot Product. We Define The Del Operator As A Vector OperatorKybs nyhuNo ratings yet
- Molecular Orbital Diagram For B, C, N, O, F and NeDocument12 pagesMolecular Orbital Diagram For B, C, N, O, F and NeGods ArmyNo ratings yet
- Design of Modern CNC Machines and Mechatronic ElementsDocument37 pagesDesign of Modern CNC Machines and Mechatronic Elementsnagappa talawarNo ratings yet
- ICS728Document8 pagesICS728Przemysław WójcikNo ratings yet
- Q4 Science 9 - Module 1Document23 pagesQ4 Science 9 - Module 1Danilo Saliog67% (6)
- MedusaDocument2 pagesMedusaCoolProphetNo ratings yet
- BFT Catalogue 2012 SMDocument199 pagesBFT Catalogue 2012 SMnoufalmindster0% (1)
- Visible and Ultraviolet Spectroscopy-Part 1Document16 pagesVisible and Ultraviolet Spectroscopy-Part 1Amusa TikunganNo ratings yet
- Cambridge Assessment International Education: Combined Science 0653/43 October/November 2019Document10 pagesCambridge Assessment International Education: Combined Science 0653/43 October/November 2019Dada LimNo ratings yet
- SVG 203 Intro Remote Sensing-General 2Document117 pagesSVG 203 Intro Remote Sensing-General 2CEO DimejiNo ratings yet
- Fluid Flow Thru A Bed of Particles: Che 317E Particle TechnologyDocument19 pagesFluid Flow Thru A Bed of Particles: Che 317E Particle TechnologyJulie Anne Cristales100% (1)
- Proposed Two-Storey Building With Roof Deck (One Way Slab)Document49 pagesProposed Two-Storey Building With Roof Deck (One Way Slab)Papacarl NoromorNo ratings yet
- 0e89 PDFDocument7 pages0e89 PDFDamianCurcanNo ratings yet
- 158-M5 Manual Addendum Rev 3Document5 pages158-M5 Manual Addendum Rev 3Matthew StublerNo ratings yet
- ANZ MEGEN1 Quick Start Guide 139184-200505Document2 pagesANZ MEGEN1 Quick Start Guide 139184-200505林No ratings yet
- Optical FiberDocument131 pagesOptical FiberSara ElsilinyNo ratings yet
- Exam 1 SolutionsDocument2 pagesExam 1 SolutionsPuto SantanaNo ratings yet
- MVP Scope and SequenceDocument28 pagesMVP Scope and SequenceMadhavi VangipurapuNo ratings yet
- CP1b Distance Time GraphsDocument22 pagesCP1b Distance Time GraphsMysticalNo ratings yet
- Bucket Elevator Calculation Rev 1Document8 pagesBucket Elevator Calculation Rev 1Irfan AhmedNo ratings yet
- Model Answer Control 2 - 2018 - 2019Document10 pagesModel Answer Control 2 - 2018 - 2019bipico9217No ratings yet
- Termoformadora de Bandeja SunWell M1370L-HTPF PainelDocument40 pagesTermoformadora de Bandeja SunWell M1370L-HTPF PainelGleicianeLimaGomesNo ratings yet
- Distillation - Chemistry NotesDocument9 pagesDistillation - Chemistry NotesKhennen Li DayananNo ratings yet