Volume 5, Issue 6, June – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
Parametric Analysis of Hot Gas Welding for
PP+EPR Blend and Evaluation of
Welds in Tensile Conditions
Sumedh Ingle M. J. Deshmukh
M. Tech student (Production engg) Professor
Dept. of Mechanical Engineering, Dept. of Mechanical Engineering,
GCOE, Amravati, India. GCOE, Amravati, India.
Abstract:- The primary objective of the existing work is joining technique must choose in a appropriate manner
to evaluate hot gas welding technique for PP composite considering influential factors. Joining methods for plastics
material and carrying out analysis over the critical are classified under different groups each methods have its
parameters (air flow rate, temperature, weld time) to own pros and limitations.
determine material weld strength in tensile conditions.
Polypropylene blend with elastomer have wide Plastic Welding is a joining process in which two
application in engineering areas due to their desired parts are eventually melted till softened and interface are
properties but due to these changed properties over joined. The work pieces are fused together with or without
existing one recycling get affected and became difficult filler material. Plastic welding is reported in ISO 472 as a
so their reparability should be considered. Hot gas process of joining softened surface of material generally
welding helps to join the cracks and restore defects in it. with the help of heat[4]. There are different types welding
Extracting the optimized values from critical methods depends on heat application modes may be
parameters will help to make the method more efficient internal or external. Some of the highly used welding
and effective. Tensile probing carried over specimen by techniques are Hot tool welding, Hot gas welding,
considering ASTM standards assist to know former and Extrusion welding, Friction stir welding, Laser welding,
later tensile conditions of welded joints. Ultrasonic welding etc. Weldability of plastics is an
important factor for selection of the process.
Keywords:- Hot gas welding, PP+EPR blends, Air flow
rate, Parameters, Plastic joining. II. PROCESS AND MATERIAL EXPLANATION
I. INTRODUCTION Hot gas welding
Hot gas welding is an external heating method which is
Plastic is an engineering material under polymer group simple and portable, used for fabrication and repairs of
used over large scale in different fields and industry. It has product at different stages. The strength of joint is totally
various advantages over conventional materials the most depends on bonding properties of filler stuff with actual
significant is being high strength to weight proportions. It surface. For carrying out welding by hot gas method hot gun
has transmuted the work in the field of space scrutiny, nano- is used, this gun consist of heating coils which create heat
technology, medical and engineering. It is becoming highly by consuming electrical energy. The air mass flow and
desired engineering materials but its joining techniques are temperature can be regulated in specific range. It is used in
not used at satisfactory level instead they are recycled which fabrication of storage containers, the sealing of roof or floor
consumes more energy so joining method in form of membranes repairs and widely employed to plastic
welding should be used. Minimizing the time and improving constructions.
quality are the key objectives for any industries. In recent
years, different industries has led to increase the utilization Hot gas welding is one of the external heating methods
of light weight metallic and non metallic materials with the and it was patented by Reinhardt in 1940 [8]. In this
seek of achieving targeted adaptability. Joining technology method, a weld groove and a welding rod were heated with
is an integral part of manufacturing process and efforts has hot gas stream until they soften sufficiently to fuse then the
spent to develop and demonstrate the suitability of various welding rod is pressed into the weld groove. Hot gas method
process of application in both design and structural is the earliest method of joining thermo plastics sheets and
fabrication. dates from world war II when it was used to repair bullet
riddle, acrylic cockpit canopies [12]. At that stage plastic
Plastic joining is a method of joining two or more was not use as a predominant material in engineering fields.
materials with the help of some external means. There is a It is primarily used for repairs or individual manufacturing
huge requirement of plastic joining because of limitation in needs of small or complex components. In starting period of
manufacturing for complicated work design. The process of 20th century, there was adaptability of different materials in
joining mainly includes interlocking of two surfaces so that various fields, in that development of plastics attracted many
they get stuck with each other on the basis of molecular and researchers due to its light weight and durable qualities. As
non molecular structure. To make product highly reliable, the plastic consumption increase from mid of 20th century,
IJISRT20JUN445 www.ijisrt.com 335
Volume 5, Issue 6, June – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
production of plastic as increase over a large which start The material sheet used was aged plastic to check out
affecting environment at various stages. So production of the reparability of plastic after a deformity stages. The
plastic is to be cut down instead repair of plastics should blends of PP+EPR in weight proportion are about 72%PP
take place in wide manner. and 22%EPR. Cristallinity of the material is about 48%,
density of the material is 0.90 g/cm3.
III. EXPERIMENTAL WORK
In the experimental work the main focus is on
evaluation of hot gas welding technique by considering
critical parameters which directly affects the strength of
weld created on the specimens. The material used for
carrying the experimental investigation is PP+EPR blend
plastic which is widely use for manufacturing of technical
parts and mechanical structures etc Proposed methodology
for experimental work is shown in fig. no 3, it consist of
exact flow of the work.
Fig 1:- Hot Gas Welding.
In this method stream of hot gas is directed towards the
welding zone which cause the plastic area to melt and soften
which can be joined by applying pressure and adding filler
material as shown in fig.1. The temperature of hot gas
stream need to achieve softening state it may vary for
different plastics depends on plastic compositions. The gas
temperature generally held between 200 to 6500C. Filler rod
may be of different cross section rectangular, circular, oval
etc. air volume or temperature can be adjusted in range and
the nozzle can be easily replaced for suitable working
manner.
PP+EPR BLEND
Materials used for carrying out experiment is PP+EPR
that is polypropylene+ethylene propylene. EPR is a type of
elastomer which is cured with sulphur. The inclusion of
elastomer helps in rise of toughness however it leads to
reduction of the stiffness. EPR additives help to lower crack
propagation rate. The addition of supple material acts as Fig 3:- Experimental methodology.
collision modifier, contributing improvement in the impact
behavior. Addition of EPR in PP find areas of application All the work is divided into three cases A, B, C by
in packaging, automotive bumpers, fender lines, interior, consideration of critical parameters as mentioned in table no
instrumental panels and industrial application. 1. In case A, the work was determined for the best outcome
in terms of air flow rate. In case B, evaluation of values was
done at different sets of temperature at two different air flow
rate for exact outcome in combination of airflow rate and
temperature. In case C, the experimental outcomes from
cases A&B were used with combination of different weld
time for best outcome by analysis of all three cases.
Sr no. Considered critical parameters.
1. Air flow rate 240lpm
(AFR) 450lpm
2. Temperature 2800C, 3200C,
3600C, 4000C.
3. Weld time 60s, 65s, 70s,
(seconds) 75s, 80s, 85s,
90s.
Fig 2:- PP+EPR Material Table 1:- Parameters for experimental work.
IJISRT20JUN445 www.ijisrt.com 336
Volume 5, Issue 6, June – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
The hot air gun used for creating weld was
DEWALT(D26414) having power input of 2000watts,
voltage of 220-240 volts. It consists of LCD control display
for determining the output controls. It has temperature range
from 50℃ to 600℃, which is enough to carry out polymer
welding. Temperature range can be changed by using
control buttons near control display.
For welding the specimens angle between the gas
nozzle and weldment was 450 with the gap distance of
10mm which was constant for each cases throughout the
experimental work. For performing the experiment the
specimens used are of dog bone type, the specimens were
created by considering the standards for carrying out tensile
testing, which is performed on microtech tensometer.
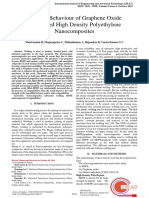
IV. RESULTS AND OBSERVATIONS Fig 5:- (240 lpm) Force Sustained at Different Temperature.
A. Case A In case B, the experimental work is done to get best
combination of AFR and temperature for welding. It was
carried out in consideration of two parts one at AFR
240lpm for different temperature as shown in fig no 4 and
in other part at AFR of 450lpm as shown in fig no 5 .
While keeping AFR of 240lpm constant for all the
temperature it has seen that at 2800C load sustained was
258.03N with the increase in temperature load
sustainability also increased. At 3600C maximum load
attended is 363.9N after that 4000C the load sustained get
reduced to 353.16N. It has also seen that in fig no 5 at AFR
of 450lpm at low temperature of 2800C the load sustained is
333.54N but it starts gradually reducing with increase in
temperature, it is due to excess air flow at surface with
Fig 4:- Force Sustained at Different Air Flow Rate.
increase in temperature causing oxidation and reduction of
strength in material. As temperature increased to 4000C at
In case (A) main focus was to get the air flow rate
450lpm the weld occur was inacceptable due bad surface.
which is most appropriate for welding. It was done by
considering airflow rate of 240lpm and 450lpm. For further
proceeding of the experimental investigation as there were
no specified values for temperature and time it was taken
randomly 3000C and 70sec. At AFR of 240lpm the load
sustained was 304.11 N and at 450lpm it was 381.609 N as
shown in fig no 4.
B. Case B
Sr Temperature(0C) Force (Newton)
no. 240lpm 450lpm
1. 280 258.03 333.54
2. 320 291.35 316.86
3. 360 363.9 264.87
4. 400 353.16 235.44
Table 2:- Force at Different Temperature And Air Flow Fig 6:- (450 lpm) Force Sustained at Different Temperature.
Rate.
IJISRT20JUN445 www.ijisrt.com 337
Volume 5, Issue 6, June – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
C. Case C V. CONCLUSIONS
While performing hot gas welding process some
amount of heat energy get lost in atmosphere due to
convection which cause to work at higher temperature
rate to overcome the loss.
Air flow rate of 240lpm is more suitable as compared to
450lpm. As weld joint with 240lpm can sustain more
load at different temperature. Joints with 450lpm proven
to be more hard and brittle, having greater heat affected
zone.
At 360℃ most effective weld joints can form capable of
sustaining force of 363.9N. Whereas at 280 ℃ the
temperature at the surface was not enough to create
complete welds, while at 400℃ surface was deforming
Fig 7:- Force Sustained at Different Weld Time. at greater extend.
For perfect welds, time of 80 seconds should be
In case C, values are taken from previous considered. If it exceeds more than 90 seconds
experimentation cases A& B. The main approach of case C geometrical distortion can be seen over the specimens.
is to get exact time span for carrying out welding. At Parametric values extracted by experimentations for
different time each specimen was welded and testing is been creating weld joints of PP+EPR blend material is at air
carried out. Minimum 60sec was required to carry out weld flow rate of 240lpm at 360℃ for a time period of 80sec.
before that material softening was not enough for welding.
As the time was increasing load taken by specimen was also REFERENCES
increasing till 85 sec after that force sustained was
depreciating. Force sustained at 90sec was reduce due to [1]. Onur Balkan, Halil Demirer, Ayhan Ezde, Huseyin
excessive heat accommodation at one place causing shape Yıldırım, “Effects of Welding Procedures on
deformation. At 80sec maximum force was sustained about Mechanical and Morphological Properties of Hot Gas
431.6N as shown in fig no 7. Butt Welded PE, PP, and PVC Sheets”, Wiley
Polymer Engineering and Science
DOI10.1002/pen.21014, Turkey (2008).
[2]. Kamran Ali, Shara Khursheed, “ Analysis Of Heat
Affected Zone (Haz) Of Hot Air Welded PVC
(Polyvinyl Chloride) At Different Combination Of
Input Parameters”, International Research Journal Of
Engineering and Technology, e-ISSN: 2395-0056,
Vol.5, India (2018).
[3]. Hoomam Ahamad, Anees Siddiqui, Shyam Narayan
Pandey, Amir Javed, Shagufta Naz, “ Effect Of
Temperature On Mechanical Behavior Of Hot Air
Welded PMMA”, International Journal of Technical
Research and Applications e-ISSN:2320-8163,Vol.4,
(2016).
[4]. A.S.Khedvan and Dr. K.P. Kolhe, “ Development Of
Hot Air Plastic Welding Machine For Welding Of
Polypropylene Material”. Journal Of Emerging
Technologies And Innovative Research, ISSN-2349-
5162 Vol.3 Pune, India, (2016).
[5]. Mahmood Alam, Dr. M. I. Khan, “State Of The Art In
Rigid PVC Plastic Welding By Hot Air Techinique”,
IJTRA, PP. 215-219, Vol.1,(2013).
[6]. Hoomam Ahamad, Md Shakibul Haque, Mahmood
alam, Shyam narayan Pandey, Mohd. Amanuddin,
“Welding Of Plastics Through Hot Gas Techinique: A
Review”, Global research and development journal for
engineering, e-ISSN:2455-5703, Vol.1, (2016).
[7]. Senem Kursun Bahadir, Fatma Kalaoglu, Simona
Jevsnik, “The Use Of Hot Air Welding Technologies
For Manufacturing E-Textile Transmission Lines”,
Fibers And Polymers, ISSN :1229-9197, Vol.16,
Fig 8:- Experimental Outcomes. (2015).
IJISRT20JUN445 www.ijisrt.com 338
Volume 5, Issue 6, June – 2020 International Journal of Innovative Science and Research Technology
ISSN No:-2456-2165
[8]. O. Balkan, H. Demirer, H. Yildirim, “Morphological
And Mechanical Properties Of Hot Gas Welded PE,
PP And PVC Sheets”, Journal Of Achievements In
Materials And Manufacturing Engineering, Vol.31,
(2008).
[9]. Fawad Tariq, Nausheen Naz, Muhammad Amir Khan,
Rasheed Ahmed Baloch, “Faliure Analysis Of High
Density Polyethylene Butt Weld Joint”, ASM
International Spinger, (2011).
[10]. D. Grewell, A. Benatar, “Welding Of Plastics:
Fundamentals And New Developments”, Polymer
Processing XXII, Iowa State University, USA, (2007).
[11]. L. Zhang and P. Michaleris, “Evaluation of applied
plastic strain methods for welding distortion
prediction”, Journal Of Manufacturing Science And
Engineer ASME, Vol.129, (2007).
[12]. B. Marczis, T. Czigany, “Interrelationship Between
Welding Parameters Of Hot Gas Welded
Polypropylene”, Polymer Engineering And Science,
Wiley intrscience, (2006).
[13]. Dr. Haider Hadi Jasim, “Evaluation the Effect of
Residual Stress on Fracture of Polyethylene Pipe
under Pressure Loading”, Basrah Journal for
Engineering Sciences, vol. 16, no. 2, (2016).
[14]. J.Sims P.A Ellwood, “Pollutants From Laser Cutting
And Hot Gas Welding Of Plastics”, British
occupational health society, oxford journal,
Pennsylvania, (2016).
[15]. Patricia M. Frotini, Laur A. Fasce, “Failure Analysis
Of Polypropylene Block Copolymer Welded Joints.”,
Institute of polymer and materials, Argentina.
IJISRT20JUN445 www.ijisrt.com 339
You might also like
- IJETR021255Document6 pagesIJETR021255erpublicationNo ratings yet
- IjeatDocument5 pagesIjeatMohan KumarNo ratings yet
- Effects of Welding Procedures On Mechanical and MoDocument16 pagesEffects of Welding Procedures On Mechanical and MoAL YAZARNo ratings yet
- Sciencedirect: Optimization of Friction Stir Welding of ThermoplasticsDocument6 pagesSciencedirect: Optimization of Friction Stir Welding of ThermoplasticsYineth PinzonNo ratings yet
- Harish Kumar, Dr. S. V. SatishDocument3 pagesHarish Kumar, Dr. S. V. SatishHager RNo ratings yet
- Designand Analysisof Injection Moldingof MineralDocument11 pagesDesignand Analysisof Injection Moldingof MineralSadam AlmaqtariNo ratings yet
- Light RTM Process SetupDocument18 pagesLight RTM Process SetupsunanthaNo ratings yet
- High-Temp 3D Printing of PEEK for Industrial AppsDocument12 pagesHigh-Temp 3D Printing of PEEK for Industrial AppsIkbal RitaNo ratings yet
- Riview HVOFDocument4 pagesRiview HVOFscribd_anjirNo ratings yet
- Advances in Hybrid Laser Joining: Special Issue - Original ArticleDocument8 pagesAdvances in Hybrid Laser Joining: Special Issue - Original ArticlecmsastraNo ratings yet
- Panigrahi 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012034Document9 pagesPanigrahi 2022 IOP Conf. Ser. Mater. Sci. Eng. 1258 012034Arbinndo SinhaNo ratings yet
- Experiential Study On Temperature and Emission Performance of Micro Burner During Porous Media CombustionDocument7 pagesExperiential Study On Temperature and Emission Performance of Micro Burner During Porous Media CombustionAyub Ahmed JanvekarNo ratings yet
- Optimization of Injection Molding Process For Kenaf and Polypropylene Composite To Improve Its Tensile StrengthDocument9 pagesOptimization of Injection Molding Process For Kenaf and Polypropylene Composite To Improve Its Tensile StrengthIJRASETPublicationsNo ratings yet
- San Thermal PropertiespdfDocument7 pagesSan Thermal Propertiespdfsukhabhukha987No ratings yet
- A Review on Process Parameter Optimization in Material Extrusion Additive Manufacturing using ThermoplasticDocument4 pagesA Review on Process Parameter Optimization in Material Extrusion Additive Manufacturing using ThermoplasticInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ultrasonic Welding of ThermoplasticsDocument17 pagesUltrasonic Welding of ThermoplasticsSyed Farhan RazaNo ratings yet
- Materials: Development of A Thermomechanical Treatment Mode For Stainless-Steel RingsDocument13 pagesMaterials: Development of A Thermomechanical Treatment Mode For Stainless-Steel Ringsmajid nasrollahnejadNo ratings yet
- 16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetDocument10 pages16i3effect of Process Parameters On Mechanical Properties of The Investment Castings Produced by Using Expandable Polystyrene Pattern Copyright IjaetIJAET JournalNo ratings yet
- 2003 - Thermophysical-Property-Based Selection of Tool Protective Coatings For Dry Machining of SteelsDocument7 pages2003 - Thermophysical-Property-Based Selection of Tool Protective Coatings For Dry Machining of SteelsusamaumerNo ratings yet
- Thermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethodDocument8 pagesThermo-Mechanical Analysis of Thermal Barrier Coating System Using Finite Element MethoderpublicationNo ratings yet
- 1-s2.0-S2214785321024937-mainDocument12 pages1-s2.0-S2214785321024937-mainsunanNo ratings yet
- Effect of Sodium Bicarbonate On Fire Behaviour ofDocument8 pagesEffect of Sodium Bicarbonate On Fire Behaviour ofMadiha RashidNo ratings yet
- Sin 2023 J. Phys. - Conf. Ser. 2523 012023Document15 pagesSin 2023 J. Phys. - Conf. Ser. 2523 012023Junaid AliNo ratings yet
- FEM Inocal Effect of Nose Radius On ForceDocument7 pagesFEM Inocal Effect of Nose Radius On Forceamit chapagainNo ratings yet
- Plastic WeldingDocument40 pagesPlastic Weldingsukhbir sarpanch78% (9)
- 352 05SinterMorakotDocument9 pages352 05SinterMorakotAkila RafalahNo ratings yet
- Manpreet Et Al 2019-9Document20 pagesManpreet Et Al 2019-9manpreetNo ratings yet
- Effects of Cutting Temperature and Process Optimization in Drilling of GFRP CompositesDocument15 pagesEffects of Cutting Temperature and Process Optimization in Drilling of GFRP CompositesNikola SimicNo ratings yet
- Mechanical Characterization of Carbon - EpoxyDocument4 pagesMechanical Characterization of Carbon - EpoxyDanielNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- The Influence of Injection Molding Parameter On Properties of Thermally Conductive PlasticDocument10 pagesThe Influence of Injection Molding Parameter On Properties of Thermally Conductive PlasticRoly RamirezNo ratings yet
- 1-s2.0-S2212827119312636-mainDocument6 pages1-s2.0-S2212827119312636-main1711076053No ratings yet
- Glass Bead Filled Polyetherketone (PEK) Composite PDFDocument7 pagesGlass Bead Filled Polyetherketone (PEK) Composite PDFjhaider20009No ratings yet
- Process Modeling and Optimization of Resistance Welding For Thermoplastic CompositesDocument24 pagesProcess Modeling and Optimization of Resistance Welding For Thermoplastic CompositesEduardo PinheiroNo ratings yet
- Design and Automation of Plastic Injection Molding Machine: Under The Valuable Guidance ofDocument49 pagesDesign and Automation of Plastic Injection Molding Machine: Under The Valuable Guidance ofAniket ChavanNo ratings yet
- Literature Review of Plastic WeldingDocument5 pagesLiterature Review of Plastic Weldingeowcnerke100% (1)
- Analysis of Microstructure and Properties of Autoclaved Aerated Concrete Wall Construction MaterialsDocument7 pagesAnalysis of Microstructure and Properties of Autoclaved Aerated Concrete Wall Construction MaterialsdenisNo ratings yet
- Use of Sustainable Phase Change Material PCM in MoDocument13 pagesUse of Sustainable Phase Change Material PCM in MoFarjallah Al-AssãadNo ratings yet
- Polymers 13 04158 v2Document13 pagesPolymers 13 04158 v2Quế NghiNo ratings yet
- Microstructural analysis of glass-epoxy composites under tensionDocument13 pagesMicrostructural analysis of glass-epoxy composites under tensionIndra JayaNo ratings yet
- An Investigation of Weldline Strength in Injection Molded Rubber PartsDocument8 pagesAn Investigation of Weldline Strength in Injection Molded Rubber PartsAdhi1971No ratings yet
- The Design and Construction of A Single Screw ExtruderDocument10 pagesThe Design and Construction of A Single Screw ExtruderChandrasekarNo ratings yet
- Analysis of Microstructure and Properties of Autoclaved Aerated Concrete Wall Construction MaterialsDocument7 pagesAnalysis of Microstructure and Properties of Autoclaved Aerated Concrete Wall Construction MaterialsahmedNo ratings yet
- Proposal Arianta UP-UNITENDocument10 pagesProposal Arianta UP-UNITENArianta RianNo ratings yet
- A Review On Plastic Moulding Manufacturing Process and ParametersDocument9 pagesA Review On Plastic Moulding Manufacturing Process and ParametersIJAERS JOURNALNo ratings yet
- 10.3934 Matersci.2018.5.902Document18 pages10.3934 Matersci.2018.5.902KokoriaNo ratings yet
- Effect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelDocument18 pagesEffect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelJimmy the ReverendNo ratings yet
- Powder Technology: José M.C. Azevedo, André Cabrera Serrenho, Julian M. AllwoodDocument8 pagesPowder Technology: José M.C. Azevedo, André Cabrera Serrenho, Julian M. AllwoodLeo LopezNo ratings yet
- Thermal Barrier Coatings-A State of The Art Review: Jayant Gopal Thakare Chandan Pandey M. M. Mahapatra R. S. MulikDocument22 pagesThermal Barrier Coatings-A State of The Art Review: Jayant Gopal Thakare Chandan Pandey M. M. Mahapatra R. S. MulikwaleedsikandryNo ratings yet
- Application of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CDocument9 pagesApplication of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CMikecz JuliannaNo ratings yet
- Fullpaper Csir Nal Icemp2014 0058Document8 pagesFullpaper Csir Nal Icemp2014 0058Vitor SegniniNo ratings yet
- Spring-in Angle Behavior of Thermoplastic Matrix CompositesDocument8 pagesSpring-in Angle Behavior of Thermoplastic Matrix Compositeshalil yıldırımNo ratings yet
- Kumarsahu 2018Document9 pagesKumarsahu 2018Elumalai BoominathanNo ratings yet
- Material Selection For High Performance Moulds: November 2007Document8 pagesMaterial Selection For High Performance Moulds: November 2007cipet imphalNo ratings yet
- A Review On Polymeric Materials in Additive Manufacturing: Materials Today: Proceedings March 2021Document18 pagesA Review On Polymeric Materials in Additive Manufacturing: Materials Today: Proceedings March 2021STC CIPET KochiNo ratings yet
- The Effect of Sintering Parameters On Diffusion Bonding of 316L Stainless Steel in Inserted Metal Injection MoldingDocument9 pagesThe Effect of Sintering Parameters On Diffusion Bonding of 316L Stainless Steel in Inserted Metal Injection MoldingAmirhossein RajabiNo ratings yet
- 01b82715-3f0f-4384-873d-7031759ed984Document16 pages01b82715-3f0f-4384-873d-7031759ed984SanTosH SangamNo ratings yet
- Friction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesFrom EverandFriction Stir Superplasticity for Unitized Structures: A volume in the Friction Stir Welding and Processing Book SeriesNo ratings yet
- An Analysis on Mental Health Issues among IndividualsDocument6 pagesAn Analysis on Mental Health Issues among IndividualsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Harnessing Open Innovation for Translating Global Languages into Indian LanuagesDocument7 pagesHarnessing Open Innovation for Translating Global Languages into Indian LanuagesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Diabetic Retinopathy Stage Detection Using CNN and Inception V3Document9 pagesDiabetic Retinopathy Stage Detection Using CNN and Inception V3International Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatDocument16 pagesInvestigating Factors Influencing Employee Absenteeism: A Case Study of Secondary Schools in MuscatInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Exploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractDocument7 pagesExploring the Molecular Docking Interactions between the Polyherbal Formulation Ibadhychooranam and Human Aldose Reductase Enzyme as a Novel Approach for Investigating its Potential Efficacy in Management of CataractInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIDocument6 pagesThe Making of Object Recognition Eyeglasses for the Visually Impaired using Image AIInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolDocument31 pagesThe Relationship between Teacher Reflective Practice and Students Engagement in the Public Elementary SchoolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Dense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)Document2 pagesDense Wavelength Division Multiplexing (DWDM) in IT Networks: A Leap Beyond Synchronous Digital Hierarchy (SDH)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Comparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightDocument4 pagesComparatively Design and Analyze Elevated Rectangular Water Reservoir with and without Bracing for Different Stagging HeightInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Impact of Digital Marketing Dimensions on Customer SatisfactionDocument6 pagesThe Impact of Digital Marketing Dimensions on Customer SatisfactionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Electro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyDocument7 pagesElectro-Optics Properties of Intact Cocoa Beans based on Near Infrared TechnologyInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Formulation and Evaluation of Poly Herbal Body ScrubDocument6 pagesFormulation and Evaluation of Poly Herbal Body ScrubInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Advancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisDocument8 pagesAdvancing Healthcare Predictions: Harnessing Machine Learning for Accurate Health Index PrognosisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterDocument11 pagesThe Utilization of Date Palm (Phoenix dactylifera) Leaf Fiber as a Main Component in Making an Improvised Water FilterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentDocument7 pagesCyberbullying: Legal and Ethical Implications, Challenges and Opportunities for Policy DevelopmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Auto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETDocument6 pagesAuto Encoder Driven Hybrid Pipelines for Image Deblurring using NAFNETInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Terracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonDocument14 pagesTerracing as an Old-Style Scheme of Soil Water Preservation in Djingliya-Mandara Mountains- CameroonInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Survey of the Plastic Waste used in Paving BlocksDocument4 pagesA Survey of the Plastic Waste used in Paving BlocksInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Hepatic Portovenous Gas in a Young MaleDocument2 pagesHepatic Portovenous Gas in a Young MaleInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Design, Development and Evaluation of Methi-Shikakai Herbal ShampooDocument8 pagesDesign, Development and Evaluation of Methi-Shikakai Herbal ShampooInternational Journal of Innovative Science and Research Technology100% (3)
- Explorning the Role of Machine Learning in Enhancing Cloud SecurityDocument5 pagesExplorning the Role of Machine Learning in Enhancing Cloud SecurityInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Review: Pink Eye Outbreak in IndiaDocument3 pagesA Review: Pink Eye Outbreak in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Automatic Power Factor ControllerDocument4 pagesAutomatic Power Factor ControllerInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Review of Biomechanics in Footwear Design and Development: An Exploration of Key Concepts and InnovationsDocument5 pagesReview of Biomechanics in Footwear Design and Development: An Exploration of Key Concepts and InnovationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Mobile Distractions among Adolescents: Impact on Learning in the Aftermath of COVID-19 in IndiaDocument2 pagesMobile Distractions among Adolescents: Impact on Learning in the Aftermath of COVID-19 in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Studying the Situation and Proposing Some Basic Solutions to Improve Psychological Harmony Between Managerial Staff and Students of Medical Universities in Hanoi AreaDocument5 pagesStudying the Situation and Proposing Some Basic Solutions to Improve Psychological Harmony Between Managerial Staff and Students of Medical Universities in Hanoi AreaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Navigating Digitalization: AHP Insights for SMEs' Strategic TransformationDocument11 pagesNavigating Digitalization: AHP Insights for SMEs' Strategic TransformationInternational Journal of Innovative Science and Research Technology100% (1)
- Drug Dosage Control System Using Reinforcement LearningDocument8 pagesDrug Dosage Control System Using Reinforcement LearningInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- The Effect of Time Variables as Predictors of Senior Secondary School Students' Mathematical Performance Department of Mathematics Education Freetown PolytechnicDocument7 pagesThe Effect of Time Variables as Predictors of Senior Secondary School Students' Mathematical Performance Department of Mathematics Education Freetown PolytechnicInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Formation of New Technology in Automated Highway System in Peripheral HighwayDocument6 pagesFormation of New Technology in Automated Highway System in Peripheral HighwayInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ircon International Limited v. Jaiprakash Associates Ltd.Document14 pagesIrcon International Limited v. Jaiprakash Associates Ltd.varsha bansodeNo ratings yet
- MCQ BBASY 302 Supply Chain ManagementDocument61 pagesMCQ BBASY 302 Supply Chain ManagementSAKSHI AHIRRAONo ratings yet
- Business Finance Theory and PracticeDocument4 pagesBusiness Finance Theory and PracticechanchoNo ratings yet
- Artificial Intelligence and Machine Learning: White PaperDocument8 pagesArtificial Intelligence and Machine Learning: White PaperrohithNo ratings yet
- Business Analytics Course-1Document6 pagesBusiness Analytics Course-1Shreyas ShenoyNo ratings yet
- Java SuccessDocument3 pagesJava SuccessAnil Kumar BattulaNo ratings yet
- Tangazo La Kazi CPBDocument13 pagesTangazo La Kazi CPBSaid AbdulkhNo ratings yet
- The e Commerce Revolution American English Student BWDocument4 pagesThe e Commerce Revolution American English Student BWmaomaoNo ratings yet
- Tax Collection at SourceDocument13 pagesTax Collection at SourcePrakhar KesharNo ratings yet
- CH 3 Resolving Conflict in WorkplaceDocument38 pagesCH 3 Resolving Conflict in WorkplaceDarragh FivesNo ratings yet
- ADMS 3920 Assignment #2 Part 2Document40 pagesADMS 3920 Assignment #2 Part 2Jarrett XuNo ratings yet
- Penko FLEX SeriesDocument9 pagesPenko FLEX SeriesMario vd HeuvelNo ratings yet
- Wells 1975Document19 pagesWells 1975pedropauloNo ratings yet
- Business-Process Integration: Supply-Chain Management 2.0 (SCM 2.0)Document8 pagesBusiness-Process Integration: Supply-Chain Management 2.0 (SCM 2.0)nidayousafzaiNo ratings yet
- DTC-NCR: Gurugram Bus StationDocument4 pagesDTC-NCR: Gurugram Bus StationfapebiNo ratings yet
- Papjdm Tugas 5-1Document17 pagesPapjdm Tugas 5-1lizaNo ratings yet
- UP PartnershipDocument26 pagesUP PartnershipJulian Paul CachoNo ratings yet
- Event Management SystemDocument45 pagesEvent Management SystemJimmy Khan43% (23)
- Module 3 - ABC Lecture S23Document26 pagesModule 3 - ABC Lecture S23Prachi YadavNo ratings yet
- Sensor Tower Q2 2021 Data DigestDocument71 pagesSensor Tower Q2 2021 Data Digestchoong Poh100% (1)
- Mindanao Mission Academy Midterm ExaminationDocument2 pagesMindanao Mission Academy Midterm ExaminationHLeigh Nietes-GabutanNo ratings yet
- Oracle Fusion Middleware Disaster Recovery Solution Using HP EVA StorageDocument29 pagesOracle Fusion Middleware Disaster Recovery Solution Using HP EVA Storagehelmy_mis1594No ratings yet
- Business Plan Template v2Document15 pagesBusiness Plan Template v2IsaacNo ratings yet
- Union Bank Statement FreshDocument7 pagesUnion Bank Statement Freshbindu mathaiNo ratings yet
- text 3Document4 pagestext 3fx4yp62t4tNo ratings yet
- Pressure GroupDocument5 pagesPressure GroupasthaNo ratings yet
- Professional English Business General (, Penguin English) PDFDocument57 pagesProfessional English Business General (, Penguin English) PDFNadilla100% (1)
- Custom AWE Process ExampleDocument19 pagesCustom AWE Process ExampleSiji Surendran100% (2)
- 06 Week5 People Oriented MethodologiesDocument16 pages06 Week5 People Oriented MethodologieshdsasdadNo ratings yet
- 14th WIEF Sponsorship BenefitsDocument2 pages14th WIEF Sponsorship BenefitsLatifiNo ratings yet