You might also like
- Benitez Cap9Document44 pagesBenitez Cap9Srinivasa Rao VenkumahanthiNo ratings yet
- Cebu Institute of Technology: UniversityDocument10 pagesCebu Institute of Technology: UniversityArchie HisolerNo ratings yet
- Air Ingress CalculationsDocument5 pagesAir Ingress CalculationsMallinatha PNNo ratings yet
- Heat CapacityDocument2 pagesHeat CapacityAbhijit MokashiNo ratings yet
- Is 14164 2008Document45 pagesIs 14164 2008Pukhraj DagaNo ratings yet
- Veturi Design ProcedureDocument2 pagesVeturi Design Procedureshivanandr2481No ratings yet
- Graham - Lessons From The Field - Ejector SystemDocument5 pagesGraham - Lessons From The Field - Ejector SystemAnonymous DJrec2No ratings yet
- Prediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent CorrelationDocument18 pagesPrediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent Correlationcamilo_ortiz_6No ratings yet
- Condensate Line SizingDocument23 pagesCondensate Line SizingNirnay Patil100% (2)
- Calculate control valve CvDocument3 pagesCalculate control valve CvRio SamudraNo ratings yet
- Air PropertiesDocument19 pagesAir PropertiesVanbiervlietNo ratings yet
- Heat Loss From An Insulated Pipe: ParametersDocument4 pagesHeat Loss From An Insulated Pipe: ParametersMohan BabuNo ratings yet
- CHE 402 - FR Heat Loss in Bare and Lagged PipesDocument8 pagesCHE 402 - FR Heat Loss in Bare and Lagged PipesHirizza Junko YamamotoNo ratings yet
- Calculation of Scrubber DiameterDocument44 pagesCalculation of Scrubber DiameterRamakrishna SomuNo ratings yet
- 240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen ConversionDocument1 page240 Nm3 Per HR - Gas Equivalent - Liquid Nitrogen Conversionengineershoaibqazi100% (1)
- CFD Modeling Analysis of A Vertical Gas Liquid SeparatorDocument9 pagesCFD Modeling Analysis of A Vertical Gas Liquid SeparatorTanweer HussainNo ratings yet
- 1/2Document3 pages1/2konainglincho001No ratings yet
- Reaction CalorimetryDocument7 pagesReaction CalorimetrySankar Adhikari100% (1)
- Design of CondenserDocument2 pagesDesign of CondenserEngr Renato Arriola0% (1)
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Document8 pagesAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraNo ratings yet
- Process Heat Transfer - D. Q. KernDocument273 pagesProcess Heat Transfer - D. Q. KernMuhammad Andrifar Empatpuluhlima0% (1)
- Heat Exchanger Specification Sheet: MM M? M? Performance of One UnitDocument9 pagesHeat Exchanger Specification Sheet: MM M? M? Performance of One UnitGladys ZiSing LeeNo ratings yet
- Vent Sizing MethodsDocument26 pagesVent Sizing Methodsmieiroluiz12No ratings yet
- Falling Film Evaporator-MEng-ThesisDocument206 pagesFalling Film Evaporator-MEng-ThesisElza Febrianty AngrainiNo ratings yet
- Buss SMS Canzler - Thin Film EvaporatorsDocument16 pagesBuss SMS Canzler - Thin Film EvaporatorsandreathomeNo ratings yet
- Muffle FurnaceDocument7 pagesMuffle FurnaceRonNo ratings yet
- Vertical Thermosyphon ReboilersDocument9 pagesVertical Thermosyphon ReboilersLucianoNo ratings yet
- Sizing Heating and Cooling CoilsDocument4 pagesSizing Heating and Cooling Coilsbehnamhf2No ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Suc DrumsDocument6 pagesSuc DrumsrkoGear100% (1)
- Solvent Losses in Batch Distillation and Subsequent Condensation of Vapors and How To SaveDocument5 pagesSolvent Losses in Batch Distillation and Subsequent Condensation of Vapors and How To SavesrshahNo ratings yet
- Recommended Steam Piping Velocities 2Document1 pageRecommended Steam Piping Velocities 2Hassan AbdulAzim FadilNo ratings yet
- Chen 3009 - Tutorial 2-2021 RevisedDocument43 pagesChen 3009 - Tutorial 2-2021 RevisedRosario QFNo ratings yet
- Heat Exchanger Design OptimizationDocument27 pagesHeat Exchanger Design OptimizationUsama AkramNo ratings yet
- Falling Film EvaporatorDocument39 pagesFalling Film Evaporatormailnehru8955No ratings yet
- Clp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Document8 pagesClp301: Che Lab 1-Fluid Mechanics and Heat Transfer Lab Semester Ii, 2020 - 2021Ajeet KumarNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
- Boiler Combustion & EmissionDocument15 pagesBoiler Combustion & EmissionMustafa HusainNo ratings yet
- King Abdulaziz University Mechanical Engineering Heat Exchanger DesignDocument65 pagesKing Abdulaziz University Mechanical Engineering Heat Exchanger DesignMuhammad HaidiNo ratings yet
- Double FdexchangerDocument8 pagesDouble FdexchangerBoško IvanovićNo ratings yet
- KIRK KWM Mist EliminatorsDocument3 pagesKIRK KWM Mist EliminatorsperrychemNo ratings yet
- E 106Document1 pageE 106Bith SMGNo ratings yet
- Packing FactorDocument80 pagesPacking FactorRabya Sana100% (1)
- Schoepentoeter SEPARADORDocument4 pagesSchoepentoeter SEPARADOREsau EstebanNo ratings yet
- Vent sizing calculations for reactors and storage vesselsDocument11 pagesVent sizing calculations for reactors and storage vesselskalyan patilNo ratings yet
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86No ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Steam and Gas Tables with Computer EquationsFrom EverandSteam and Gas Tables with Computer EquationsRating: 3 out of 5 stars3/5 (2)
- Jazz Cash: How To Use?Document1 pageJazz Cash: How To Use?Noman AslamNo ratings yet
- Thermal Conductivity of MetalsDocument6 pagesThermal Conductivity of MetalsNoman AslamNo ratings yet
- Appendix A: Figures Used in Absorption Column DesignDocument17 pagesAppendix A: Figures Used in Absorption Column DesignNoman AslamNo ratings yet
- Series & Parallel ArrangementDocument12 pagesSeries & Parallel ArrangementNoman AslamNo ratings yet
- General Designing Procedure of Double Pipe HXDocument2 pagesGeneral Designing Procedure of Double Pipe HXNoman AslamNo ratings yet
- Plate & Frame Heat Exchanger: (SI Units)Document10 pagesPlate & Frame Heat Exchanger: (SI Units)Noman AslamNo ratings yet
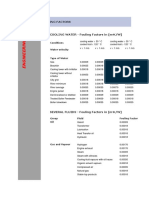
- Typical Fouling Factors PDFDocument3 pagesTypical Fouling Factors PDFNoman AslamNo ratings yet
- Ibliography: Patrick G. GauneDocument2 pagesIbliography: Patrick G. GauneNoman AslamNo ratings yet
- 09 - Gas Absorber DesidnDocument19 pages09 - Gas Absorber DesidnNoman AslamNo ratings yet
- 12 HazopDocument6 pages12 HazopNoman AslamNo ratings yet
- 08 - 2 Phase SeparatorDocument21 pages08 - 2 Phase SeparatorNoman AslamNo ratings yet
- EAT Ntegration: 11.1.1 Pinch TechnologyDocument8 pagesEAT Ntegration: 11.1.1 Pinch TechnologyNoman AslamNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Effects of Maleic Anhydride ExposureDocument7 pagesEffects of Maleic Anhydride ExposureNoman AslamNo ratings yet
- Ntroduction: Chapter No. 1Document11 pagesNtroduction: Chapter No. 1Noman AslamNo ratings yet
- 05 - Energy BalanceDocument28 pages05 - Energy BalanceNoman AslamNo ratings yet
- INSTRUMENTATION AND CONTROLDocument11 pagesINSTRUMENTATION AND CONTROLNoman AslamNo ratings yet
- Aterial Alance: 4.1 Preliminary CalculationsDocument18 pagesAterial Alance: 4.1 Preliminary CalculationsNoman AslamNo ratings yet
- Rocess Escription: 3.1 Reactor (PFR-100)Document2 pagesRocess Escription: 3.1 Reactor (PFR-100)Noman AslamNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- 02 Process SelectionDocument11 pages02 Process SelectionM.AbdullahNo ratings yet
- Chapter 06:fluid Dynamics Punjab Text Book Board, LahoreDocument8 pagesChapter 06:fluid Dynamics Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- Chapter 02:vectors and Equilibrium Punjab Text Book Board, LahoreDocument16 pagesChapter 02:vectors and Equilibrium Punjab Text Book Board, Lahoreusamalatif8941No ratings yet
- fsc2 Numericals Chap18Document3 pagesfsc2 Numericals Chap18Noman AslamNo ratings yet
- Physics of Solids: WWW PhycityDocument6 pagesPhysics of Solids: WWW PhycityNoman AslamNo ratings yet
- Chapter 03:motion and Force Punjab Text Book Board, LahoreDocument15 pagesChapter 03:motion and Force Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- Work and Energy Chapter from Punjab TextbookDocument5 pagesWork and Energy Chapter from Punjab TextbookNoman AslamNo ratings yet
- Chapter 16: Alternating Current HSSC IiDocument5 pagesChapter 16: Alternating Current HSSC IiAtifAwanNo ratings yet
- Chapter 12 on Electrostatics and HSSC IIDocument11 pagesChapter 12 on Electrostatics and HSSC IINoman AslamNo ratings yet
- fsc2 Numericals Chap15 PDFDocument11 pagesfsc2 Numericals Chap15 PDFNoman AslamNo ratings yet
- Expt No 1 Diffusivity MeasurmentDocument4 pagesExpt No 1 Diffusivity MeasurmentErmias NigussieNo ratings yet
- Constitution of Sovereignty: The Summary: Submitted By: Kervy Jay T. AgraviadorDocument7 pagesConstitution of Sovereignty: The Summary: Submitted By: Kervy Jay T. AgraviadorKervy Jay AgraviadorNo ratings yet
- Chemical BondDocument223 pagesChemical BondChelleNo ratings yet
- AM050KXMDCH AzDocument1 pageAM050KXMDCH AzShirley BarreraNo ratings yet
- Liquid and Solutions ANSWERS Session 2.0 by T.ghosh PDFDocument66 pagesLiquid and Solutions ANSWERS Session 2.0 by T.ghosh PDFHarika NKNo ratings yet
- Aluminium - Iron - SiliconDocument51 pagesAluminium - Iron - SiliconAnonymous HzbpFGY80No ratings yet
- Smith Et Al., 2018 (Analytical Chemistry)Document7 pagesSmith Et Al., 2018 (Analytical Chemistry)Leticia SakaiNo ratings yet
- 电极过程概述Document26 pages电极过程概述Aboubacar TraoreNo ratings yet
- Born-Haber Cycles: 16-18 YearsDocument12 pagesBorn-Haber Cycles: 16-18 YearsJoko SusiloNo ratings yet
- Lecture On: Dr. Nitesh MondalDocument10 pagesLecture On: Dr. Nitesh MondalNitesh MondalNo ratings yet
- Thermodynamic Examination of Inclusion Modification and Preciptation From Calcium Treatment To Solidified Steel Hollapa 2003Document5 pagesThermodynamic Examination of Inclusion Modification and Preciptation From Calcium Treatment To Solidified Steel Hollapa 2003Estéfano Aparecido VieiraNo ratings yet
- Elastomeric Impression Materials SeminarDocument96 pagesElastomeric Impression Materials SeminarmonamohiteNo ratings yet
- TCS 305-As07Document14 pagesTCS 305-As07real.lucifer.007No ratings yet
- Question Paper Paper 2C June 2014 PDFDocument24 pagesQuestion Paper Paper 2C June 2014 PDFkhalil rehmanNo ratings yet
- Hydro Carbons Theory-Jeemain - Guru PDFDocument54 pagesHydro Carbons Theory-Jeemain - Guru PDFPjj CghNo ratings yet
- Mastermind: Instructions To Be FollowedDocument21 pagesMastermind: Instructions To Be FollowedsaadNo ratings yet
- Heat RecoveryDocument2 pagesHeat RecoveryRohmat SetiawanNo ratings yet
- Questions - Answers Bank Class - Xii Subject - Chemistry UNIT-4 (Chemical Kinetics)Document3 pagesQuestions - Answers Bank Class - Xii Subject - Chemistry UNIT-4 (Chemical Kinetics)Abhay BharadwajNo ratings yet
- AP Chemistry: Free-Response QuestionsDocument22 pagesAP Chemistry: Free-Response QuestionsAnita100% (1)
- Bond Energies ExplainedDocument5 pagesBond Energies Explaineddani pedroNo ratings yet
- Di Xiao PhysRevLett.108.196802Document5 pagesDi Xiao PhysRevLett.108.196802fangzhouNo ratings yet
- Applying Stresses to a Chemical Equilibrium SystemDocument6 pagesApplying Stresses to a Chemical Equilibrium SystemKyle RemyNo ratings yet
- Supported Organometallic Complexes Catalyze Ketone HydrogenationDocument10 pagesSupported Organometallic Complexes Catalyze Ketone Hydrogenationintan kartikaNo ratings yet
- Molecul h2 NormalisasiDocument5 pagesMolecul h2 NormalisasiendahNo ratings yet
- Lab Manual EBMV3103Document13 pagesLab Manual EBMV3103VOON KIN ONNNo ratings yet
- Determination of Colour and Turbidity in White SugarDocument5 pagesDetermination of Colour and Turbidity in White SugarseawizeNo ratings yet
- Spontaneity Entropy Free EnergyDocument45 pagesSpontaneity Entropy Free EnergyJonathan PetronaNo ratings yet
- 11 Chemistry Exemplar Chapter 13Document10 pages11 Chemistry Exemplar Chapter 13FloraNo ratings yet
- Cartajena REVISEDDocument11 pagesCartajena REVISEDJerome Russel PublìcòNo ratings yet
- Determining The Volumetric Expansion Coefficient of LiquidsDocument4 pagesDetermining The Volumetric Expansion Coefficient of LiquidsSachin ChakradharNo ratings yet